1
1228191
Изобретение относится к технологии изготовления гофрированной зубцовой зоны магнитопроводов электрических машин из непрерывной ленты и может быть использовано в электромашиностроении и других отраслях промышленности.
Цель изобретения - повышение качества изготавливаемых -изделий путем обеспечения заданной точности геометрических параметров.
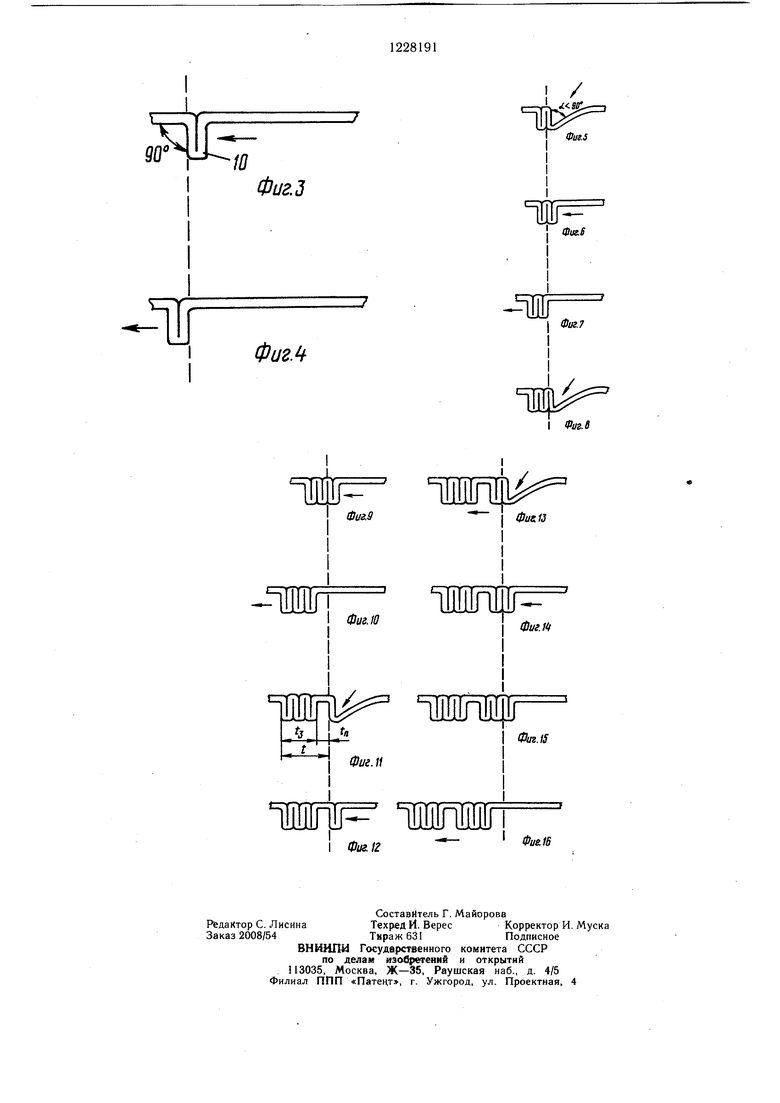
На фиг. 1 изображена исходная позиция непрерывной ленты до деформации в зафиксированном положении и показано приспособление для формирования гофр; на фиг. 2-16 показана последовательность операций при формовании зубцовой зоны маг- нитопровода, начиная с первого сгиба до исходной позиции для формования сгибов третьего зубца.
