Изобретение относится к сварочному производству, а именно к оборудованию для приварки шпилек и стержней.
Целью изобретения является повышение КПД за счет уменьшения потерь энергии при первичном контакте шпиле с изделием.
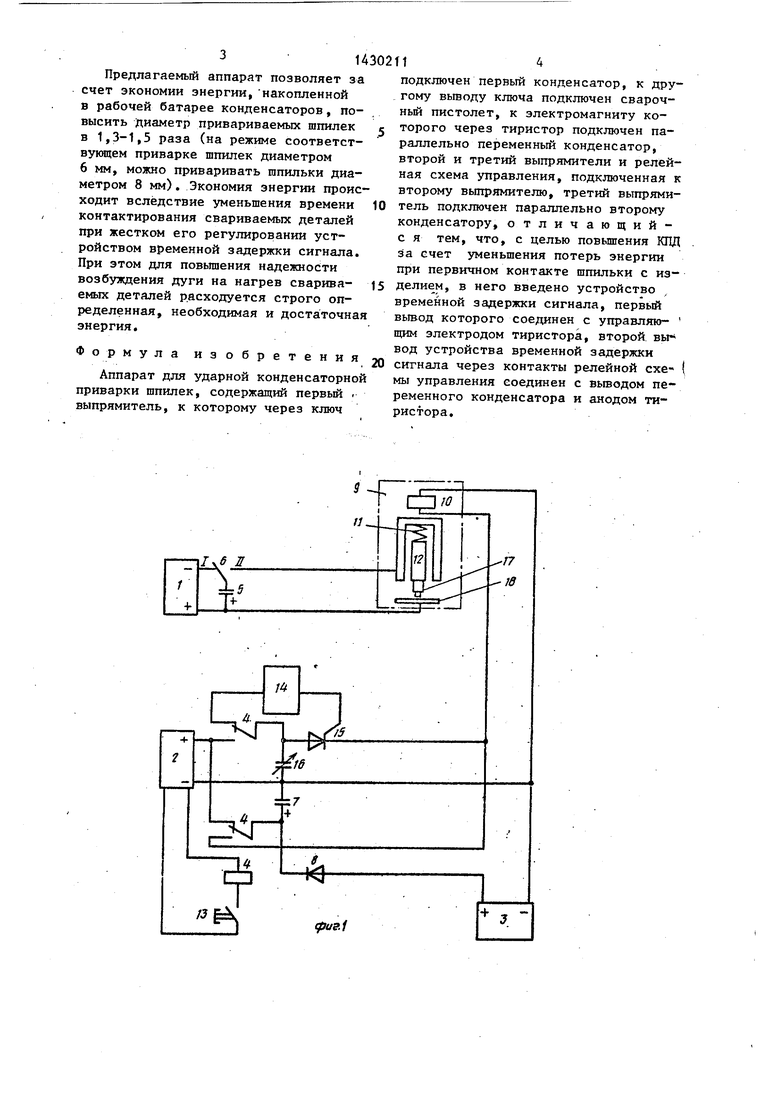
На фиг.1 показана электрическая схема аппарата; на фиг,2 и 3 - варианты выполнения устройства задержки сигнала.
Аппарат для ударной конденсаторной приварки шпилек содержит выпря- мители 1-3, реле 4, конденсаторную батарею 5, ключ 6, конденсатор 7, диод 8, сварочный пистолет 9 с электромагнитом 10, приводную пружину 11, зажим 12 шпильки, кнопку 13 в цепи питания реле 4 от выпрямителя 2,устройство 14 задержки сигнала, тиристор 15 и конденсатор 16 переменной емкости. При этом вьтрямитель 1 соединен через Ключ 6 с батареей конден саторов 5 и со сварочным пистолетом 9, а выпрямитель 2 соединен с реле 4 имеющим переключающие контакты в зарядных цепях выпрямителя 2, и конденсатором 7, подключенным одним кон- дом к переключающему контакту реле 4 а другим концом - к выпрямителю 2, Развязывающий диод 8 включен между конденсатором 7 и выпрямителем 3, подключенным вторьм концом к свароч- ному пистолету 9, содержащему элек- тромагнит 10 с возможностью взаимо-- действия через приводнзпо пружину 11 с подвижным зажимом 12 шпильки (при подаче на нее напряжения от конден- саторов 7), Устройство 14 задержки сигнала включено между управляющим электродом тиристора 15, соединяющим конденсатор 16 переменной емкости с электромагнитом 10, и контактом реле 4, обеспечивающим зарядку конденсатора 16 от выпрямителя 2, Кон- денсаторная батарея 5 ключом 6 соединена со свариваемыми деталями 17 и 18,
Аппарат работает следующим образом, . .
