Изобретение относится к обработке металлов методами пластической деформации и сборке изделий.
Целью изобретения является упрощение и повышение надежности конструкции.
На фиг.1 изображена кинематическая схема устройства, на фиг.2 - первоначальное положение механизма перемещения изделий и толкателя пакета изделий; на фиг.З - переднее положение механизма пе- ремещения изделий и первоначальное положение толкателя пакета изделий; на фиг.4 - вид. А на фиг.З; на фиг.5 - рабочее положение толкателя пакета изделий (начало действия рычага на изделие); на фиг.6 - рабочее положение толкателя пакета изделий (окончание действия рычага на изделие); на фиг.7 - вид D плане механизма перемещения изолятора на шаг; на фиг.8 - разрез В-В фиг.7.
Устройство (фиг. 1) содержит размещен- ные на станине 1 барабан 2 с проволокой 3, рихтовочный механизм 4, механизм подачи 5 проволоки, зажима 6, отрезки с одновременной формовкой конуса заходной части штыря и высадки выступов проволоки 7, сея- занные направляющим пазом 8, механизм подачи 9 изоляторов 10, загрузочное устройство 11 для пакета изделий, толкатель 12 пакета изделий для исключения разрыва между пакетом и рабочим изолятором, ме- ханизм перемещения изолятора на шаг 14, привод 15 для передачи вращения кулачковому валу с кулачками 16-22,
Механизм подачи 5 проволоки (фиг.1) выполнен в виде:
- каретки 23 с направляющим пазом 8 для проволоки, установленной в направляющих 24 станины 1 с возможностью возвратно-поступательного перемещения по оси паза до упора 25;
- прижима 26, установленного в пазу плунжера 27 на оси 28, плунжер подпружинен пружиной 29, усилие которой регулируется с помощью гайки 30;
- приводов перемещения каретки и плунжера с прижимом.
Привод перемещения плунжера состоит из ползуна 31, ролика 32, который взаимодействует с кулачком 17 кулачкового вала. Привод перемещения каретки 23 состоит из пальца 33 с роликом 34, который контактирует с кулачком 16 кулачкового вала. Упором 25 регулируют шаг подачи проволоки, а соответственно, и длину штыря, Длл возврата каретки в исходное положение служит пружина 35.
Механизм зажима б проволоки (фиг,1) состоит из:
- корпуса 36,
- прижима 37, установленного в корпусе 36 с возможностью вертикального перемещения,
- привода прижима 37, включающего ползун 38 с роликом 39, связанного с кулачком 18 кулачкового вала, пяты 40, установленной в полости прижима 37 и связанной пружиной 41 с прижимом 37.
Механизм отрезки и высадки 7 проволоки (фиг.1) состоит из:
- двух направляющих колонок 42,43,
- корпусов 44, 45 с ножами 46, 47,
- стойки 48 с направляющим пазом 8,
- плавающего пуансона 49,
- привода механизма отрезки и пуансона, включающего кулачок 19 привода, связанного через ролик 50 с корпусом 45, пружину 51, закрепленную одним концом к корпусу 45, а другим - к корпусу 44.
Направляющие колонки 42, 43 установлены на станине, а за ними следует стойка 48 с направляющим пазом 8.
Корпуса 44, 45 с ножами 46, 47 установлены на колонках друг против друга, причем, корпус 44 - неподвижно, а корпус 45 связан через ролик 50 с кулачком 19 кулачкового вала для вертикального перемещения.
Нож 46 закреплен на оси 53 корпуса 44, нож 47 закреплен на корпусе 45 жестко. Сторона корпуса 45, расположенная против ножа, выполнена с уступом, внутри которого проходит направляющий паз 8, и служит для поворота ножа 46 вокруг оси 53.
Пуансон 49 установлен в пазу 54 корпуса 45 и контактирует с подпружиненным упором 56, установленным в теле прижима 37 механизма зажима 6 проволоки.
Механизм подачи 9 изоляторов 10 (фиг.1) состоит из каретки 57 с направляющей 13 для изоляторов, установленной в направляющих станины 1 с возможностью возвратно-поступательного перемещения по оси проволоки. Привод перемещения каретки 57 состоит из пальца 58 с роликом 59,. который контактирует с кулачком 20. Винтом 60 регулируется положение каретки 57.
