1
Изобретение относится к производству крупных цилиндрических пружин горячей авивкой.
Известна автоматическая линия производства нружин горячей навивкой, содержащая последовательно установленные по технологическому циклу загрузочное устройство, пару двухклетьевых ковочных вальцов с расположенными перед каждым из иих соответственно нагревателем и термоизолирующей камерой и навивочное устройство.
Недостатком известной линии является то, что перед обработкой в каждых вальцах заготовку нагревают в индукционном нагревателе.
Предлагаемая линия позволяет сократить цикл производства пружин и повысить производительность линии за счет того, что обработку двух концов заготовки производят с одного нагрева в индукционном нагревателе, расположенном перед первой вальцовочной клетью, а в качестве нагревателя перед второй вальцовочной клетью используют двухъярусную камеру, предохраняющую заготовку от подстуживаипя.
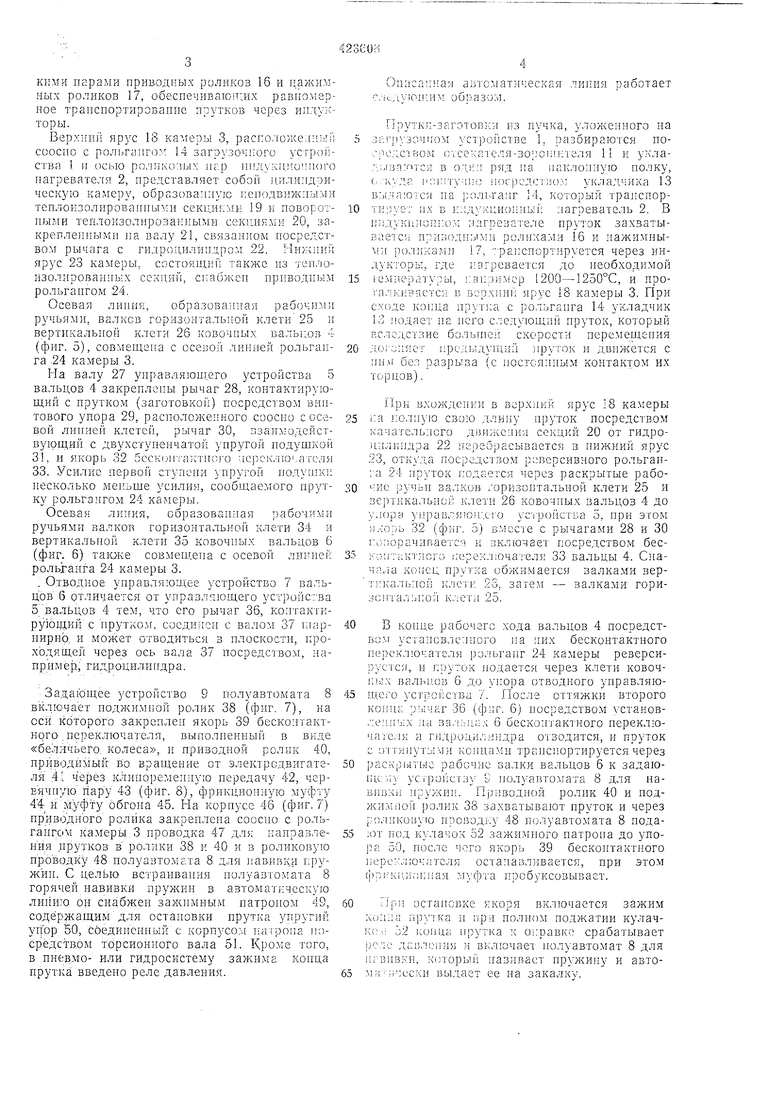
