Ю
ю
со
Изобретение г.п жм ится к ()Ло- гии гч фрироватп1я . икп-ився о матерна- иа, в частности к способу изготовления мерных отрезков гофрированной .ченты.
Цель изобретения - повьлление про- изводительностии точности мерных отрезков.
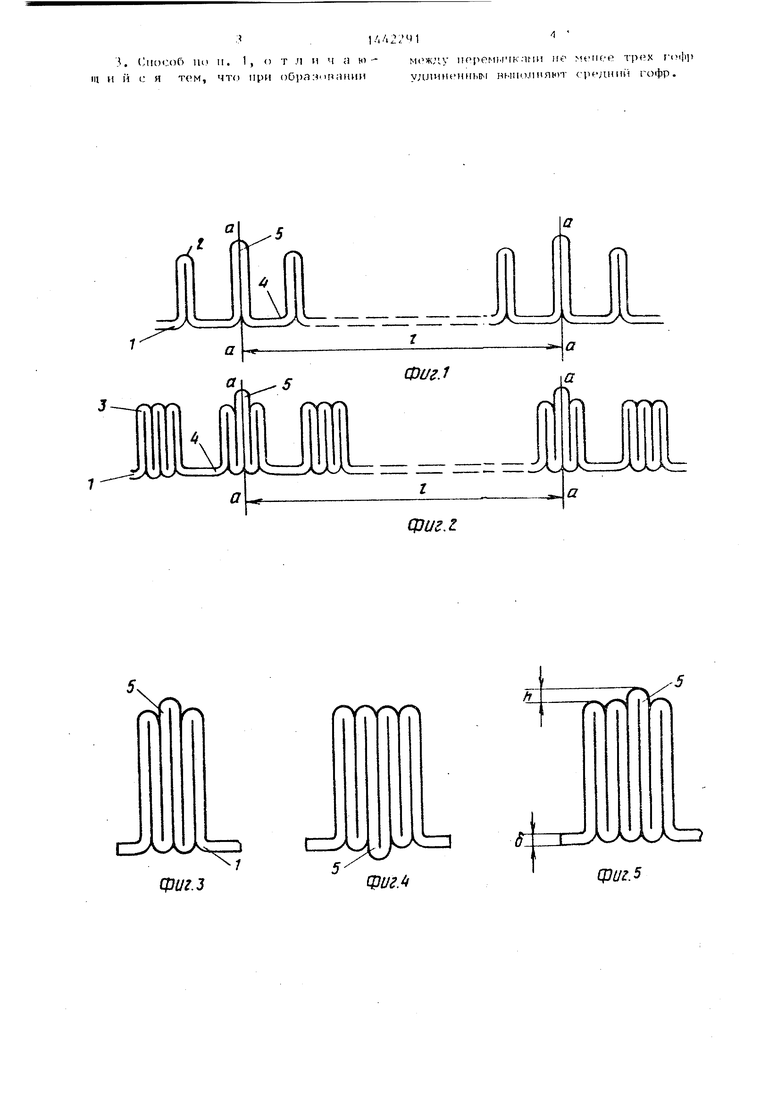
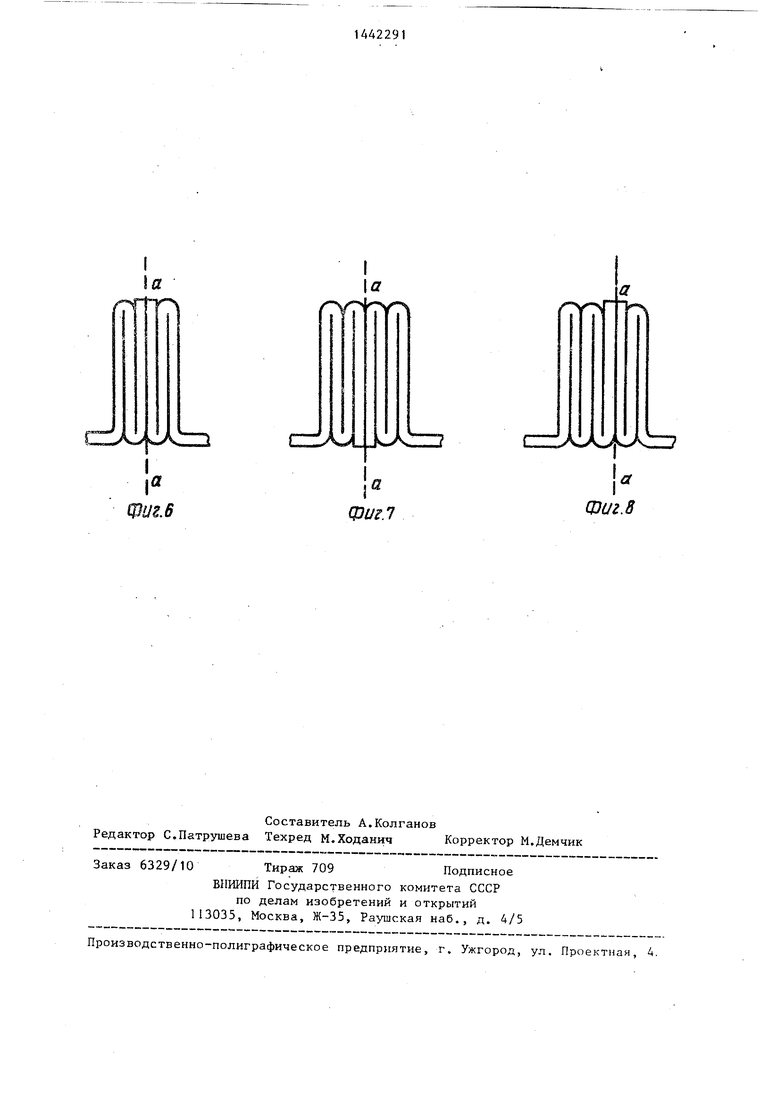
На фиг.1 схематически изображена непрерывная гоф1)ированная лента, содержащая гофры, чередующиеся с перемычками, при этом один из гофр выполнен удлиненньм; на фиг.2 - непрерывная лента, содержащая разде- лепнЕ.е перемычками группы гофр и удлиненным гофром в одной из групп,- на фиг.3-5 - варианты расположения гребня удлиненного гофра в группах с четным и нечетным числом гофров; на фиг.6-8 - то же, после удаления выступающего гребня.
