Изобретение относится к устройствам для упаковывания штучных предметов и может быть использовано в электротехнической, пищевой, химической промышленности.
Целью изобретения является повышение производительности устройства.
На фиг. 1 представлено устройство, общий вид; разрез вдоль корпуса с подвижной колодкой; на фиг. 2 - сомкнутый захват, поперечный разрез.
Устройство содержит механизм 1 подачи рукава , рукавообразователь 2, сварочное приспособление 3 для образования продольного шва, лентопротяжный механизм, включающий консольные клещевые захваты 4 и 5 с корпусами 6 и 7 и подвижной и неподвижной колодками 8 и 9, в которых выполнены продольные пазы 10 и 11. В подвижной колодке 8 выполнены фигурный паз 10 с цилиндрической поверхностью в основании и каналы 12 воздушного охлаждения, расположенные по обе стороны от оси паза 10 и смещенные к периферии цилиндрической поверхности со сдвигом на половину ща- га - один ряд каналов относительно другого при этом на боковых поверхностях подвижной колодки 8 между каналами 12 воздущ- ного охлаждения выполнены поперечные глухие пазы 13 для охлаждения, перекрывающиеся при утапливании внутренними стенками корпуса 6. В выдвинутом положении колодка упирается в Г-образные высту- пы 14 накладной пластины 15, которая перекрывает продольный паз 10 колодки 8 по его концам. В Г-образных выступах 14 выполнены два отверстия 16 и 17 для закрепления электроподогреваемой проволоки 18, при этом одно отверстие 16 используется для изолирующей опоры, а второе 17 - для токосъема проволоки 18, проходящей вдоль оси цилиндрической поверхности паза 10. Кроме того, в неподвижной колодке 9 выполнены два канала 19 воздущного охлаж- дения, причем каналы 19 расположены соответственно в плоскости первого и второго рядов каналов 12 воздушного охлаждения подвижной колодки 8 и симметрично по отно- щению к каналам каждого ряда.
Устройство работает следующим обра- зом.
Лентопротяжный механизм парой своих клещевых захватов 4 и 5 соверщает возвратно-поступательные движения сверху вниз и при смыкании вверху захватывает рукав тер- мосваривающегося материала и движется вниз, осуществляя протяжку рукава размоткой с его механизма 1 подачи и одновременным свертыванием пленки в рукав на рука- вообразователе 2. Сварка продольного шва свернутого рукава осуществляется свароч- ным приспособлением 3, а в тот момент, когда сомкнутый клещевой захват 4 осуществляет протяжку рукава вниз, в пакет заталки
5
5
0
вается упаковываемое изделие - гальваническая батарея «Рубин-1, а второй клещевой захват 5 разомкнут и движется вверх (для очередного захвата рукава) с внещних сторон предыдущего захвата.
При смыкании клещевых захватов рукаЕ захватывается протяжными пластинами 20, установленными на верхней плоскости корпусов 6 и 7. При дальнейщем сжатии захвата колодки 8 и 9 соприкасаются и под воздействием неподвижной колодки 9 подпружиненная подвижная колодка 8 утапливается в пазу корпуса 6, перемещаясь относительно сварочной проволоки 18. При соприкосновении проволоки 18 с пленкой происходят перерезание и сварка кромок формируемых пакетов. Это происходит при неболь- щом перебеге 0,5 мм проволоки 18 за плоскость пленки или точном положении сварочной проволоки в указанной плоскости, что соответствует максимальному утапливанию прижимной колодки 8. После окончания перерезания и сварки, при размыкании захвата проволока отходит обратно в цилиндрическую часть паза 10 и начинается продувка сваренных кромок пакетов охлаждающим воздухом, который поступает через каналы 12 и пару каналов 19 неподвижной прижимной колодки 9. Благодаря смещенному расположению каналов охлаждения 12 от оси паза к периферии цилиндра, обдувка происходит в обход сварочной проволоки 18, что позволяет ускорить затвердевание жидкой фазы расплава полиэтилена. Пара каналов 19 воздущного охлаждения также создает поток от середины к концам сомкнутых пазов колодок 8 и 9, охлаждая сварочный щов по всей длине. Это происходит потому, что поступающий от одного источника сжатый воздух в подводящие каналы в полости под прижимные колодки 8 и 9 корпусов клещевых захватов в колодке 8 расходуется сразу по двум рядам охлаждающих каналов 12, создавая резкое разряжение, а расход лищь через два охлаждающих канала 19 колодки 9 сохраняет избыток давления, что и способствует истечению от середины к краям сомкнутых пазов 10 и 11.