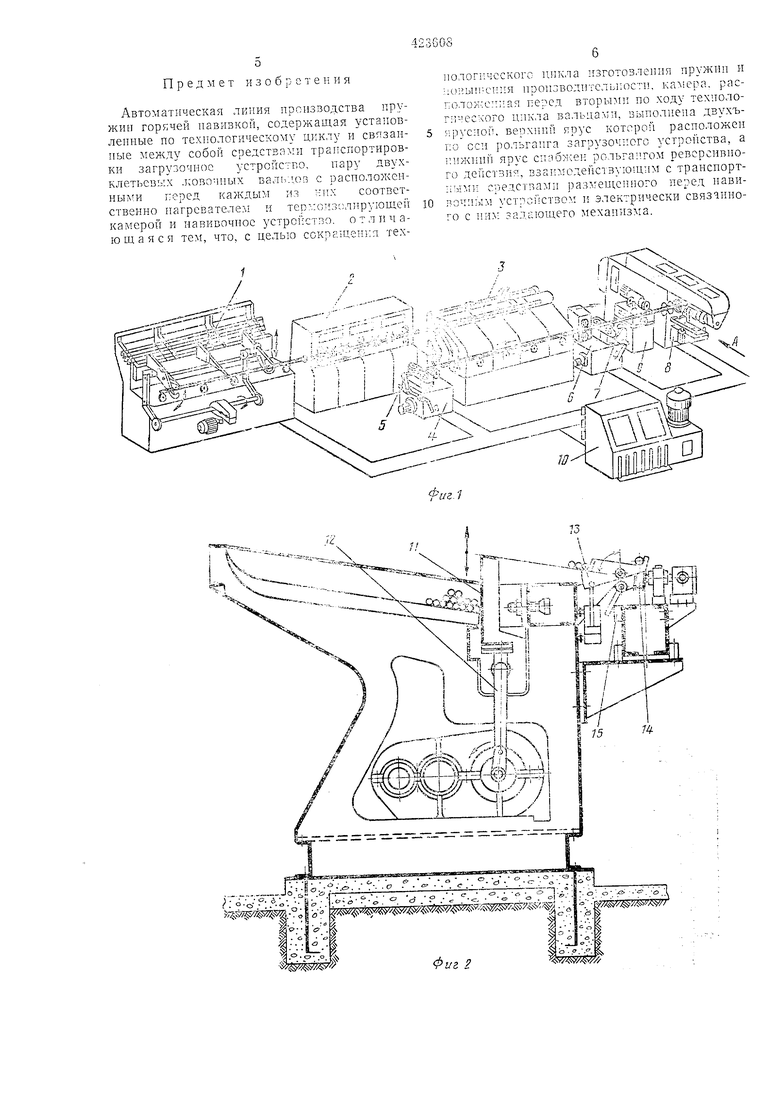
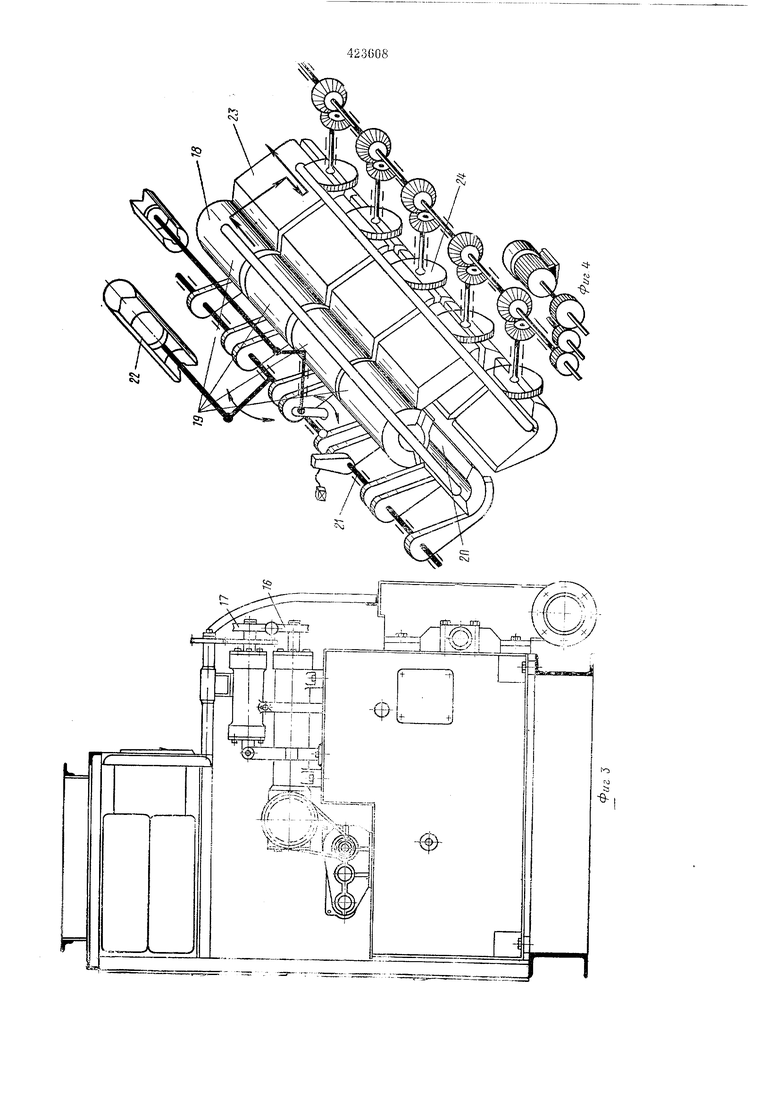
Па фиг. 1 схематически изображена автоматическая линия, общий вид; иа фиг. 2 - поперечный разрез загрузочного устройства; на фиг. 3 - индукционный нагреватель, вид с торца; на фиг. 4 - нагревательная камера,
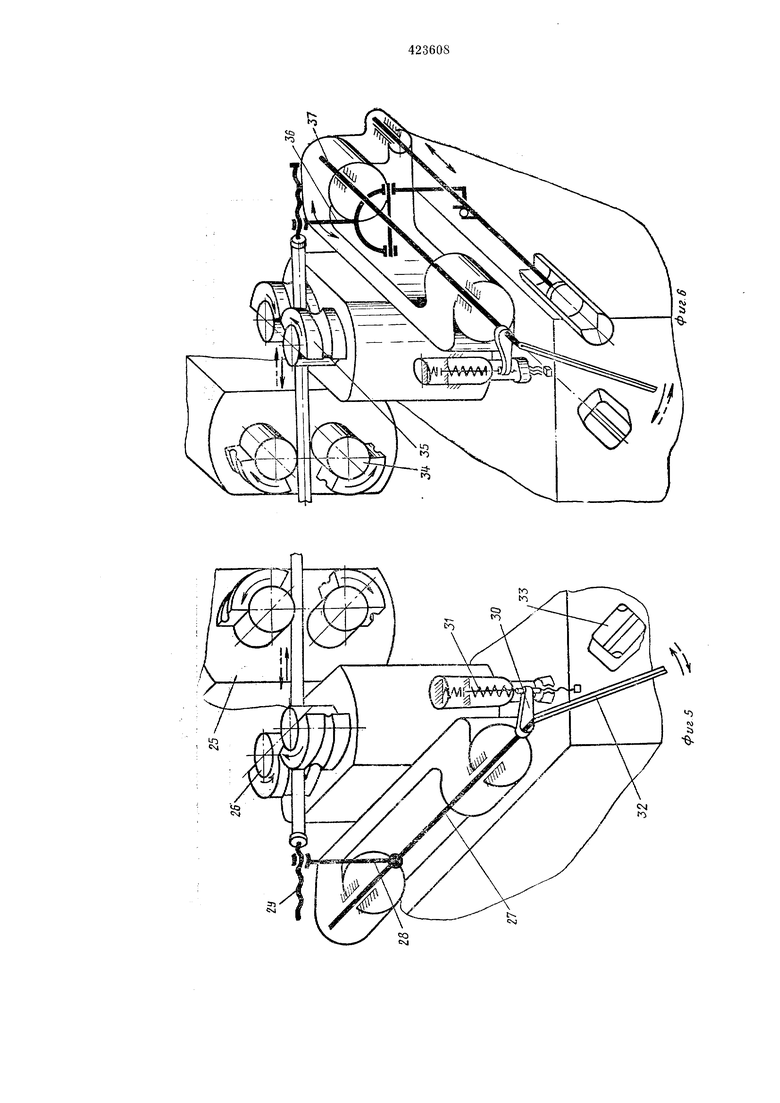
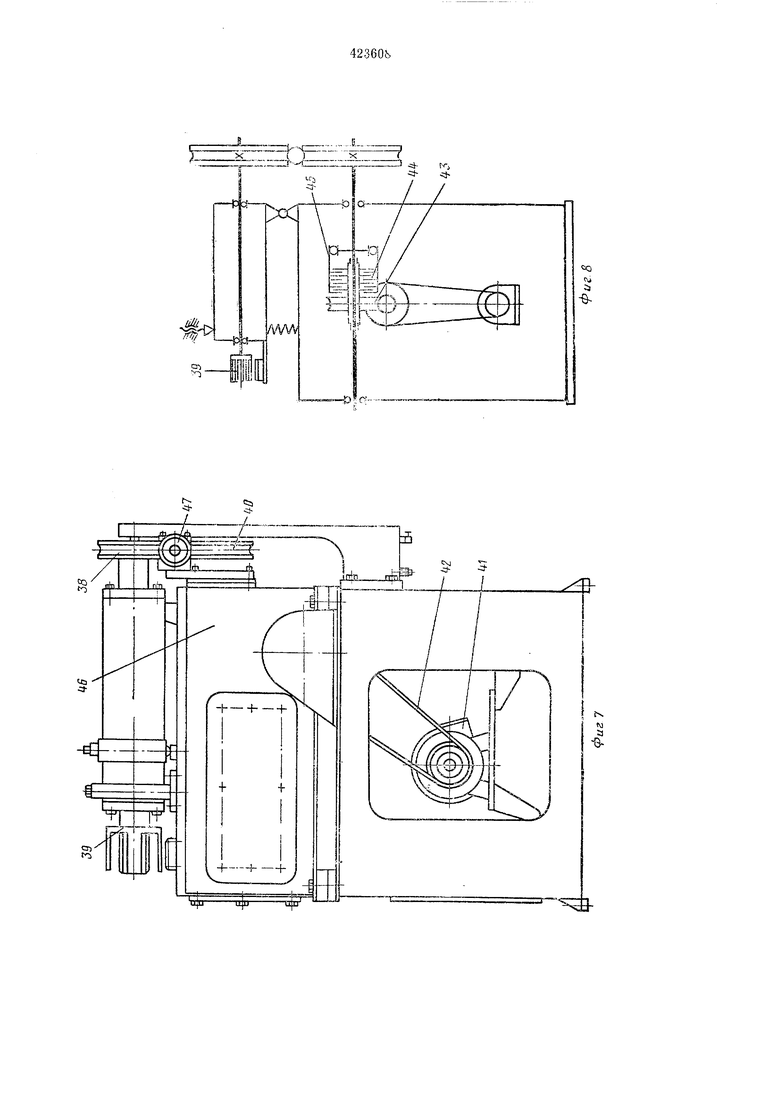
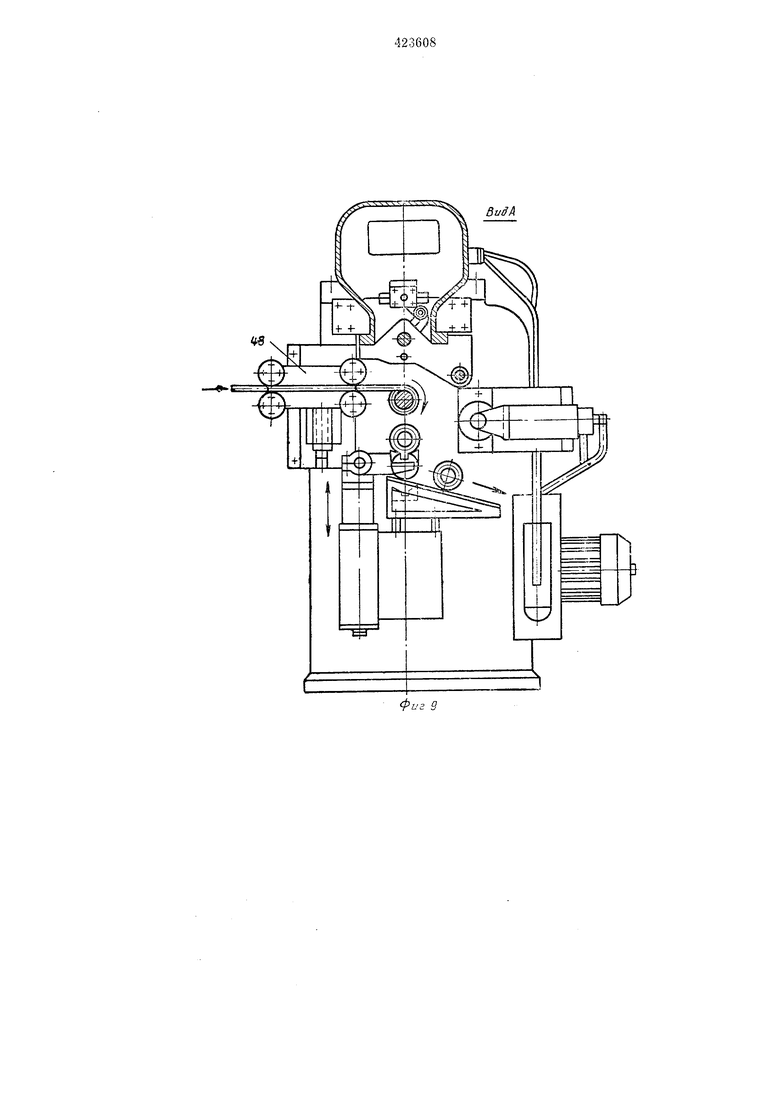
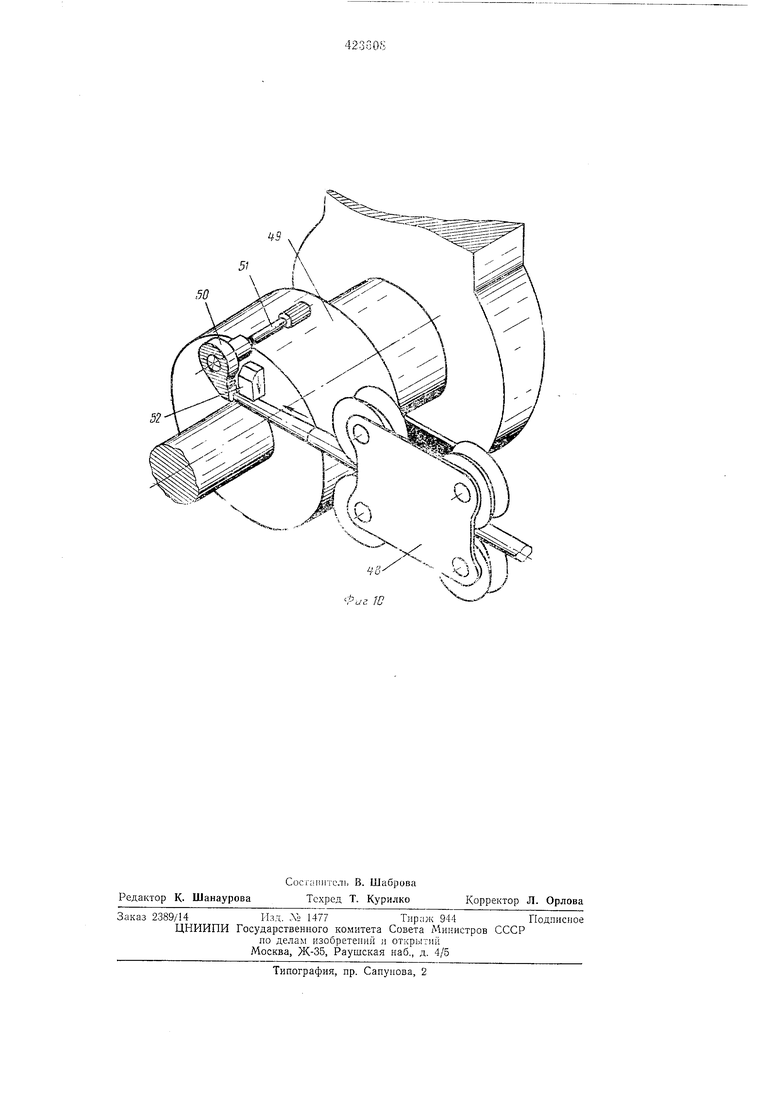
общий вид; на фиг. 5 - рабочие клети ковочных вальцов с управляющим устройством; на фиг. 6 - рабочие клети ковочных вальцов с отводным управляющим устройством; на фнг. 7 показано задающее устройство полуавтомата для горячей навивки цилиндрических нружин; на фиг. 8 дана кинематическая схема задающего устройства полуавтомата для горячей навивки цилиндрических пружин; на фиг. 9 - вид по стрелке А на фиг. 1; на фиг. Ш схематически изображен зажимной патрон полуавтомата для горячей навивки цилиндрических пружин.
в описываемую автоматическую линию горячей навивки цилиндрических пружин входят загрузочное устройство 1; индукционный нагреватель 2, двухъярусная нагревательная камера 3, двухклетьевые ковочные вальцы 4, снабженные управляющим устройством 5, двухклетьевые ковочные вальцы 6, снабженные отводным управляющим устройством 7, полуавтомат 8 для навивки цилиндрических пружин, задающее устройство 9 полуавтомата 8 и гидростанция 10.
