Изобретение относится к ремонту деталей машин, в частности деталей с трещинами, и может найти применение в различных отраслях машиностроения.
Целью изобретения является повышение надежности ремонта путем стабилизации при эксплуатации стягивающего трещину усилия,
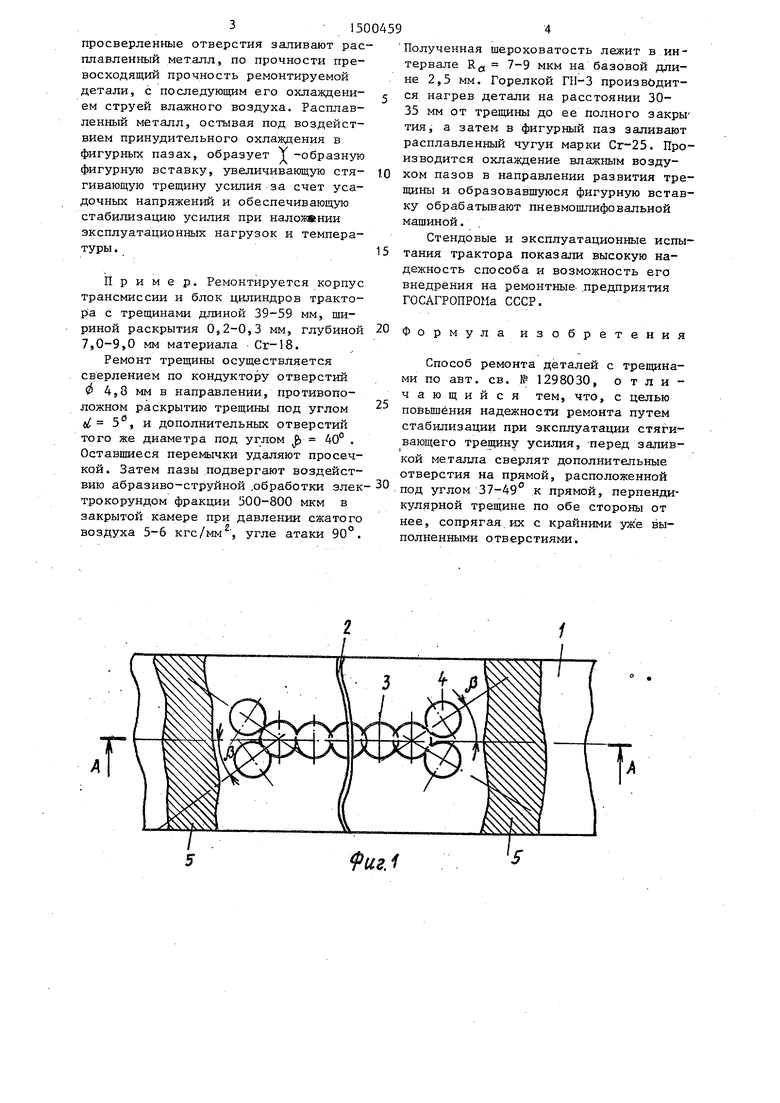
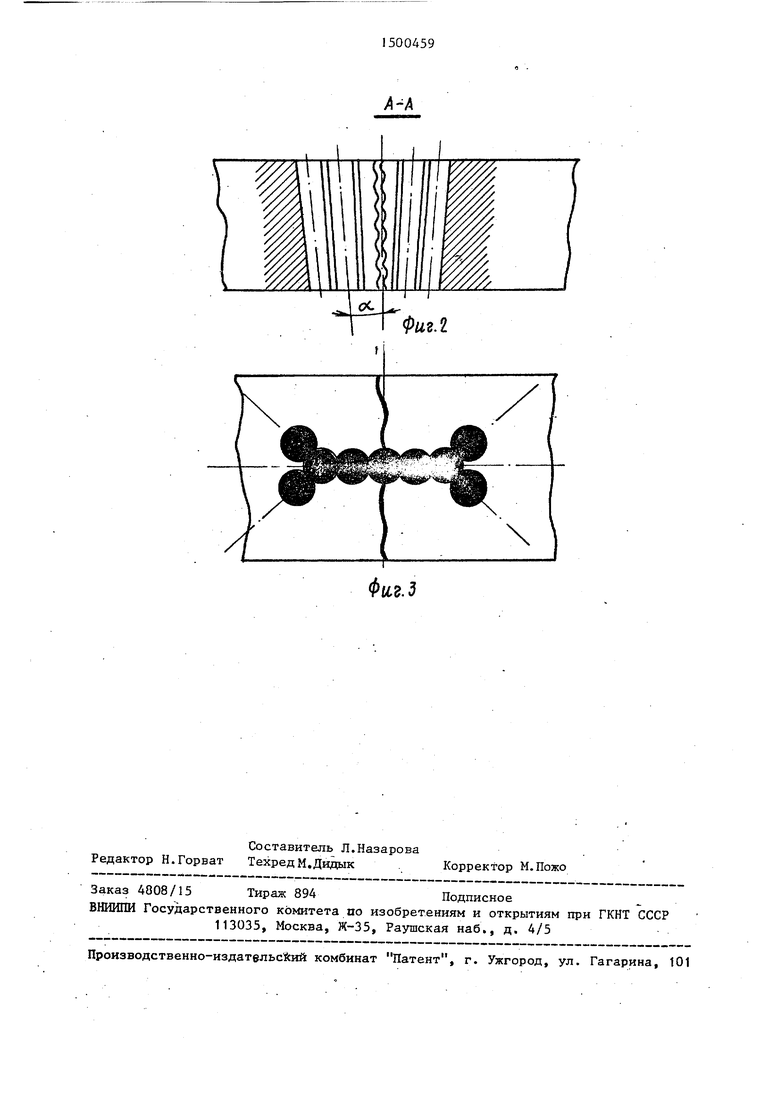
На фиг.1 показана деталь с трещиной и засверленными отверстиями; на фиг.2 - разрез А-А на фиг.1; на фиг.З - деталь с трещиной и отверс- тиями после созда1шя напряжений и запивки расплавленным металлом.
В детали 1 по обе стороны трещины 2 и по одной прямой, перпендикулярной к ней, сверлят ряд отверстий 3 под углом 0 0,5-5° к вертикальной оси в направлении, противоположном направлению развития трещин. Дополнительные отверстия 4 сверлят по обе стороны вьш1еуказанной прямой на линиях, расположенных под углом i 37-49 к ней. Перемычки между указанными отверстиями удаляют, получается фигурный паз. По обе стороны трещины путем нагрева горелкой зон 5 создаются напряжения, смыкающие границы трещины с некоторым усилием. В
СД
О
о
4 01
с
N)
3 150 просверленные отверстия заливают расплавленный металл, по прочности превосходящий прочность ремонтируемой детали, с последующим его охлаждени- ем струей влажного воздуха. Расплавленный металл, остывая под воздействием принудительного охлаждения в фигурных