Изобретение относится к производству электромагнитных реле и может быть использовано при массовом производстве.
Целью изобретения является расширение технологических возможностей за счет изготовления контактов сложной формы.
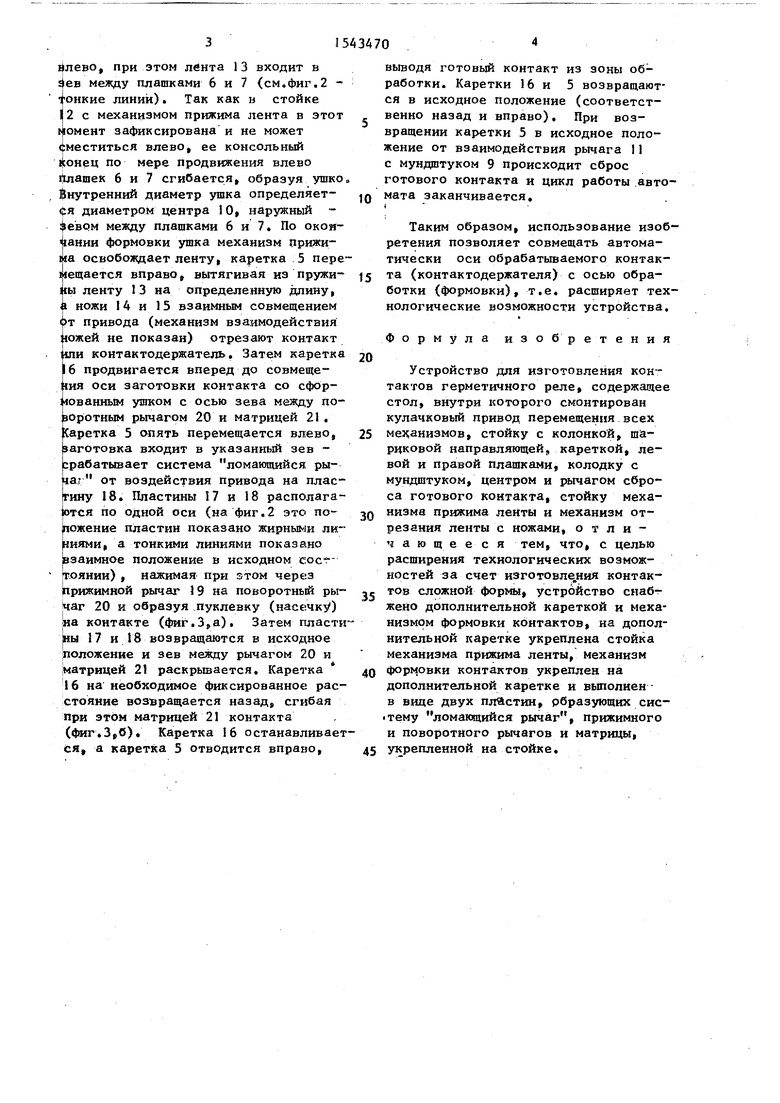
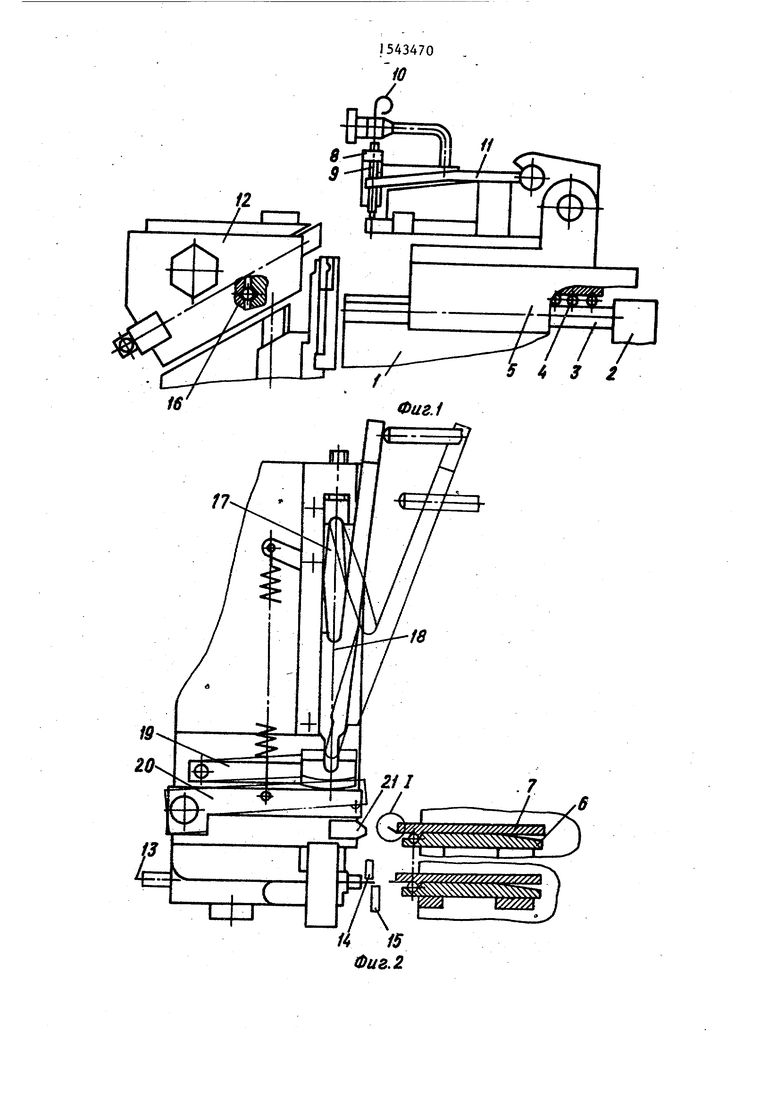
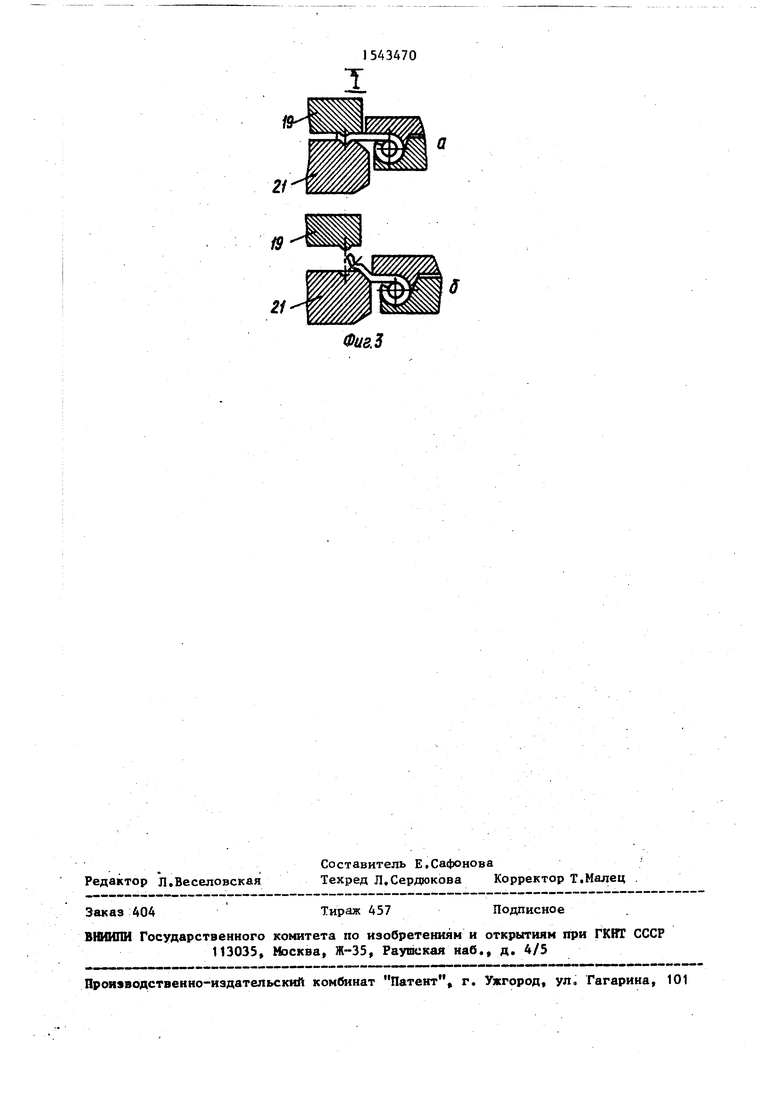
На фиг.1 показано устройство без привода, общий вид} на фиг.2 - механизм формовки контакта, вид сверху; на фиг.З - узел I на фиг.2 (а - при формовке пуклевки, б - при гибке контакта).
Устройство содержит стол 1, внутри которого смонтирован кулачковый привод перемещения всех механизмов, стойку 2 с колонкой 3, шариковой направляющей 4, кареткой 5, левой б и правой 7 плашками, колодку i 8 с муншдтуком 9, центром 10 и рыча-
гом 11 сброса готовых контактов, стойку 12 механизма прижима ленты 13 и механизм отрезания ленты с ножами 14 и 15 На столе 1 установлена на шариковых направляющих каретка 16, на которой укреплена стойка 12 и механизм формовки контактов, выполненный в виде двух пластин 17 и 18, образующих систему ломающийся рычаг, прижимного 19 и поворотного 20 рычагов и матрицы 21 укрепленной на стойке 12.
Устройство работает следующим образом.