Загрузочное устройство 1 снабжено отсекателсм-ворошителем 11. приводимым в действие шатунно-кривощипным механизмам 12, укалдчиком 13 прутков, приводным рольгангом 14 ц датчиком 15 работы камеры 3. Индукционный нагреватель 2 снабжен несколькими парами приводных роликов 16 и 1шжимных роликов 17, обеспечива10 т:;их равпомерпсе транспортироваине прутков через ипдукторы. Верхний ярус 18 камеры 3, расположелаы сооспо с рольгангом 14 загрузочного устройства 1 и осью роликовых нар ипдукгпюикло пагреватедя 2, представляет собой цилипдоическую камеру, образоваппую неподвижными теплоизолироваппыми секцинлти 19 и поворотными теидокзолирозанпыми сек1щями 20, закрепленными на валу 21, связанном посредством рычага с гидродилипдром 22. Нихснп ; ярус 23 камеры, состоящий также нз теп.юизолированных сехний, снабжен прнвод11ьп1 рольгангом 24. Осевая липпя, образованная рабочимн ручьями, валков горизонтальной клетп 25 н вертикальной клети 26 ковочных вальцов 4 (фиг. 5), совмегцена с oceBoii линией рольганга .24 камеры 3. На валу 27 унравляюш.его устройства 5 вальцов 4 закреплспы рычаг 28, контактирующий с прутком (заготовкой) посредством винтового упора 29, расположенного соосно с осевой линией клетей, рычаг 30, взаимодействующий с двухступенчатой упругой подупнкой 3, и якорь 32 бесконтактпо1о не)екл10 атсля 33. Усилие nepBoii ступени упругой подуолк;; несколько Meibme усилия, сообщаемого прутку рольгангом 24 камеры. Осевая линия, образованная рабочими ручьями валков горизонтальной клети 34 и вертикальной клетп 35 ковочных вальдов 6 (ф.иг. 6) таюке совмещена с осевой линией рольганга 24 камеры 3. , Отводное управляющее устройство 7 вальцов б отличается от управляю щего устройства БвалЬцов 4 тем, что его рычаг 36, контактирующий с прутком, соединен с валом 37 niapпирио. и может отводиться в плоскости, проходящей через ось вала 37 посредством, например, гидроцилипдра. Задающее устройство 9 полуавтомата 8 вкдЮЧает поджимпой ролик 38 (фиг. 7), на сей которого закреплен якорь 39 бесконтактного , переключателя, выполиеппый в виде «белнчьего. колеса, и приводиой ролнк 40, приводимый во вращеиие от электродвигателя 41 через клииоремеидую передачу 42, черв.ячпую riapy 43 (фиг. 8), фрикционную муф-ту 44- и муфту обгона 45. На корпусе 46 (фпг. 7) приводного ролика закреплепа сооеио с рольгангом камеры 3 проводка 47 для нанравлеиия .прутков в ролики 38 и 40 и в роликовую проводку 48 полуавтомата 8 для 1 авпвки пружин. С целью встраивапия полуавтомата 8 горячей павивки иружип в автоматическую линию он снабжен зажимным патроном 49, содержащим для остановки прутка упругий уцор 50, Соедииеипый с корпусол патрона посредством торсионного вала 51. Кроме того, в пневмо- или гидросистему зажима конца прутка введено реле давления. Г руткп-загэтовки нз нучка, уложенного на заг)узочном устройстве 1. разбираются поОРОДС1ВОМ отсе;ателя-во;;о1нителя 11 и укла; ;.1ваУ1тся в од1-:н ряд на наклонную полку, (;. iKMiiTV-iiio ()Г 1сдст1К). укладчика 13 в:)дя;отся на рольганг 14, который траненортн ;уе;- нх в индхн ннонный нагреватель 2. В н;:дукнионго 1 нагревателе пруток захватывается нриводнымн ролнхами 16 и нажимными роликами 17, трансиортируется через индукторы, где нагревается до необходимой гемператуты, lyanoiiMep 1200-1250°С, и нрогп/АКнвается в верхний ярус 18 камеры 3. Нри сходе конца нрут1;а с рольганга 14 укладчик 13 подает на него следующий ируток, который нследстзие больпьзн скорости иеремещепия Д01оняег предыдунхий нруток и движется с инл без разрыва (с постоянным