Глухие пазы 13 на боковых поверхностях прижимной колодки 8 способствуют ее охлаждению при холостых ходах и позволяют наиболее интенсивно использовать охлаждающую струю при сжатых захватах, когда глухие пазы 13 утапливаются в пазу корпуса 6 и потому перекрываются его боковыми стенками.
Использование предлагаемого устройства для сварки-резки пакетов из термосвариваю- щегося материала позволяет гговысить npw- изводительность за счет того, что охлаждак - щий воздух из двойного ряда каналов подается в обход проволоки благодаря смещению каналов, глухие пазы способствуют охлаждению колодки при холостых ходах и интенсификации охлаждения при сомкнутых захва тах, когда глухие пазы утоплены в пазу корпуса подвижной колодки, а два канала охлаждения в неподвижной колодке создают направленные токи воздуха от центра к краям пазов колодок при сомкнутом положении последних.
Формула изобретения
. Устройство сварки-резки пакетов из термосваривающегося материала, содержащее механизм подачи материала, рукавооб- разователь, сварочное приспособление для образования продольного шва,лентопротяжный механизм, включающий консольные клещевые захваты с подвижной и неподвижной колодками, в которых выполнены продольные пазы, причем в подвижной колодке выполнены каналы воздушного охлаждения, отличающееся тем, что, с целью повь;а1ения производительности устройства, паз подвижной колодки выполнен фигурным с цилиндрической поверхностью в основании, а каналы воздушного охлаждения расположены в
два ряда по обе стороны от оси и смещены к периферии цилиндрической поверхности основания паза со сдвигом на половину шага один ряд каналов относительно другого, при этом на боковых поверхностях подвижной колодки между каналами воздушного охлаждения выполнены поперечные глухие пазы. 2. Устройство пи п. 1, отличающееся те, что в неподвижной колодке выполнены два канала воздушного охлаждения, причем каналы расположены соответственно в плоскости первого и второго рядов каналов воздушного охлаждения подвижной колодки и симметрично по отношению к каналам каждого ряда.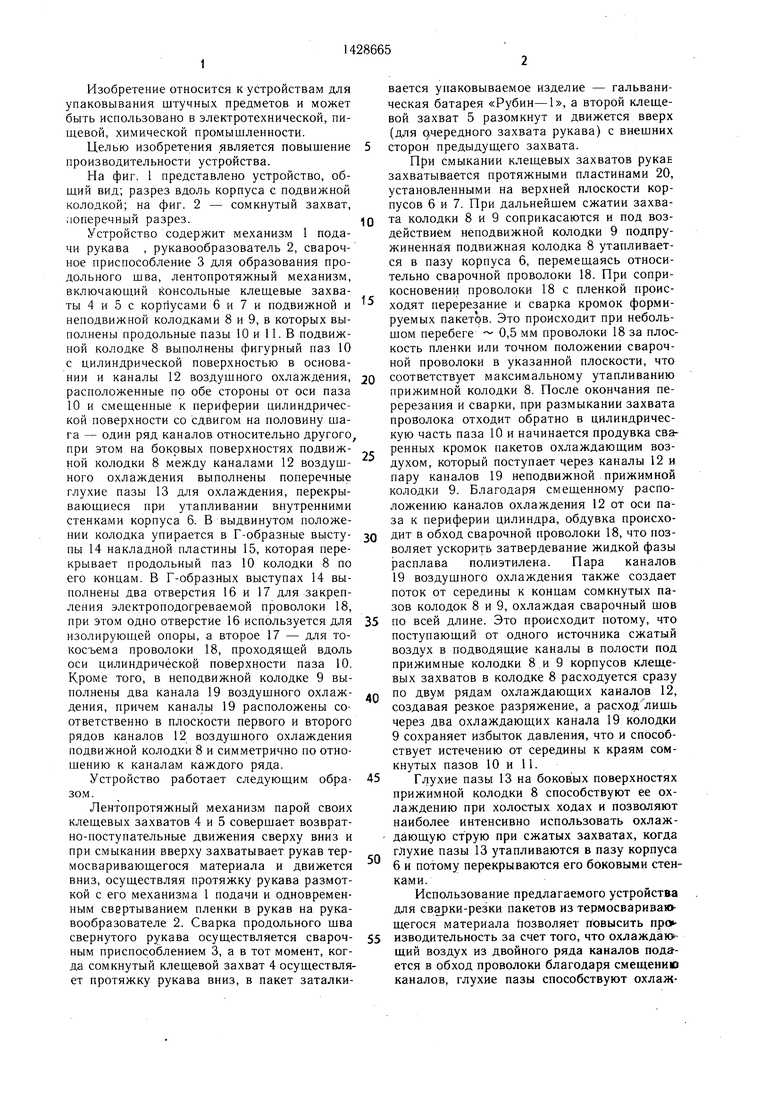
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки изделий в термопластичную пленку | 1982 |
|
SU1065301A1 |
| МАШИНА ДЛЯ УПАКОВЫВАНИЯ ИЗДЕЛИЙ В ПОЛИМЕРНУЮ ПЛЕНКУ | 1992 |
|
RU2015943C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Устройство для сварки пакетов из термопластичной пленки | 1980 |
|