При включении аппарата в сеть выпрямители 1-3 получают питание, а конденсаторы 5 и 7 заряжаются. При нажатии на кнопку 13 срабатьша-ет реле 4, На обмотку электромагнита 10 от конденсатора 7 подается высокое (до 2ПО В) напряжение, и электромаг
ю
15 0 5 30 5 0 5
0
нит преодолевая усилие сжатия пружины 11, притягивает подвижный зажим 12 и удерживает его во взведенном состоянии благодаря низковольтному (до 30 В) току, подаваемому от выпрямителя 3, Одновременно заряжается конденсатор 16, Затем подается команда на ключ 6, которьй перебра- сьтается из положения I в положение II, и напряжение зарядки конденсаторной батареи 5 подается на свариваемые детали 17 и 18, установленные с зазором,
С этого момента начинается процесс сварки. Отпуская кнопку. 13, обесточивают реле 4, Включается устройство 14 задержки сигнала и начинает отсчитывать время, при этом снимается напряжение с обмотки электромагнита 10, Подвижный зажим с деталью 17 начинает перемещаться под действием пружины 11 по направлению к детали 18, При касании деталей 17 и 18 по разрядному контуру протекает электрический ток, В момент, следующий за началом протекания сварочного тока (интервал времени задается устройством задержки сигнала), подается сиг- нал на цепь управления тиристором, который включает разряд конденсатора 16 на электромагнит 10, Начинается обратный ход подвижного зажима в исходное до начала сварки положение, где он остается до тех пор, пока конденсатор 16 не разрядится. При воз- вратном ходе подвижного зажима дуга растягивается до длины первоначального зазора между деталями,. Приводная пружина при этом сжимается.
По окончании разряда конденсатора 16 электромагнит 10 отпускает подвиж- ньй зажим 12, которьй под действием усилия пружины 11 повторяет путь, пройденный в начале процесса. Свариваемые детали соударяются, и процесс на этом заканчивается.
Устройство задержки сигнала (фиг,3) представляет собой электронное реле времени, которое работает в интервале времени 0,01-0,1 с (оно учитывает время перемещения шпильки из крайнего положения, в котором она удерживалась электромагнитом, питаемым током выпрямителя 3, до контакта с деталью, а также время отпускания электромагнита, равное в среднем 0,002 с).
Предлагаемый аппарат позволяет за счет экономии энергии, накопленной в рабочей батарее конденсаторов, повысить Диаметр привариваемых шпилек в 1,3-1,5 раза (на режиме соответствующем приварке шпилек диаметром 6 мм, можно приваривать шпильки диаметром 8 мм). Экономия энергии происходит вследствие уменьшения времени контактирования свариваемых деталей при жестком его регулировании устройством временной задержки сигнала. При этом для повьппения надежности возбуждения дуги на нагрев сварива- емых деталей расходуется строго определенная, необходимая и достаточная энергия.