контактом их торцов). При вхождении в верхний ярус 18 камеры на тюлную свою длину пруток посредством карательного дви}кения сезщий 20 от гидроцилиндра 22 не11ебрасывается в нижний ярус 23, откуда посредством реверсивного рольганга 24 пруток подается через раскрытые рабо - ие ручьп валко)5 горизонтальной клети 25 и ве)тнкальной клетн 26 ковочн ых вальцов 4 до улора управляющего устройства 5, при этом я хорь 32 (фиг. 5) вместе с рычагами 28 и 30 г);;орачивается и включает посредством бесуоптактного лерехлючателя 33 вальцы 4. Ciiaчала конец прутха обжимается залками вертнкальной клети 23, затем - валками горизонтам ьпой клетн 25. В копце рабочего хода вальцов 4 посредство л установленного на них бесконтактного переключателя рольганг 24 камеры реверсируется, и п1)уток подается через клети ковочных валыюв 6 до упора отводного управляющего ycTooiiCTBa 7. После оттяжкп второго конца :ллчаг 36 (фиг. 6) посредством установле:1нь;х iia ва, 6 бескон)актного переключателя и гпдродпл. отводится, и пруток с оттянутыми концами транспортируется через раскрытые рабочие вадки вальцов 6 к задаю щ:,;у устройству У нолуавто: ата 8 для наВПВКИ НруЖПН. ПрНВОДНОЙ ролик 40 и ПОДЖИМНО; ролик 38 захватывают ируток и через роликовую нровод1;у 48 полуавтомата 8 подаlOT под ку.лачок 52 зажимного патропа до упора 50, после чего якорь 39 бесконтактного пере:-:л;оч; те.ля останавливается, при этом фр1пиик;нная пробуксовывает. Прн остановке якоря включается зажим конна нрутка и при нолном поджатии кулачKOii 52 lajfjiia 1 рутка к онравке срабатывает |)сле давлгння и включает полуавтомат 8 для нгвнвхп, который навнвает пружину и автома;;-:есхи выдает ее на закалку.
Предмет и з о б р е т е к и я
Автоматическая линия производства пружин павизкой, содержащая устаиовлеиные по технологическому циклу и связаипые между собой средствами транспортировки загрузочное устройство, пару двухклетьевых .ковочных с расположеннылш перед каждым из них соответственио нагревателем и тер:,;оиз;;лпрующе11 камерой и иавивочмое устро1 :ство. отличающаяся тем, что, с целью сскргиденья тех.li
СйЬаГ;-r-j - --Х ji- . п м
нологнческого нлкла изготозлепня пружин и юнынсния нропзводнтельпоетн. KaAiepa. раег;оло ;-е::;1ая перед вторыми но ходу техполог:г- еС1 ого ннкла вальцалш, зынолнеиа двухъярусноп, верхний прус которой расположеи по оси рольганга загрузочного устройства, а нижний ярус снабжен рольгангом реверсивпого дейстзпя, взаимодействующим с траиспоргпымн средства),1и paз eщeннoгo перед павивочным уетройстзом и электрически связанного с иим задающего механизма.
70
...Х i
----Х 1.-г1ЬРЩ
х HcLMfrfr
п.1 1и /I к .Ъйз1Гir -11 tffc/ l± Л ;; .;iic|iD r 5djj
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления пружин горячей навивкой | 1977 |
|
SU745578A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ | 1971 |
|
SU316533A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН | 2007 |
|
RU2370549C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОКПРУЖИН | 1970 |
|
SU283973A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И ЛИНИЯ ДЛЯ ИХ ПРОИЗВОДСТВА | 2011 |
|
RU2478015C1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| Автоматизированная линия горячей штамповки | 1984 |
|
SU1253703A1 |
| Установка для электроконтактногоНАгРЕВА пРуТКОВ | 1979 |
|
SU846575A1 |
| Стеллаж для подачи пруткового материала в нагреватели | 1981 |
|
SU997923A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ С РЕЗКИМ ПЕРЕХОДОМ ПО ДИАМЕТРУ В ПОПЕРЕЧНОМ | 1973 |
|
SU405637A1 |
«Q ГУ
Ci
-В
BtidA
50
