(Л
с: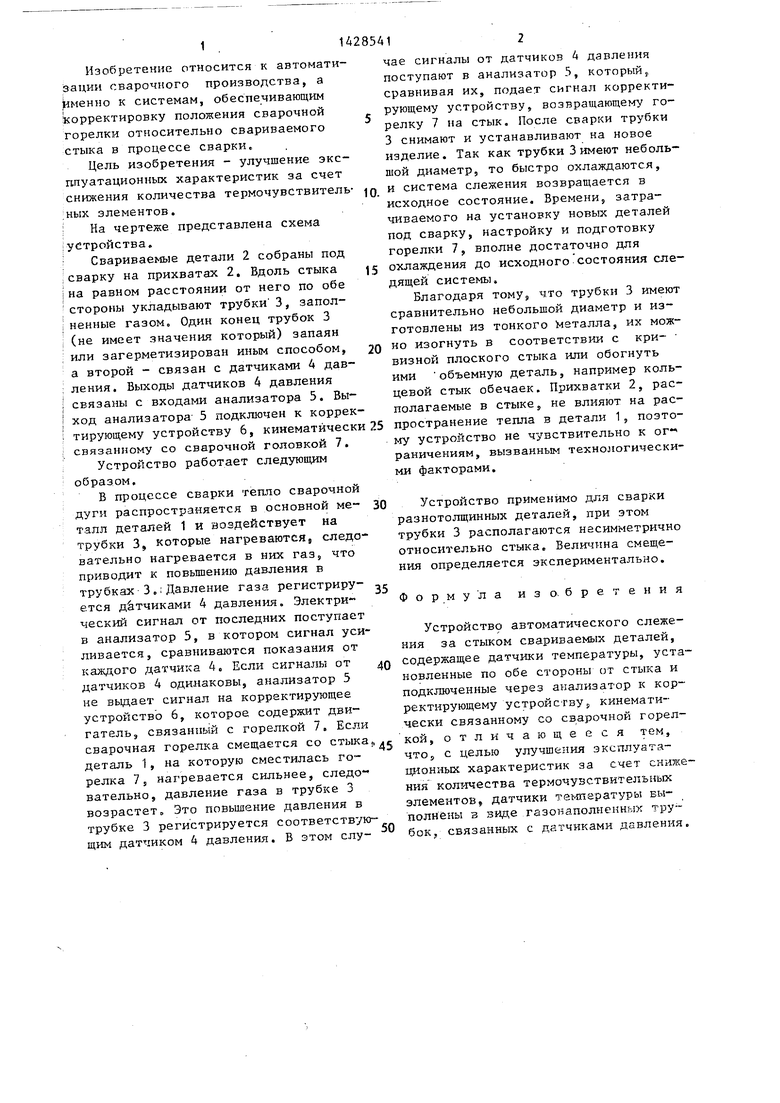
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| Устройство для слежения за стыком свариваемых деталей | 1978 |
|
SU867549A1 |
| Способ и устройство для гибридной лазерно-дуговой сварки таврового соединения | 2023 |
|
RU2827374C1 |
| Способ автоматического слежения за стыком | 1985 |
|
SU1230773A1 |
| Следящая система автоматического направления электрода по стыку свариваемых деталей | 1982 |
|
SU1002115A1 |
| Устройство для управления движением сварочного электрода вдоль стыка свариваемых деталей | 1981 |
|
SU979051A1 |
| Способ автоматического слежения за стыком | 1988 |
|
SU1606278A1 |
| Способ автоматического направления сварочной головки по стыку | 1976 |
|
SU668791A1 |
| Устройство для автоматического слежения за свариваемым стыком | 1988 |
|
SU1593864A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |
Изобретение относится к сварке, в частности к устройствам автоматического слежения за стыком свариваемых деталей. Цель изобретения - улучшение эксплуатационных характеристик за счет снижения количества термочувствительных элементов, располагаемых вдоль шва. Устройство работает на принципе контроля симметричности температурного поля, формируемого в свариваемых деталях теплом сварочной дуги, и включает датчики температуры, анализатор и корректирующее устройство. Датчики температуры выполнены в виде двух газонаполненных трубок, связанных с датчиками давления. 1 ил.
4 Ю
С
ел
4
Изобретение относится к автоматизации сварочного производства, а jiMeHHo к системам, обеспечивающим корректировку положения сварочной горелки относительно свариваемого стыка в процессе сварки.