Загрузочное устройство 11 (фиг.выполнено в виде корпуса 61, в который устанавливается кассета 62 с пакетом изоляторов.
Пневмоцилиндр 63 крепится к корпусу 61 и служит для подачи пакета изоляторов в направляющую 13.
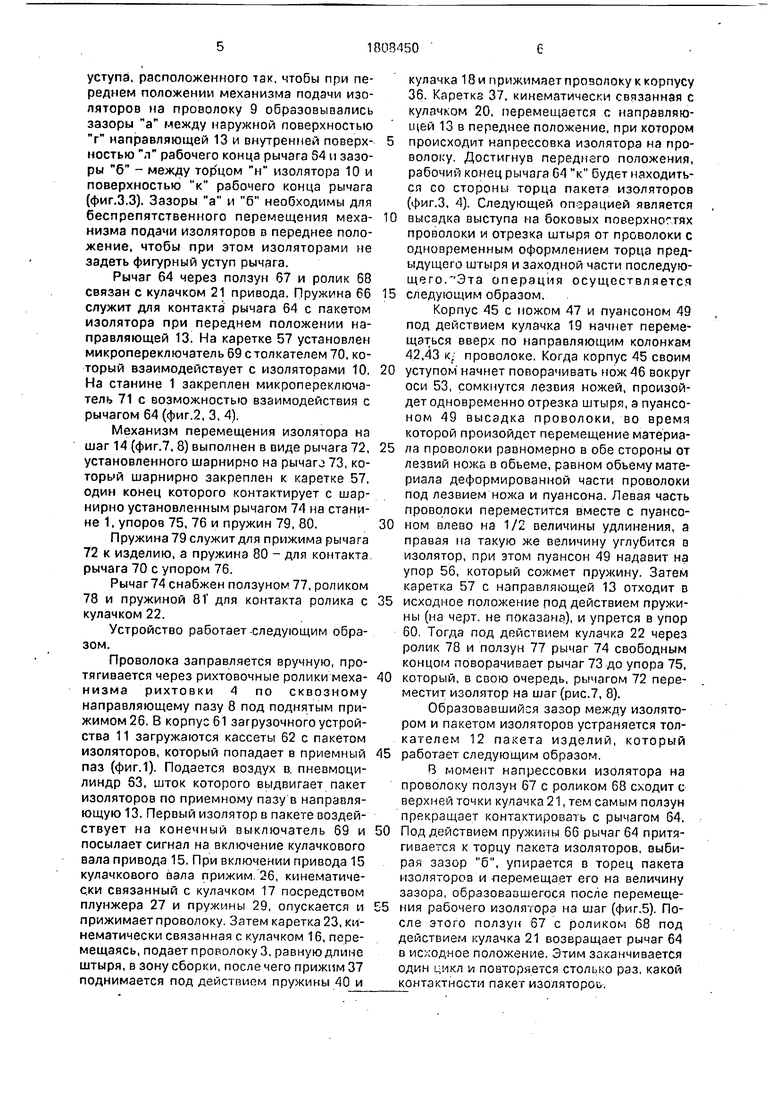
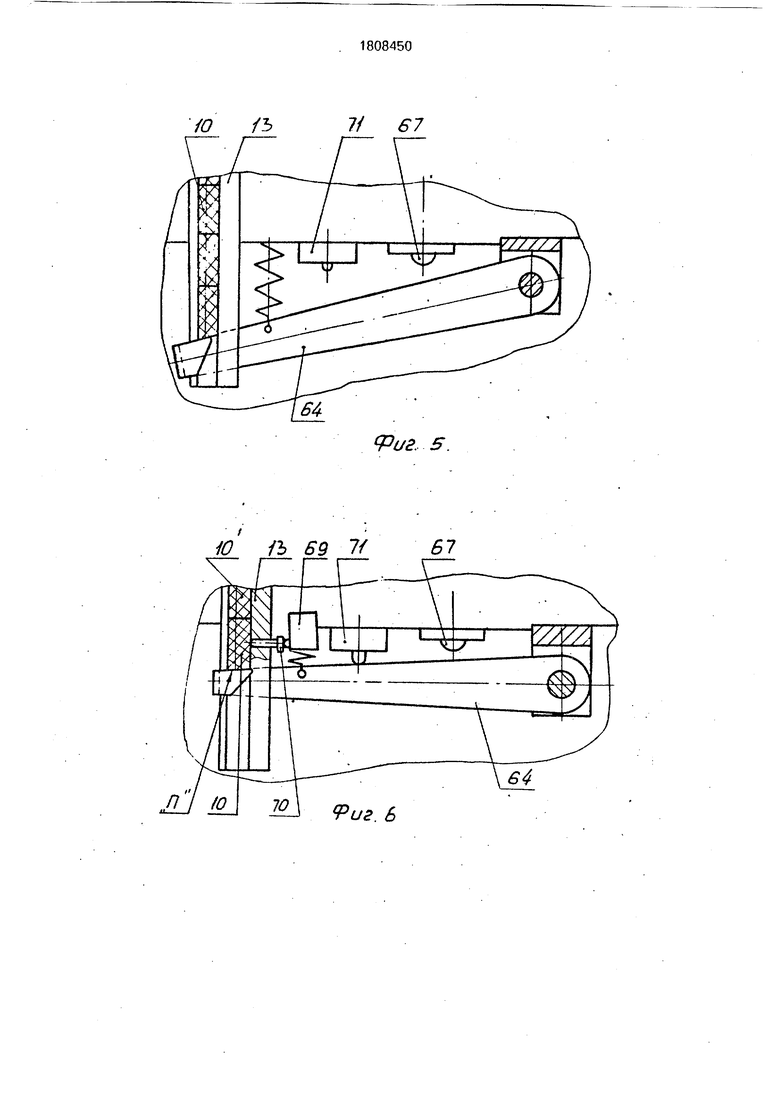
Толкатель 12 пакета изделий выполнен в виде рычага 64, установленного шарнирно на оси 65 станины 1 и подпружиненного пружиной 66, один конец которой закреплен к рычагу, а другой - к станине. Рабочий конец рычага 64 выполнен в виде фигурного