Способ изготовления мерных отрезков гофрированной ленты осуществляется следующим образом.
Изготавливают непрерывную гофрированную ленту 1 с образованием гофр 2 или их групп - зубцов 3, чередующихся с перемычками 4. Через каждые N перемычек, где N равно, например, расчетному числу пазов в магнитопро- воде, гофр, следующий за последней по счету перемычкой, или один из гофр в группе (зубце) после последней перемычки вьпюлняют удлиненным. Для этого в гофрирующем устройстве могут быть предусмотрены определенные средства. Удлиненный гофр 5 пре- вьшает высоту остальных гофр в зубце и во всей ленте на величину h, которая для надежного отделения отрезка должна быть не менее толщины материала ленты. Причем выступающий гребень удлиненного гофра 5 может быть расположен как с одной, так и с другой стороны ленты.
Для отделения мерного отрезка от непрерывной гофрированной ленты производят удаление выступающего гребня удлиненного гофра 5, доводя его высоту до высоты остальных гофров в ленте. Проще всего эту операцию производить с помощью абразивного круга Однако возможно применение и других средств. Операция удаления гребня удлиненного гофра может производитр:,- ся при движении гофрированной ленты, т.е. одновременно с операпиеи гофрирования, что имеет сущестьенное
0
5
0
5
0
5
0
5
0
5
значение, поскольку нлибсхмее iiepciH..K- тинные ciioc:o6f,i гофрированной ленты, в частЕЮсти для пз готоштеиия ауОцовы зон магмитопроводов, предусмятривякгг непрерывное движение ленть в процессе г офрирования.
После удаления выступающего гребня мерный отрезок 1 свободно отделяется от гофрированной ленты 1 по линии а-Q. В дапьнойшем этот отрезок подвергается необходимым технологическим операциям в зависимости от того изделия, для которого он служит заготовкой. Так для изготовления зубцовой зоны магнитопровода отрезок гофрированноГ ленты сворачивают в цилиндр, а его противогголожные КОГЕЦЫ скрепляют, например,сваркой по линии.
Для изготовления зубцовой зоны магнитопровода лучше всего выполнять удлиненным один из средних гофров зубца. В этом случае, легче всего сохранить конфигурацию и геометрические размеры зубца после сворачивания в цилиндр мерного отрезка гофрированной и сваривания его противоположных концов.
Предлагаемый способ обеспечивает непрерывность тех1 ологического процесса и высокое качество конечного изделия, получаемого из отрезков гофрированной ленты.
Формула изобретения
1 . Способ изготовления мерных от-- резков гофрированной ленты, включаю- 1ЦИЙ поперечное гофрирование непрерывной ленты с образованием разделенных перемычками гофр с одновременным отсчетом количества перемычек и разделение гофрированной ленты на отрезки, отличающийся тем, что, с целью повышения производительности и повышения точности мерных отрезков, гофр, образован {ьп1 после последней по счету перемычки, выполняют удоп1не1П1Ым с превышением высоты остальных гофр в ленте на величину, не меньшую TOJsmnHbi лепты, а затем с;резают выступающий i peOeiib этого гофра.
2. (Jiioc()6 ПС) п. 1, о т л п ч а ю- щ и и с я Т(.;м, чт(1 при оОр;1:)он;111)П1 М1;жду iit. it Hbi4K;iMii иг Mt iii .- лиу;;
уЛ,Ч111и иным Н1.И1(1, ii.liin 1|ч l.ii|ii;.