Ленту 1 фиксируют между прижимом 2 и формующим паз инструментом 3, который может перемещаться во взаимно перпендикулярных плоскостях. Затем инструментом 4 формуют грань 5 и участок 6 первой гофры, обеспечивая необходимый загиб ленты с осадкой ребра 7 вершины зубца, при этом грань 5 располагают перпендикулярно к направлению подачи ленты, а угол а между гранями 5 и участком 6 выполняют меньшим 90° (фиг. 2). Осадка ребер гофр осуществляется путем пластической деформации ленты между острой кромкой инструмента 4 и опорной поверхностью 8 инструмента 3. После выхода инструмента 4 из зоны деформации производят окончательную формовку инструментом 9 другой грани 10 гофры (фиг. 3). Далее л енту с гофрой вместе с инструментом 3 перемещают в направлении подачи ленты на величину, равную толщине одной гофры (фиг. 4), затем процесс повторяют до набора заданного количества гофр в зубце (фиг. 5- 9). После этого сформованную зубцовую зону вместе с лентой перемещают в направлении подачи на величину, оставшуюся до полного шага зубцового деления (фиг. 10), и лента вновь принимает исходное положение (фиг. 1), а инструмент 3 в это время перемещают вначале вниз, затем вправо, вверх и влево. При изготовлении требуемого ко
5
0
личества гофр в зубцах ленту в процессе гофрирования каждый раз перемещают на толщину одной гофры, а после окончательного формования последней гофры в зубце (фиг. 9 и 15) ленту перемещают на величину, равную толщине последней гофры и щирине формуемого паза, т. е. на величину, оставшуюся до полного шага зубцового деления (фиг. 10 и 16). Величина полного шага / равна сумме величин ts и t, равных толщине зубца и ширине паза соответственно (фиг. 11).
Предлагаемый способ обеспечивает изготовление магнитопроводов по безотходной технологии с гофрированной зубцовой зоной с числом гофр в зубцах от одного до необходимого количества. При этом обеспечивается требуемая точность геометрических параметров зубцовой зоны и необходимая операция в технологическом процессе изготовления - осадка ребер гофр, позволяющая улучшить характеристики электрических машин путем увеличения площади контактирующих поверхностей между зубцами и ярмом маг- нитопровода.
Формула изобретения
Способ изготовления зубцовой зоны магнитопроводов, включащий изготовление из непрерывной ленты гофры, перемещение ее в направлении подачи ленты на толщину гофры для образования из требуемого количества гофр зубца и перемещение гофрированной части на величину, дополняющую величину перемещения гофр до шага зубцового деления, отличающийся тем, что, с целью повыщения качества изготавливаемых изделий путем обеспечения заданной точности
геометрических параметров, гофру изготавливают последовательным формованием сначала одной грани, располагая ее перпендикулярно направлению подачи ленты, с одновременной осадкой ребра гофры, участок
ленты для образования другой грани гофры располагают под углом меньщим 90°, а затем формуют другую грань, располагая ее перпендикулярно направлению подачи ленты.
Фиг.1
ДЕ
10
ФиаЗ
Фиг.5
-
Фиг.
Фиг.а
Фиг.Ю
ш
лLji
t
шгш иши
I Ф«г/г
Составитель Г. Майорова
РбдаКтор С. ЛисинаТехред И. ВересКорректор И. Муска
Заказ 2008/54Тираж 631ПодписИое
ВНИИГШ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
IDFФие.1
Фиг.
i Фиг. в
Щ
/.