Формула изобретения
Аппарат для ударной конденсаторной приварки шпилек, содержащий первый . выпрямитель, к которому через ключ
подключен первый конденсатор, к дру- гому вьгеоду ключа подключен сварочный пистолет, к электромагниту которого через тиристор подключен параллельно переменный конденсатор, второй и третий выпрямители и релейная схема управления, подключенная к второму выпрямителю, третий выпрямитель подключен параллельно второму конденсатору, отличающий- с я тем, что, с целью повьшгения КПД за счет уменьшения потерь энергии при первичном контакте шпильки с изделием, в него введено устройство временной задержки сигнала, первый вывод которого соединен с управляю- щим электродом тиристора, второй вьг вод устройства временной задержки сигнала через контакты релейной схе- мы управления соединен с вьтодом переменного конденсатора и анодом тиристора.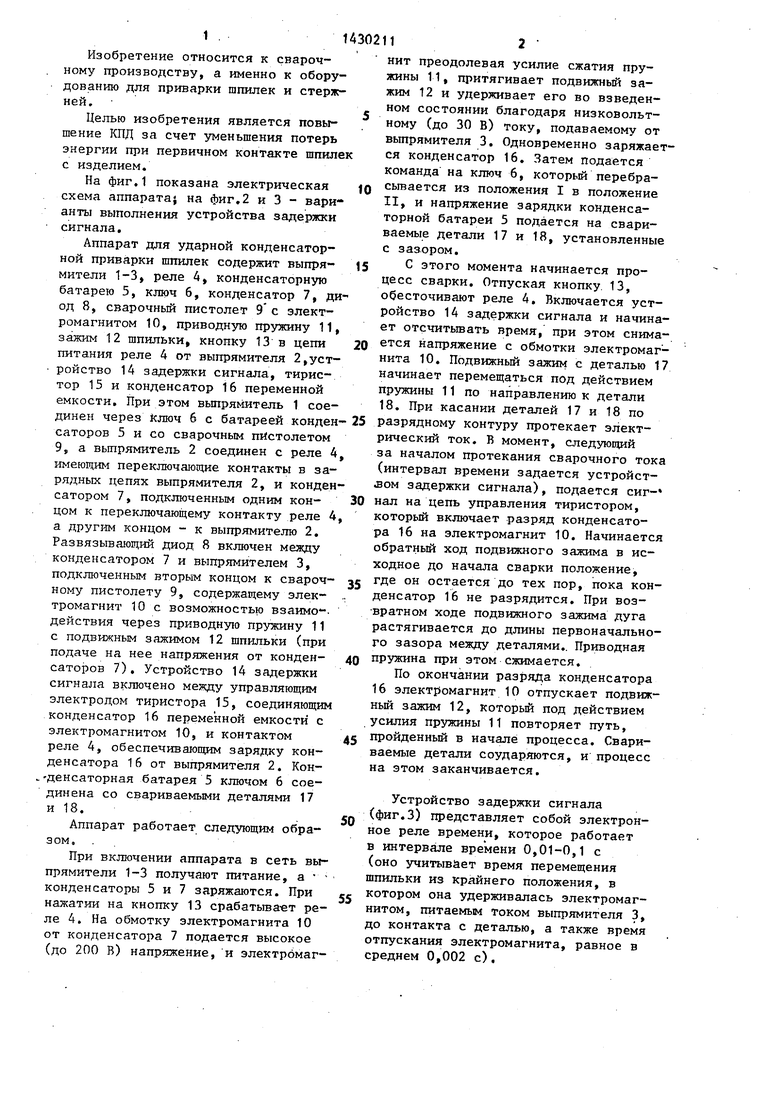
| название | год | авторы | номер документа |
|---|---|---|---|
| Аппарат для ударной конденсаторной приварки шпилек | 1975 |
|
SU575825A1 |
| Способ конденсаторной приварки шпилек | 1985 |
|
SU1535688A1 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| СПОСОБ ДУГОКОНТАКТНОЙ ПРИВАРКИ КРЕПЕЖНЫХ ДЕТАЛЕЙ | 1999 |
|
RU2191099C2 |
| Устройство для управления процессом дуговой приварки шпилек | 1988 |
|
SU1606277A1 |
| Пистолет для приварки шпилек | 1985 |
|
SU1299734A1 |
| Способ ударной конденсаторной сварки | 1986 |
|
SU1547997A1 |
| Пистолет для приварки шпилек | 1974 |
|
SU486879A1 |
| Устройство для электродуговой приварки деталей | 1982 |
|
SU1038133A1 |
| Сварочный пистолет | 1958 |
|
SU117942A1 |
Изобретение относится к области сварочного производства, а именно к оборудованию для приварки шпилек и стержней. Цель - повьшение КПД за счет уменьшения потерь энергии при . первичном контакте шпильки с изделием. Аппарат для ударной конденсаторной приварки шпилек содержит источник питания, сварочный пистолет с электромагнитным взводом зажима шпильки, конденсаторы постоянной и переменной емкости, включенные параллельно обмотке электромагнита, выпрямители и релейную схему управления. Кр оме того в него введено устройство временной задержки сигнала, которое представляет собой электронное реле времени, работающее в интервале времени 0,01-0,1 с. Устройство временной задержки сигнала учитывает время перемещения шпильки из исходного положения до контакта с деталью, учитывает время протекания сварочного тока. Экономия энергии происходит за счет обеспечения жесткого регулирования времени контактирования свариваемых деталей. 3 ил. ko
sr
}0
J7 -)в
j L..
S
i
r
дзие.2
ригЗ
| Патент QUA Ь 3089946, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
| Авторское свидетельство СССР № , кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