.1ДА2. М1-1
3. ( iioc.df) lui и. 1, о т л и ч а ы -мож;; unpeMi.iMK. Uin не Mcriee оф)
|ц и и с: я тем, что при обраноппкииудлиненным ныполилыт cpfvuniii гофр.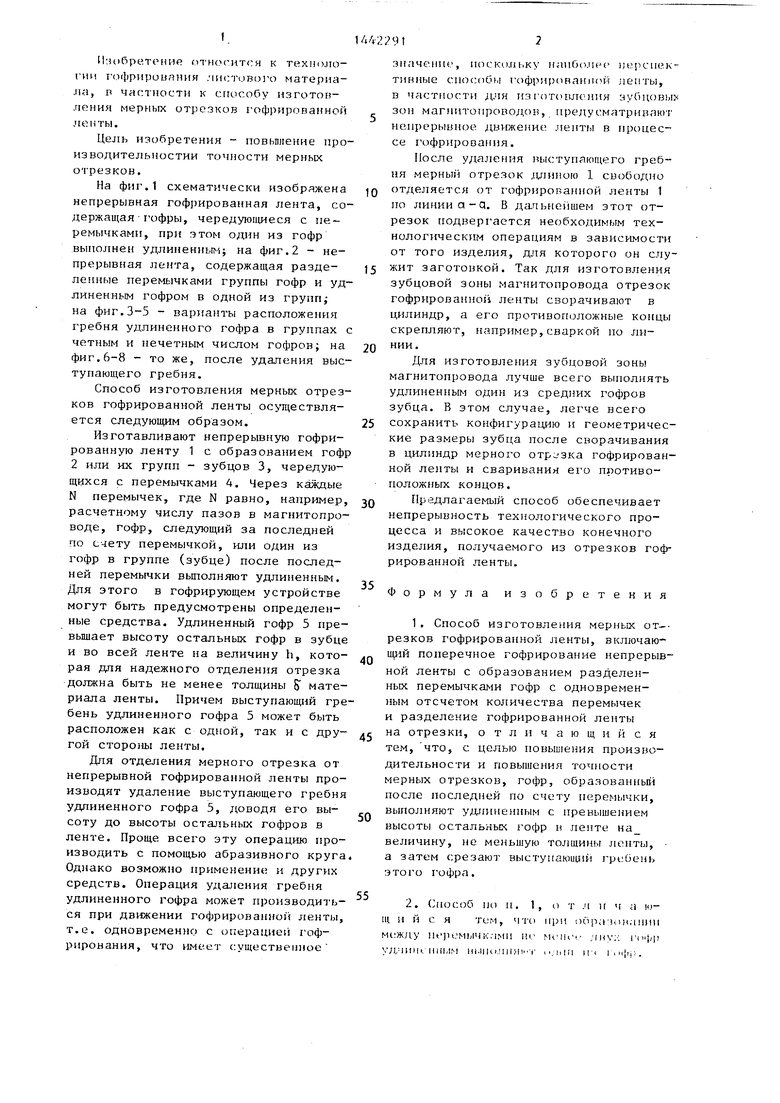
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубцовая зона магнитопровода электрической машины | 1987 |
|
SU1429220A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU892589A1 |
| Статор электрической машины переменного тока и способ его изготовления | 1988 |
|
SU1663697A1 |
| Зубцовый слой магнитопровода электрической машины | 1983 |
|
SU1121747A1 |
| Способ изготовления магнитопровода электрической машины | 1981 |
|
SU983914A1 |
| Магнитопровод электрической машины | 1982 |
|
SU1078535A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
| Магнитопровод электрической машины | 1980 |
|
SU951556A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075350A1 |
| Зубцовая зона электрической машины | 1985 |
|
SU1282263A1 |
Изобретение относится к технологии гофрирования листового материала, в частности к способу изготовления мерных отрезков гофрированной ленты. Цель - повышение производительности и точности мерных отрезков. Изготавливают непрерывную гофрированную ленту с образованием гофров или их групп - зубцов, чередующееся с перемычками. Через каждые N перемычек, где N равно, например, расчетному числу пазов в магнитопроводе, гофр, следующий за последней по счету перемычкой, вьшолняют удлиненным. Удлиненный гофр превьш1ает высоту остальных гофр в зубце и вй всей ленте на величину не менее толгцины материала ленты. Для отделения мерного отрезка от непрерывной гофрированной ленты удаляют выступающий гофр, доводя его высоту до высоты остальных гофр в ленте. Это можно осуществить с помощью абразивного круга. Способ обеспечивает непрерывность технологического процесса. 2 з.п. ф-лы, 8 ил. SS
а
П
С1
цзиг.з
ZZiСП.
5
Фиг.1
а а
фиг.1
У
CZ3
.
фиг. 5
а
k±3
CZIAJ
и г. 6
а
а
фиг.7
Фиг.8
| Устройство для изготовления гофрированных изделий | 1983 |
|
SU1118454A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