пазах, образует -образную фигурную вставку, увеличивающую стя- гивающую трещину усилия за счет усадочных напряжений и обеспечивающую стабилизацию усилия при наложении эксплуатационных нагрузок и температуры .
Пример. Ремонтируется корпус трансмиссии и блок цилиндров тракто- р а с трещинами длиной 39-59 мм, щи- риной раскрытия 0,2-0,3 мм, глубиной 7,0-9,0 мм материала Сг-18.
Ремонт трещины осуществляется сверлением по кондуктору отверстий Ф 4,8 мм в направлении, противоположном раскрытию трещины под углом d 5, и дополнительных отверстий того же диаметра под углом 40. Оставпшеся перемычки удаляют просечкой. Затем пазы подвергают воздействию абразиво-струйной .обработки злек трокорундом фракции 500-800 мкм в закрытой камере при давлении сжатого воздуха 5-6 кгс/мм , угле атаки 90°.
и
4
Полученная шероховатость лежит в интервале RCI 7-9 мкм на базовой длине 2,5 мм. Горелкой П1-3 производится нагрев детали на расстоянии 30- 35 мм от трещины до ее полного закрытия, а затем в фигурный паз заливают расплавленный чугун марки Сг-25. Производится охлаждение влажным воздухом пазов в направлении развития трещины и образовавщуюся фигурную вставку обрабатывают пневмощлифовальной мащиной.
Стендовые и эксплуатационные испытания трактора показали высокую надежность способа и возможность его внедрения на ремонтные- предприятия ГОСАГРОПРОМа СССР.