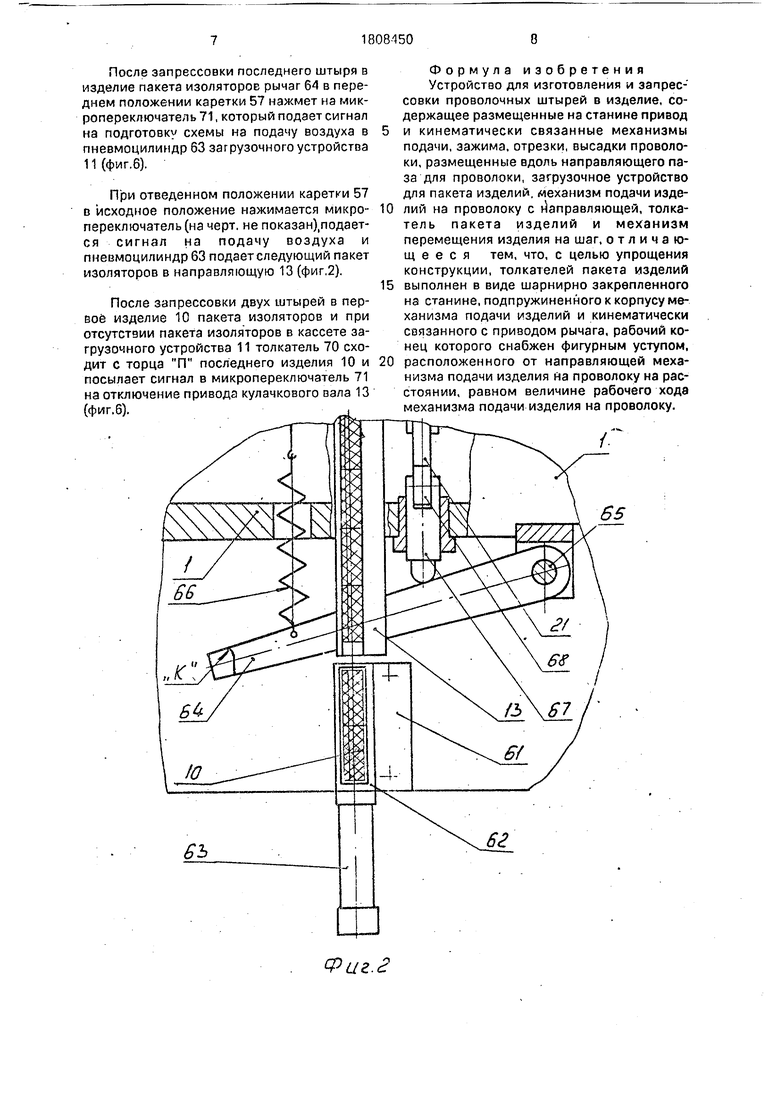
уступа, расположенного так, чтобы при переднем положении механизма подачи изоляторов на проволоку 9 образовывались зазоры а между наружной поверхностью г направляющей 13 и внутренней поверхностью л рабочего конца рычага 64 и зазоры б - между тор цом ни изолятора 10 и поверхностью к рабочего конца рычага (фиг.3.3). Зазоры а и б необходимы для беспрепятственного перемещения механизма подачи изоляторов в переднее положение, чтобы при этом изоляторами не задеть фигурный уступ рычага.