1Шр
I
ШлШ/
Фиг. til
Фиг. If
Фиг. 11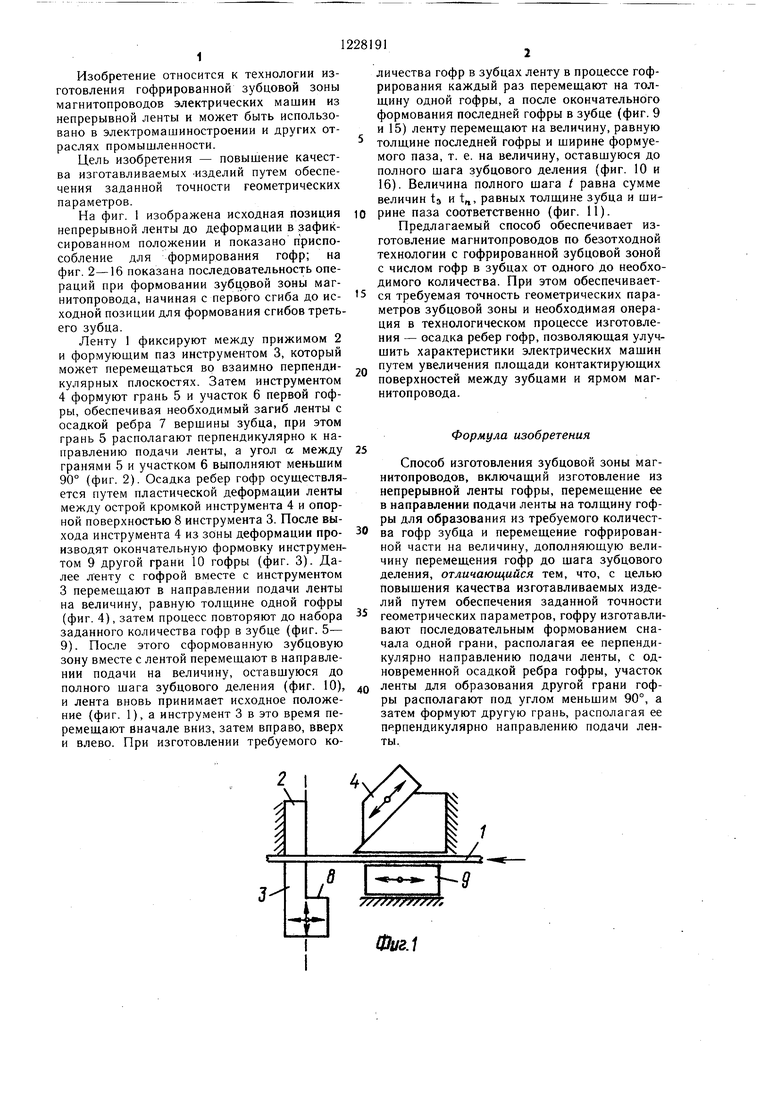
| название | год | авторы | номер документа |
|---|---|---|---|
| Магнитопровод электрической машины | 1979 |
|
SU884036A1 |
| Устройство для гофрирования ленты | 1984 |
|
SU1245382A1 |
| Способ гофрирования ленты для магнитопровода электрической машины | 1984 |
|
SU1247120A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Зубцовая зона магнитопровода электрической машины | 1987 |
|
SU1429220A1 |
| Способ изготовления гофрированной зубцовой зоны магнитопровода электрической машины | 1989 |
|
SU1654930A1 |
| Устройство для изготовления гофрированной ленты | 1982 |
|
SU1082517A1 |
| Магнитопровод электрической машины | 1980 |
|
SU951556A1 |
| Разъемный статор электрической машины | 1975 |
|
SU584392A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
Изобретение относится к технологии изготовления гофрированной зубцовой зоны магнитопроводов электрических машин из непрерывной ленты. Цель изобретения состоит в повышении качества изготавливаемых изделий за счет обеспечения заданной точно г}Г др1р сти геометрических параметров. Предложенный способ заключается в следующем: ленту фиксируют между прижимом и формую- Ш.ИМ паз инструментом, который может перемещаться во взаимно перпендикулярных плоскостях. Затем другим инструментом формуют грань 5 и участок 6 первой гофры, обеспечивая необходимый загиб ленты с осадкой ребра 7 вершины зубца, при этом грань 5 располагают перпендикулярно к направлению подачи ленты, а угол между гранями 5 и участком 6 выполняют меньщим 90°. Осадка ребер осуществляется за счет пластической деформации ленты между инструментами. Ос.адка ребер гофр позволяет улучшить характеристики машин за счет увеличения площади контактирующих поверхностей между зубцами и ярмом магнито- провода. 16. ил. (Л / to tsD 00 ;о Фиг. 2
| Устройство для гофрирования ленты | 1982 |
|
SU1070659A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