SU935305A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ПОПЕРЕЧНЫХ ШВОВ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОЙ ПЛЕНКИ | 1995 |
|
RU2088502C1 |
| Устройство для изготовления наполнения и запечатывания пакетов из ленточного термопластичного материала | 1982 |
|
SU1041423A1 |
| Пистолет для приварки шпилек | 1977 |
|
SU733908A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Устройство для привода нагревательных прижимов к машинам для упаковки в пленку | 1977 |
|
SU707852A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВЫВАНИЯ В ВАКУУМЕ ИЗДЕЛИЙ В ПЛАСТИКОВЫЕ ПАКЕТЫ | 2007 |
|
RU2347729C2 |
Изобретение относится к устройствам для упаковки штучных предметов и может быть использовано например в электротехнической, пищевой, хи.мической промышленности. Целью изобретения является повышение производительности устройства. Устройство содержит механизм подачи пленки, рукавообразователь, сварочное приспособление для образования продольного шва и лентопротяжный механизм, включающий консольные клешевые захваты с корпусами 6 и 7 и подвижной 8 и неподвижной 9 колодками. Колодки 8 и 9 имеют продольные пазы 10 и 11. Паз 10 выполнен фигурным с цилиндрической поверхностью в основании, внутри которого проходит прово20 18 9 19 7 лока 18. В подвижной колодке 8 выпо-чнем двойной ряд каналов 12. На боковых поверхностях колодки 8 выполнены поперечные глухие пазы 13 для охлпждеппя. R неподвижной колодке 9 в срсдпом ос части также выполнены два капала 19 для охлаждения. При сжатии захвата и перемещении последнего осч щс- ствляется протяжка рукава подпружиненными накладными пластинами 20. а при окончательном сжатии захвата подвижная ко.юл- ка 8 под действием колодки 9 утапливается в корпусе 6, а проволока 18, проходя сквозь паз 10, производит сварку и отрезку рукава. Производительность устройства повып ает- ся за счет того, что о.хлаждающий воздух из двойного ряда каналов подается в обход проволоки благодаря смещению кана. юв, глухие пазы способствуют охлаждению колодки при холостых ходах и интенсификации охлаждения при сомкнутых захватах, когда глухие пазы утоплены в пазу корпуса подвижной колодки, а два канала охлаждения в неподвижной колодке создают направ- леннь1е токи воздуха от центра к краям пазов колодок при сомкнутом положении последних. 1 з.п. ф-лы, 2 ил. со сл 4 to 00 05 О5 ел .г
| Устройство для упаковки изделий в термопластичную пленку | 1982 |
|
SU1065301A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