Рычаг 64 через ползун 67 и ролик 68 связан с кулачком 21 привода. Пружина 66 служит для контакта рычага 64 с пакетом изолятора при переднем положении направляющей 13. На каретке 57 установлен микропереключатель 69 столкателем 70, который взаимодействует с изоляторами 10, На станине 1 закреплен микропереключатель 71 с возможностью взаимодействия с рычагом 64 (фиг.2, 3, 4).
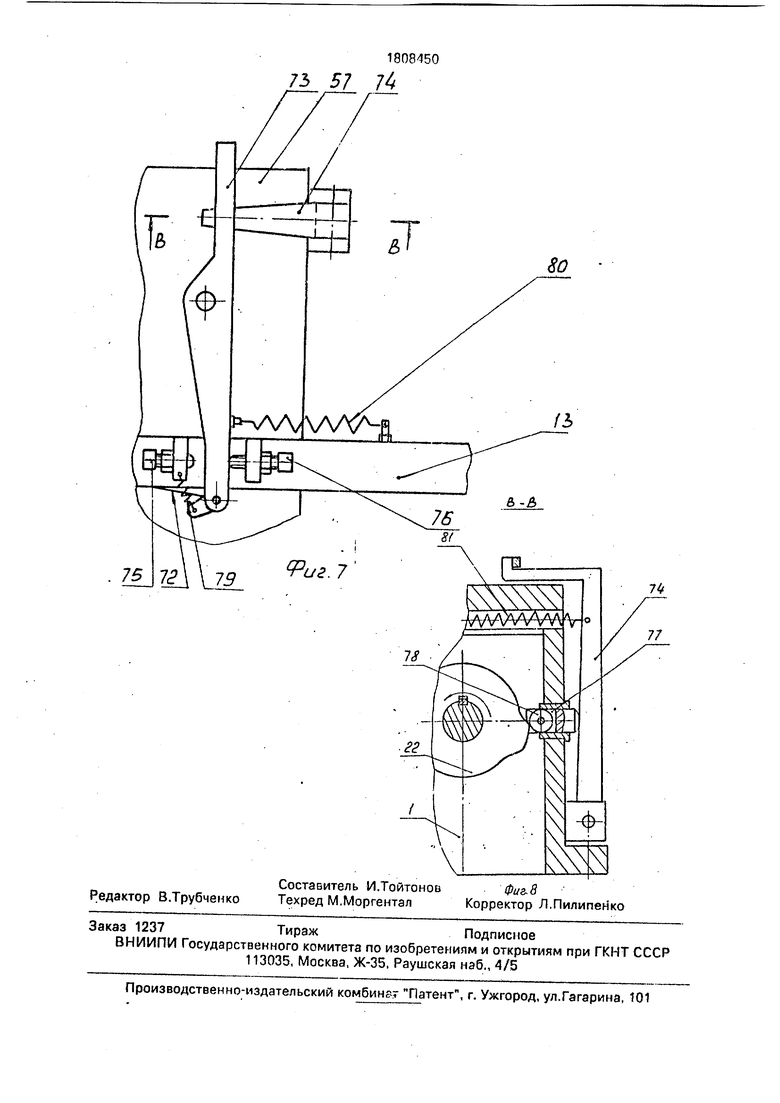
Механизм перемещения изолятора на шаг 14 (фиг.7, 8) выполнен в виде рычага 72, установленного шарнирно на рычаго 73, который шарнирно закреплен к каретке 57, один конец которого контактирует с шарнирно установленным рычагом 74 на станине 1, упоров 75, 76 и пружин 79, 80.
