4
СО
о
N5
ГС
Изобретение относится к ремонту деталей машин, в частности деталей с трепщнами, и гложет найти применение в различных отраслях машиностроения.
Целью изобретения является повьппе ние наделсности ремонта путем стабили зации стягивающего трещину усилия при эксплуатации.
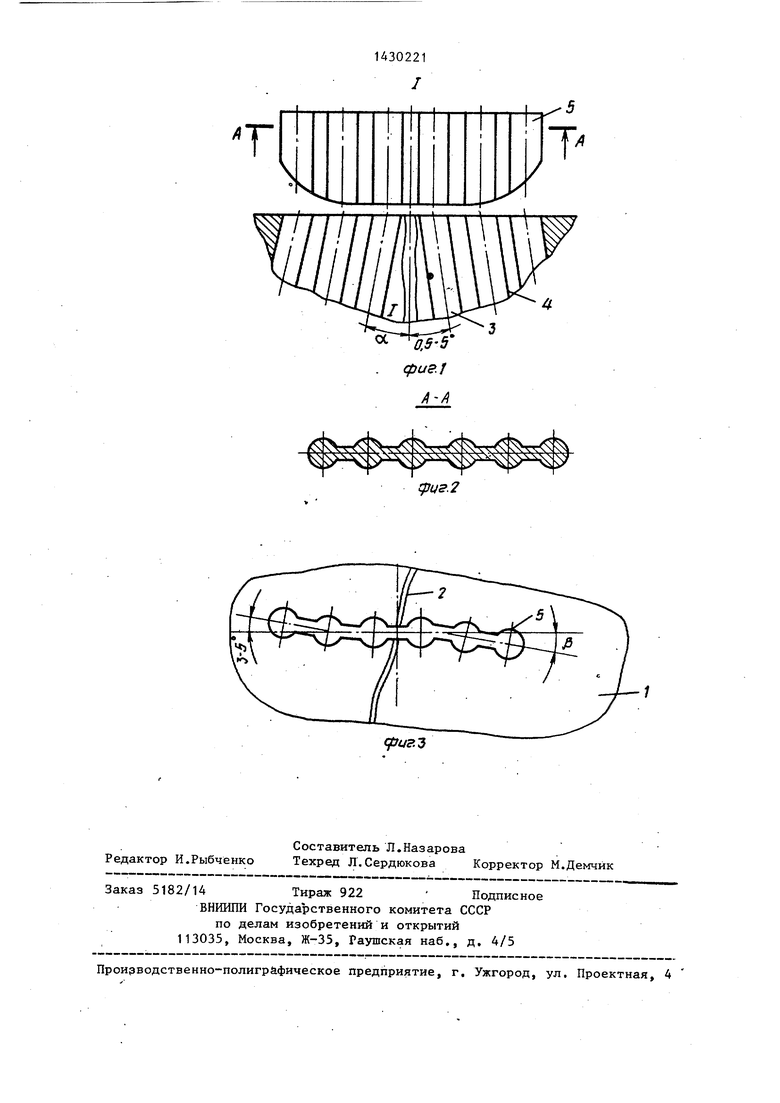
На фиг. 1 показана ремонтируемая деталь и фигурная вставка; на фиг,2 разрез А-А на фиг. 1; на фиг. 3 - деталь со стянутой трещиной, вид сверху.
В детали 1 по обе стороны от трещины 2 и по одной прямой, перпендикулярной трещине, сверлят два .отверстия 3 под углом oi. 0,5-5,0 к вертикальной оси 1-1 в направлении глубинного развития трещины. Центры последующих -отверстий сверлят по разные стороны прямой, перпендикулярной тре1цине5 на линиях, расположенных под углом 1 3-5 к ней.
Перемьики 4 между отверстиями уда ляют, получая фигурный паз, имеющий форму S-образ ной ломаной линии. В паз запрессовывают фигурную вставку 5. Стягивание кромок трещины происходит за счет энергии упругопластической деформации участков детали и перемычек вставки, величина которой определяется, в основном, углами oi и J .
Пример. Цроизводйли ремонт трещины коробки передач трактора ДТ-75, Ширина раскрытия трещины О, 1,0 f-iM, глубина 12 мм при толщине детали 20 MNS. Сверление отверстий под фигурную вставку осуществляли под УГЛОМ к направлению глубинного раскрытия трещины оС 4 30 . Дистанция между центрами отверстий 5 мм. Угол наклона линий, соединяющих центры соседних отверстий, к линии, цер- пендикулярной трещине, выбран /3 .430.
0
5
0
5
0
5
0
5
Испытания показали, что при углах f 3-5 (в частности, при р 430) никакого раскрытия трещины в процессе эксплуатации в течение 150 ч, не произошло.
Сверление отверстий по ломаной S-образной линии позволило в процессе эксплуатации стабилизировать величину стягивающих трещину усилий упругопластической деформации (за счет их перераспределения) во времени. При углах jb 3° стянутая трещина в процессе эксплуатации расходится на 20-30% по истечении 100 ч работы за счет резкого уменьщения эффекта заклинивания вставки и упругопластичес- ких деформаций в процессе эксплуатации. Вьшолнение углов /3 5° трудоем-. ко и нецелесообразно с точки зрения обеспечения необходимой надежности стягивания трещины и крепления фигурной вставки.