Оператор вручную заправляет конец ленты 13 на стойку 12 механизма прижима ленты. В дальнейшем цикл изготовления контакта или контактодержа- теля осуществляется автоматически в следующей технологической последовательности. Каретка 5 движется
О1
до
Ј к
влево, при этом лента 13 входит в ев между плашками 6 и 7 (см.фиг.2 - гонкие линии). Так как в стойке
2 с механизмом прижима лента в этот момент зафиксирована и не может Уместиться влево, ее консольный конец по мере продвижения влево Плашек 6 и 7 сгибается, образуя ушко„ Внутренний диаметр ушка определяет- Јя диаметром центра 10 наружный - евом между плашками 6 и 7. По окончании формовки ушка механизм прижима освобождает ленту, каретка 5 перемещается вправо, вытягивая из пружины ленту 13 на определенную длину, а ножи 14 и 15 взаимным совмещением от привода (механизм взаимодействия ножей не показан) отрезают контакт или контактедержатель. Затем каретка
6 продвигается вперед до совмещения оси заготовки контакта со сформованным ушком с осью зева между по- зоротным рычагом 20 и матрицей 21. Саретка 5 опять перемещается влево, заготовка входит в указанный зев - срабатывает система ломающийся рыча от воздействия привода на пластину 18. Пластины 17 и 18 располагается по одной оси (на фиг.2 это по- южение пластин показано жирными лиг шями, а тонкими линиями показано заимное положение в исходном , оянии) , нажимая при этом через Прижимной рычаг 19 на поворотный рычаг 20 и образуя пуклевку (насечку) на контакте (фиг.3,а). Затем гшасти- ны 17 и 18 возвращаются в исходное положение и зев между рычагом 20 и матрицей 21 раскрывается. Каретка 16 на необходимое фиксированное расстояние возвращается назад, сгибая при этом матрицей 21 контакта (фиг.3,6). Каретка 16 останавливается, а каретка 5 отводится вправо,
выводя готовый контакт из зоны обработки. Каретки 16 и 5 возвращаются в исходное положение (соответст- венно назад и вправо). При возвращении каретки 5 в исходное положение от взаимодействия рычага 11 с мундштуком 9 происходит сброс готового контакта и цикл работы авто- мата заканчивается.
Таким образом, использование изобретения позволяет совмещать автоматически оси обрабатываемого контак- 5 та (контактодержателя) с осью обработки (формовки), т.е. расширяет технологические возможности устройства.
Формула изобретения
Устройство для изготовления контактов герметичного реле содержащее стол, внутри которого смонтирован кулачковый привод перемещения всех механизмов, стойку с колонкой, шариковой направляющей, кареткой, левой и правой плашками, колодку с мундштуком, центром и рычагом сброса готового контакта, стойку меха- ниэма прижима ленты я механизм отрезания ленты с ножами, отличающееся тем, что, с целью расширения технологических возможностей за счет изготовления контактов сложной формы, устройство снабжено дополнительной кареткой и механизмом формовки контактов, на дополнительной каретке укреплена стойка механизма прижима ленты, механизм Ф°Р1°вки контактов укреплен на дополнительной каретке и выполнен - в виде двух пластин, рбразующих сис- тему ломающийся рычаг, прижимного и поворотного рычагов и матрицы, укрепленной на стойке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления контактов герметичного реле | 1987 |
|
SU1429196A1 |
| Способ изготовления контактов реле и устройство для его осуществления | 1976 |
|
SU612298A1 |
| Устройство для изготовления контактов реле | 1981 |
|
SU957295A2 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Автоматическая линия для изготовления тканых коммутационных плат | 1979 |
|
SU912031A1 |
| Устройство для раскроя кожевенного полуфабриката | 1989 |
|
SU1772156A1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
| Устройство для изготовления витых чувствительных элементов | 1983 |
|
SU1125084A1 |
| Линия для производства кирпича окончательной формовкой | 1981 |
|
SU1013293A1 |
| Автоматический станок для изготовления резаных гвоздей | 1934 |
|
SU45587A1 |
Изобретение относится к релестроению. Цель изобретения состоит в расширении технологических возможностей за счет изготовления контактов сложной формы. Устройство содержит стол, внутри которого смонтирован кулачковый привод, стойку с механизмом формовки "ушка", стойку механизма прижима ленты и механизм отрезки ленты с ножами. Устройство снабжено дополнительной кареткой с механизмом формовки контакта, выполненным в виде двух пластин, образующих систему ломающийся рычаг прижимного и поворотного рычагов, и матрицы, укрепленной на стойке. 3 ил.
ФиаЗ
Редактор Л.Веселовская
Составитель Е.Сафонова
Техред Л.Сердюкова Корректор Т.Малец
Заказ 404
Тираж 457
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж--35, Раушская наб., д. 4/5
Подписное
| Витенберг М.И | |||
| Расчет электромагнитных реле | |||
| Э,Л., 1975, с.12-19 | |||
| Романовский В.П | |||
| Справочник по холодной штамповке, Л.: Машиностроение, 1971, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Способ изготовления контактов реле и устройство для его осуществления | 1976 |
|
SU612298A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