Пружина 79 служит для прижима рычага 72 к изделию, а пружина 80 - для контакта. рычага 70 с упором 76.
Рычаг74 снабжен ползуном 77, роликом 78 и пружиной 8Т для контакта ролика с кулачком 22.
Устройство работает-следующим образом.
Проволока заправляется вручную, протягивается через рихтовочные ролики механизма рихтовки 4 по сквозному направляющему пазу 8 под поднятым прижимом 26. В корпус 61 загрузочного устройства 11 загружаются кассеты 62 с пакетом изоляторов, который попадает в приемный паз (фиг,1). Подается воздух в. пневмоци- линдр 53, шток которого выдвигает пакет изоляторов по приемному пазу в направляющую 13. Первый изолятор в пакете воздействует на конечный выключатель 69 и посылает сигнал на включение кулачкового вала привода 15. При включении привода 15 кулачкового вала прижим. 26, кинематически связанный с кулачком 17 посредством плунжера 27 и пружины 29, опускается и прижимает проволоку. Затем каретка 23, кинематически связанная с кулачком 16, перемещаясь, подает проволоку 3. равную длине штыря, в зону сборки, после чего прижим 37 поднимается под действием пружины 40 и
кулачка 18 и прижимает проволоку к корпусу 36. Кареткз 37, кинематически связанная с кулачком 20, перемещается с направляющей 13 в переднее положение, при котором 5 происходит напрессовка изолятора на проволоку. Достигнув переднего положения, рабочий конец рычага 64 к будет находиться со стороны торца пакета изоляторов (фиг.З, 4). Следующей операцией является
0 высадка выступа на боковых поверхностях проволоки и отрезка штыря от проволоки с одновременным оформлением торца предыдущего штыря и заходной части последую- щего.Эта операция осуществляется
5 следующим образом.
Корпус 45 с ножом 47 и пуансоном 49 под действием кулачка 19 начнет перемещаться вверх по направляющим колонкам 4.2.43 к; проволоке. Когда корпус 45 своим
0 уступом начнет поворачивать нож 46 вокруг оси 53, сомкнутся лезвия ножей, произойдет одновременно отрезка штыря, а пуансоном 49 высадка проволоки, во время которой произойдет перемещение материа5 ла проволоки равномерно в обе стороны от лезвий ножа в объеме, равном объему материала деформированной части проволоки под лезвием ножа и пуансона. Левая часть проволоки переместится вместе с пуансо0 ном влево на 1/2 величины удлинения, а правая на такую же величину углубится в изолятор, при этом пуансон 49 надавит на упор 56, который сожмет пружину. Затем каретка 57 с направляющей 13 отходит в
5 исходное положение под действием пружины (на черт, не показана), и упрется в упор 60. Тогда под действием кулачка 22 через ролик 78 и ползун 77 рычаг 74 свободным концом поворачивает рычаг 73 до упора 75,
0 который, в свою очередь, рычагом 72 переместит изолятор на шаг (рис.7, 8).
Образовавшийся зазор между изолятором и пакетом изоляторов устраняется толкателем 12 пакета изделий, который
5 работает следующим образом.
В момент напрессовки изолятора на проволоку ползун 67 с роликом 68 сходит с верхней точки кулачка 21, тем самым ползун прекращает контактировать с рычагом 64.
0 Под действием пружины 66 рычаг 64 притягивается к торцу пакета изоляторов, выбирая зазор 6, упирается в торец пакета изоляторов и леремещает его на величину зазора, образовавшегося после перемеще5 ния рабочего изолятора на шаг (фиг.5). После этого ползун 67 с роликом 68 под действием кулачка 21 возвращает рычаг 64 в исходное положение. Этим заканчивается один цикл и повторяется столько раз, какой контактности пакет изоляторов.
