(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОНТАКТОВ РЕЛЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления контактов реле и устройство для его осуществления | 1976 |
|
SU612298A1 |
| Устройство для изготовления контактов герметичного реле | 1987 |
|
SU1429196A1 |
| Устройство для изготовления контактов герметичного реле | 1988 |
|
SU1543470A1 |
| Автомат для штамповки контактов | 1986 |
|
SU1430145A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Автомат для мерной резки эластичных неметаллических профильных материалов | 1987 |
|
SU1516203A1 |
| Автомат для навивки магнитопроводов | 1983 |
|
SU1191958A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Способ изготовления электрического соединителя и устройство для его осуществления | 1987 |
|
SU1555751A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СБОРКИ УШКА НАРУЧНЫХ ЧАСОВ | 1971 |
|
SU305451A1 |
1
Изобретение относится к устройствам, предназначенным для изготовления плоских контактов герметичных реле, и может быть использовано на предприятиях, изготавливающих детали типа шарнирных петель.
По основному авт. св. № 612298 известно устройство для изготовления контактов реле, содержащее прижим и подвижную каретку с матрицей. Между прижимом и матрицей под углом к направлению ее движения установлен ползун, & верхней части которого выполнен паз, имеющий ширину большую, чем толщина ленты, из которой изготавливают контакты 1.
В известном устройстве после отрезки готового контакта и опускания колодки с ножами в исходное положение остается незащищенным от боковых смещений участок ленты, равный щирине подвижного ножа, что приводит к изгибу следующего контакта при его формировании.
Цель изобретения - повышение качества изготовления контактов за счет устранения изгиба ленты.
Поставленная цель достигается тем, что в устройстве для изготовления контактов
реле на верхнем конце ползуна выполнена режущая кромка.
Кроме того, с целью обеспечения гарантированного удаления готового контакта матрица выполнена в виде пл-ашки с пазом и центра.
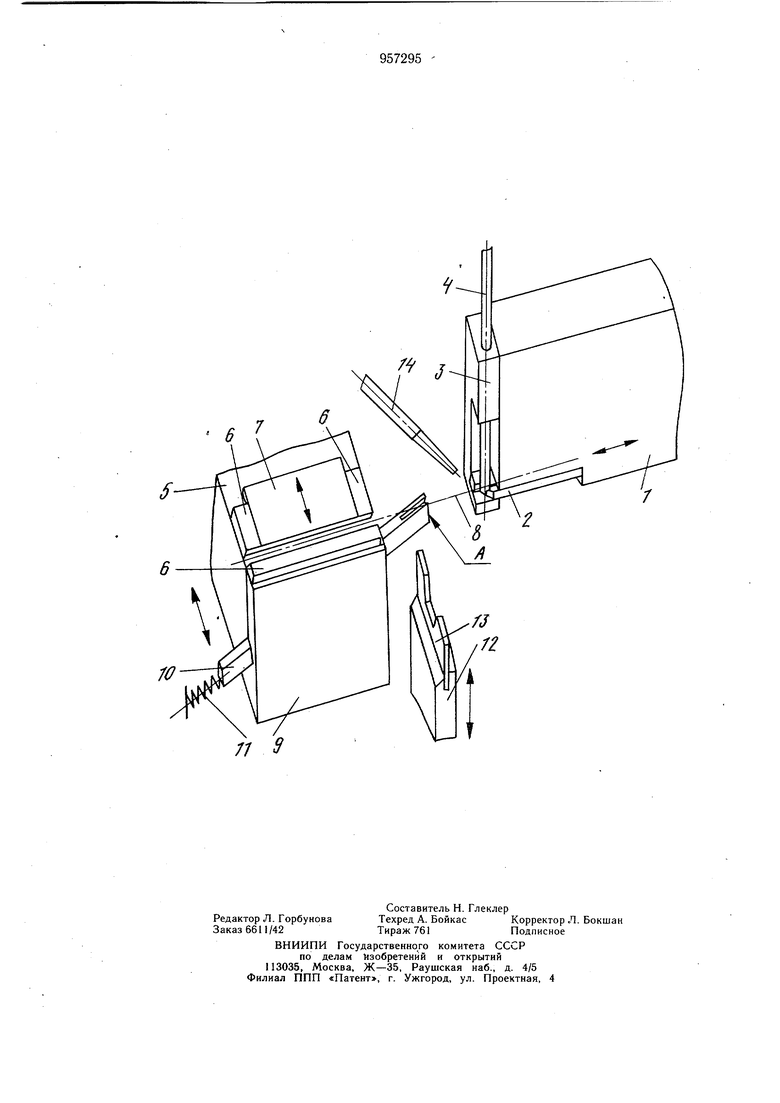
На чертеже схематично показано устройство для изготовления контактов реле.