Цель изобретения - улучшение экс- ппуатационных характеристик за счет снижения количества термочувствитель- :ных элементов.
; На чертеже представлена схема густройства,
Свариваемые детали 2 собраны под iсварку на прихватах 2, Вдоль стыка iна равном расстоянии от него по обе стороны укладывают трубки 3, запол- ненные газом. Один конец трубок 3 i (не имеет значения который) запаян : или загерметизирован иным способом,
а второй - связан с датчиками 4 дав- : ления. Выходы датчиков 4 давления i связаны с входами анализатора 5. Вы- 1 ход анализатора 5 подключен к коррекчае сигналы от датчиков 4 давления поступают в анализатор 5, который у сравнивая их, подает сигнал корректирующему устройству, возвращающему горелку 7 на стык. После сварки трубки 3 снимают и устанавливают на новое изделие. Так как трубки 3 имеют небольшой диаметр, то быстро охлаждаются,
Q и система слежения возвращается в исходное состояние. Бремени, затрачиваемого на установку новых деталей под сварку, настройку и подготовку горелки 7, вполне достаточно для
5 охлаждения до исходного состояния следящей системы.
Благодаря тому, что трубки 3 имеют сравнительно небольшой диаметр и изготовлены из тонкого Металла, их мож20 но изогнуть в соответствии с кри- визной плоского стыка или обогнуть ими объемную деталь, например кольцевой стык обечаек. Прихватки 2, располагаемые в стыке 5 не влияют на растирующему устройству 6, кинематически 25 пространение тепла в детали 1, поэтосвязанному со сварочной головкой 7.
Устройство работает следующим образом.
В процессе сварки тепло сварочной дуги распространяется в основной металл деталей 1 и воздействует на трубки 3, которые нагреваютсяs следовательно нагревается в них газ, что приводит к повьшению давления в трубках 3.iДавление газа регистрируется д&тчиками 4 давления. Электри ческий сигнал от последних поступает в анализатор 5, в котором сигнал усиливается, сравниваются показания от каждого датчика 4. Если сигналы от датчиков 4 одинаковы, анализатор 5 не выдает сигнал на корректирующее устройство 6, которое содержит двигатель, связанный с горелкой 7, Если сварочная горелка смещается со стыка деталь 1, на которую сместилась горелка 7s нагревается сильнее, следо вательно, давление газа в трубке 3 возрастет о Это повышение давления в трубке 3 регистрируется соответствующим датчиком 4 давления. Б этом случае сигналы от датчиков 4 давления поступают в анализатор 5, который у сравнивая их, подает сигнал корректирующему устройству, возвращающему горелку 7 на стык. После сварки трубки 3 снимают и устанавливают на новое изделие. Так как трубки 3 имеют небольшой диаметр, то быстро охлаждаются,
Q и система слежения возвращается в исходное состояние. Бремени, затрачиваемого на установку новых деталей под сварку, настройку и подготовку горелки 7, вполне достаточно для
5 охлаждения до исходного состояния следящей системы.
Благодаря тому, что трубки 3 имеют сравнительно небольшой диаметр и изготовлены из тонкого Металла, их мож0 но изогнуть в соответствии с кри- визной плоского стыка или обогнуть ими объемную деталь, например кольцевой стык обечаек. Прихватки 2, располагаемые в стыке 5 не влияют на рас
му устройство не чувствительно к ог раничениям, вызванным технологическими факторами.
Устройство применимо для сварки разнотолщинных деталей, при этом трубки 3 располагаются несимметрично относительно стыка. Величина смещения определяется экспериментально.
Ф о р м у л а и 3 о. б р е т е н и я
Устройство автоматического слежения за стыком свариваемых деталей, содержащее датчики температуры, установленные по обе стороны от стыка и подключенные через анализатор к корректирующему устройству5 кинематически связанному со сварочной горелкой, отличающееся тем, чтор с целью улучшения эксплуатационных характеристик за счет снижения количества термочувствительных элементов, датчики тег«78ратуры выполнены 3 зиде газонаполненных трубок, связанных с датчиками давления.
LZIM--LJ
| УСТРОЙСТВО ДЛЯ ИЗБИРАТЕЛЬНОГО ВЫЗОВА ТЕЛЕФОННЫХ АППАРАТОВ | 1923 |
|
SU1006A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