Формула из об р е т е н и я
Способ ремонта деталей с трещинами, заключающийся в том, что в детали по обе стороны от трещины по прямой, перпендикулярной к ней, сверлят отверстия под углом oL 0,5-5° к вертикальной оси в направлении развития трещины, удаляют между ними перемычки и запрессовывают в образовавшийся паз фигурную вставку, отличающийся тем, что, с целью повьше- ния надежности ремонта путем стабилизации стягивающего трещину усилия при эксплуатации, по прямой, перпендикулярной трещине, сверлят два отверстия, по одному с каждой стороны, а затем сверлят отверстия по прямой, i расположенной под углом /3 3-5 к прямой, перпендикуляр. трещине, и по разные стороны от нее.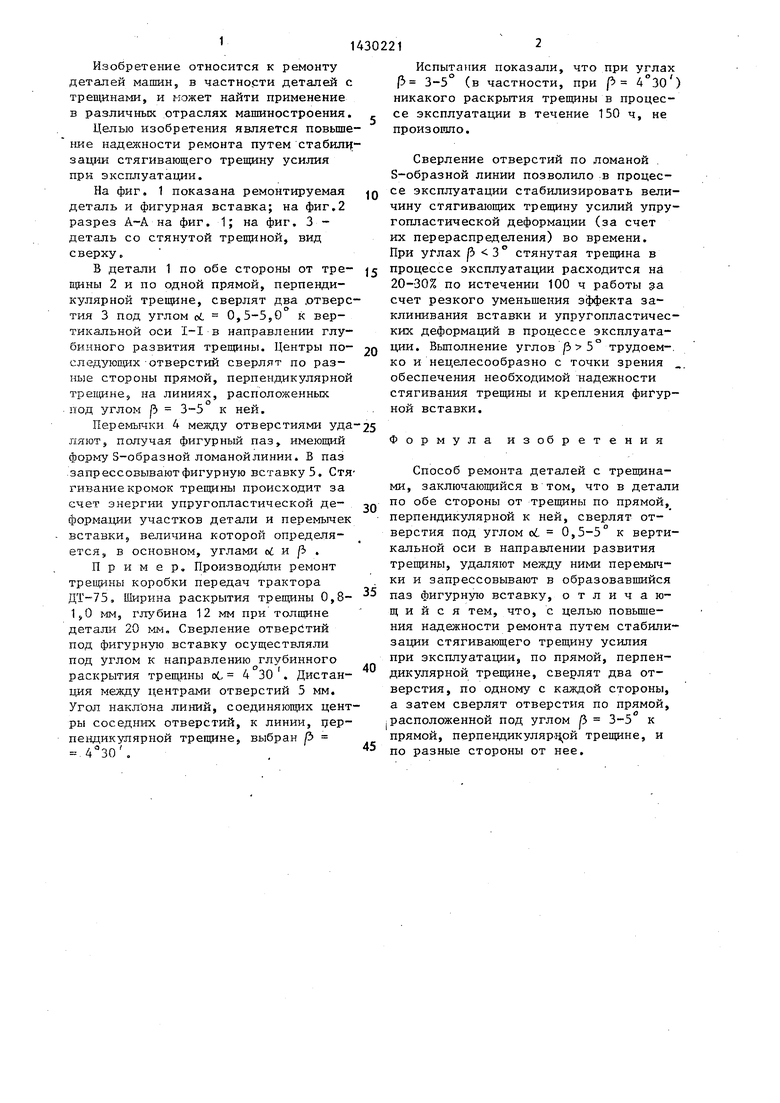
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта деталей с трещинами | 1987 |
|
SU1500459A2 |
| Способ ремонта чугунных деталей с трещинами | 1981 |
|
SU1303352A1 |
| Способ ремонта чугунных деталей с трещинами | 1989 |
|
SU1708569A2 |
| Способ восстановления работоспособности деталей с усталостными трещинами | 1986 |
|
SU1368153A1 |
| Способ ремонта литых деталей с трещинами с помощью фигурных вставок | 1981 |
|
SU1060387A1 |
| Способ ремонта деталей с трещинами | 1978 |
|
SU664810A1 |
| Способ ремонта литых деталей с трещинами | 1990 |
|
SU1766641A1 |
| Вставка фигурная для запрессовки при ремонте трещин в деталях | 1977 |
|
SU725861A1 |
| Способ ремонта корпусных деталей с трещинами | 1991 |
|
SU1784431A1 |
| Способ ремонта деталей с трещинами | 1985 |
|
SU1329940A1 |
Изобретение относится к способам ремонта деталей с трещинами и м.б. использовано в различных отраслях машиностроения. Цель - повьшение надежности ремонта. В детали до обе стороны от трещины под углом ct 0,5-5 к вертикальной линии в направлении глубинного развития трепщ- ны сверлят ряд отверстий. Удаляют пе- ремыуки между ними. В образовавшийся паз запрессовывают фигурную вставку, причем первая пара отверстий расположена на одной прямой перпендикулярно трещине. Центры последующих отверстий сверлят по разные стороны от указанной прямой на линиях, расположенных под углом 3-5 к линии, ео единяющей предыдущие два отверстия. Сверление отверстий по ломаной линии позволяет в процессе эксплуатахщи стабилизировать величину стягивающих трещину усилий упругопластической деформаций. 3 ил. S (Л С
gjiis.2
дзиг
| Способ ремонта деталей с трещинами | 1978 |
|
SU664810A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