Устройство содержит подвижную каретку 1, к которой снизу прикреплена матрица, выполненная в виде плашки 2 с пазом,
10 обеспечивающей необходимый угол обхвата, и перемещающегося в колодке 3 центра 4. Слева от каретки расположен корпус 5 узла подачи ленты, содержащий направляющие 6 и подвижный прижим 7 ленты,
15 имеющий возможность перемещаться перпендикулярно направлению подачи ленты 8. К торцу корпуса прикреплена крыщка-прижим 9. В крыщке выполнен паз, в который установлен ползун 10. С левого торца ползун прижат к крышке пружиной 11. На верхней части ползуна выполнен паз, шириной больше, чем толщина обрабатываемой ленты. Под кареткой на стойке, имеющей возможность вертикального перемещения в шариковых направляющих (не показаны), установлена колодка 12 с ножом 13. Каретка 1, колодка 3, нож 13, прижим 9 и корпус 5 кинематически связаны с кулачковым приводом таким образом, что их перемещение осуществляется согласно циклограмме работы устройства. К пазу плашки 2 подведено сопло 14 узла подачи воздуха для удаления готового контакта. Устройство работает следующим образом. Оператор вручную заправляет конец ленты между подвижным прижимом 7 и упором крышки 9 таким образом, что часть ленты 8 размещается в пазу ползуна 10. В дальнейшем цикл изготовления контакта осуществляется автоматически в следующей технологической последовательности. Каретка 1 движется влево, при этом лента скользит по пазу плашки 2. Так как прижим 7 поджимает ленту к упору крышки, лента не может смещаться влево, и ее конец по мере продвижения каретки влево сгибается вокруг центра 4, образуя ушко. Внутренний диаметр ущка определяется диаметром центра 4, наружный - диаметром паза плашки. По мере продвижения влево, т. е. по мере формирования ушка, плашка 2 своим торцом надавливает на торец ползуна 10, который также смещается влево и вниз, скользя по косому пазу в крышке-прижиме 9. По окончании формирования ушка прижим 7 освобождает ленту, каретка 1 перемешается вправо, вытягивая из прижимов ленту на определенную длину, равную длине контакта. Ползун 10 под действием пружины 11 возвращается в исходное положение. Колодка 12 поднимается, выдвигая нож 13 в рабочую зону. Лента совмещается с прорезью, выполненной в но.же. При движении вверх колодка 12 ножа 13 отводит ползун 10 влево и вниз, создавая прижим за счет действия пружины между передней гранью А ползуна и плоскостью ножа. Затем корпус 5 узла подачи вместе с прижимом 7 и ползуном 10 перемещается вперед в направлении, перпендикулярном направлению подачи ленты, лента 8 разрезается. Так как срез происходит между передней гранью ползуна и ножом, то после разрезки конец ленты находится целиком в пазу ползуна. После разрезания ленты каретка 1 отходит вправо в исходное положение. Центр 4 поднимается вверх, освобождая контакт, который удаляется струей воздуха. Одновременно колодка 12, опускаясь, возвращает нож 13 в исходное положение, а корпус 5 узла подачи ленты занимает первоначальное положение. На этом один цикл изготовления, контактов заканчивается. Формула изобретения 1. Устройство для изготовления контактов реле по авт. св. № 612298, отличающееся тем, что, с целью повышения качества из готовления контактов за счет устранения изгиба ленты, на верхнем конце ползуна выполнена режущая кромка. 2. Устройство по п. 1, отличающееся тем, что, с целью обеспечения гарантированного удаления готового контакта, матрица выполнена в виде плашки с пазом и центра. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 612298, кл. Н 01 Н 11/04, 1976 (прототип).