30
20 Формула изобретения
Способ ремонта деталей с трещинами по авт. св. № 1298030, о т л и
чающийся тем, что, с целью повьшёния надежности ремонта путем стабилизации при эксплуатации стягивающего трещину усилия, -перед заливкой металла сверлят дополнительные отверстия на прямой, расположенной под углом 37-49 к прямой, перпендикулярной трещине по обе стороны от нее, сопрягая, их с крайними уж е выполненными отверстиями.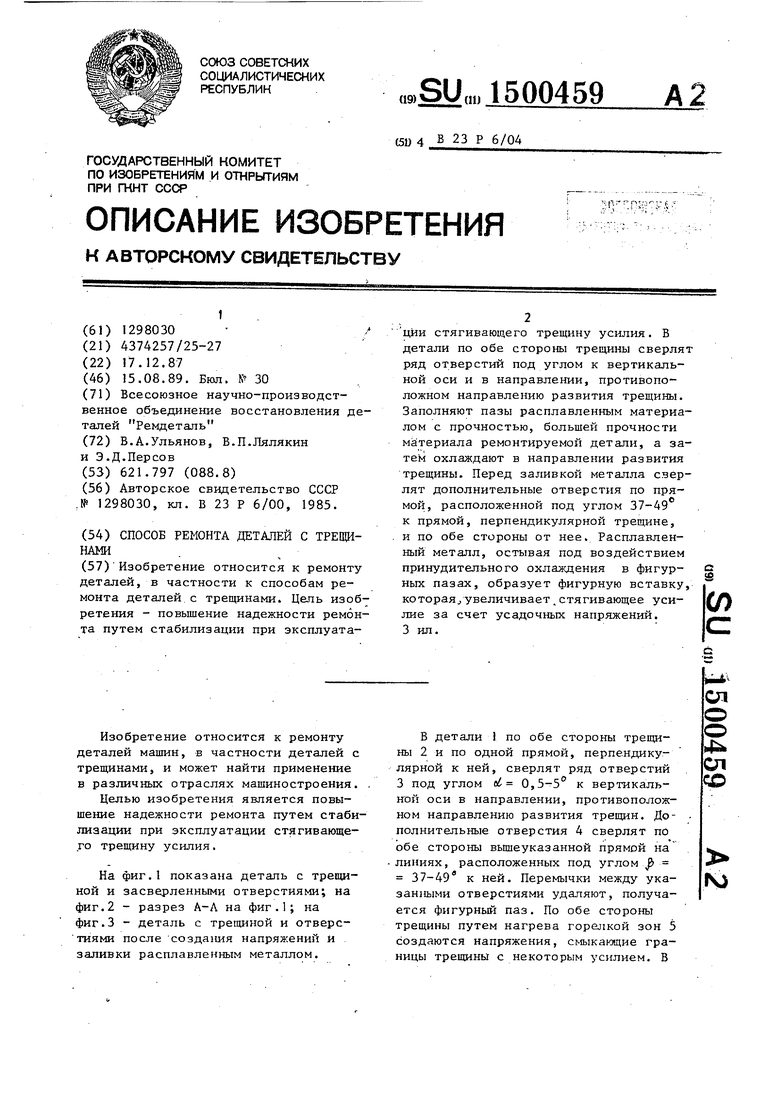
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта деталей с трещинами | 1985 |
|
SU1298030A1 |
| Способ ремонта деталей с трещинами | 1987 |
|
SU1430221A1 |
| Способ ремонта литых деталей с трещинами | 1990 |
|
SU1766641A1 |
| Способ ремонта чугунных деталей с трещинами | 1989 |
|
SU1708569A2 |
| Способ ремонта чугунных деталей с трещинами | 1981 |
|
SU1303352A1 |
| Фигурная вставка для запрессовки при ремонте трещин в деталях | 1989 |
|
SU1660922A1 |
| Способ ремонта литых деталей с трещинами с помощью фигурных вставок | 1981 |
|
SU1060387A1 |
| Способ ремонта корпусных деталей с трещинами | 1991 |
|
SU1784431A1 |
| Способ ремонта деталей с трещинами | 1978 |
|
SU664810A1 |
| Фигурная вставка для ремонта деталей с трещинами | 1981 |
|
SU1009688A1 |
Изобретение относится к ремонту деталей , в частности, к способам ремонта деталей с трещинами. Цель изобретения - повышение надежности ремонта путем стабилизации при эксплуатации стягивающего трещину усилия. В детали по обе стороны трещины сверлят ряд отверстий под углом к вертикальной оси и в направлении, противоположном направлению развития трещины. Заполняют пазы расплавленным материалом с прочностью, большей прочности материала ремонтируемой детали, а затем охлаждают в направлении развития трещины. Перед заливкой металла сверлят дополнительные отверстия по прямой, расположенной под углом 37-49° к прямой, перпендикулярной трещине, и по обе стороны от нее. Расплавленный металл, остывая под воздействием принудительного охлаждения в фигурных пазах, образует фигурную вставку, которая увеличивает стягивающее усилие за счет усадочных напряжений. 3 ил.
fuB.
Фиг.з
| Способ ремонта деталей с трещинами | 1985 |
|
SU1298030A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