После запрессовки последнего штыря в изделие пакета изоляторов рычаг 64 в переднем положении каретки 57 нажмет на микропереключатель 71, который подает сигнал на подготовку схемы на подачу воздуха в пневмоцилиндр 63 загрузочного устройства 11 (фиг.6).
При отведенном положении каретки 57 в исходное положение нажимается микропереключатель (на черт, не показан),подает- ся сигнал на подачу воздуха и пневмоцилиндр 63 подает следующий пакет изоляторов в направляющую 13 (фиг,2).
После запрессовки двух штырей в первое изделие 10 пакета изоляторов и при отсутствии пакета изоляторов в кассете загрузочного устройства 11 толкатель 70 сходит с торца П последнего изделия 10 и посылает сигнал в микропереключатель 71 на отключение привода кулачкового вала 13 (фиг.6).
Формула изобретения Устройство для изготовления и запрессовки проволочных штырей в изделие, содержащее размещенные на станине привод
и кинематически связанные механизмы подачи, зажима, отрезки, высадки проволоки, размещенные вдоль направляющего паза для проволоки, загрузочное устройство для пакета изделий, механизм подачи изделий на проволоку с Направляющей, толкатель пакета изделий и механизм перемещения изделия на шаг, отличающееся тем, что, с целью упрощения конструкции, толкателей пакета изделий
выполнен в виде шарнирно закрепленного на станине, подпружиненного к корпусу механизма подачи изделий и кинематически связанного с приводом рычага, рабочий конец которого снабжен фигурным уступом,
расположенного от направляющей механизма подачи изделия на проволоку на расстоянии, равном величине рабочего хода механизма подачи изделия на проволоку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1989 |
|
SU1667996A2 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1990 |
|
SU1727948A1 |
| Устройство для изготовления и запрессовки проволочных штырей в изделие | 1985 |
|
SU1240493A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИН с ДВУМЯ ВЕТВЯМИ ПРОТИВОПОЛОЖНОГО НАПРАВЛЕНИЯ | 1971 |
|
SU424644A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПРОВОЛОКИ ДЕТАЛЕЙ ТИПА ШТЫРЕЙ | 1971 |
|
SU414034A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство для автоматической сборки узла,состоящего из двух деталей | 1987 |
|
SU1412931A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
Изобретение относится к обработке металлов методами пластической деформации и сборке изделий, может быть использовано для изготовления проволочных штырей и запрессовки их в изделие, например, электрический соединитель и позволяет упростить конструкцию и повысить надежность. В устройстве, содержащем размещенные на станине 1 барабан 2 с проволокой 3, рихто5 в 26 8 24 2930 3S27М 5542 5344 46 47Я 4 J вочный мех волоки, заж формовкой высадки в направляю изоляторо для пакета делий, тол низм пере привод 15 вому валу пакета изд закреплен механизма ски связан чий конец фигурного правляюще на проволо чине рабоч лия на про 44 46 47Я /// вочный механизм 4, механизмы подачи 5 проволоки, зажима 6, отрезки с одновременной формовкой конца заходной части штыря и высадки выступов 7 проволоки, связанные направляющим пазом 8, механизм подачи 9 изоляторов 10, загрузочное устройство 11 для пакета изделий, толкатель 12 пакета изделий, толкатель 12 пакета изделий, механизм перемещения изолятора на шаг 14, привод 15 для передачи вращения кулачковому валу с кулачками 16-22. Толкатель 12 пакета изделий выполнен в виде шарнирно закрепленного, подпружиненного к корпусу механизма подачи 9 изделий и кинематически связанного с приводом 15 рычага, рабочий конец которого выполнен в виде фигурного уступа, расположенного от направляющей 13 механизма подачи изделия на проволоку на расстоянии, равном величине рабочего хода механизма подачи изделия на проволоку. 8 ил. 7i f3 73 74 u ел С
Фиг.2
69 66 7/ 67
Фиг. 3.
Ю /3
7/ 67
Ю /Ь 69 7S
Фиг, 5.
67
| Устройство для изготовления проволочных штырей и запрессовки их в изделие | 1988 |
|
SU1593879A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
