Изобретение относится к ремонтному производству и может быть использовано при ремонте чугунных деталей с трещинами.
Цель изобретения - повьпиение ка- ,чества ремонта за счет увеличения надежности стягивания трещины v.
На чертеже изображены ремонтируемая деталь и фигурная вставка.
Способ осуществляют следующим образом,.
В детали 1 по обе стороны от трещины 2 и по одной прямой, перпендикулярной трещине сверлят ряд отверс тий 3, Перемычки 4 между отверстиями удаляют., в результате чего получают фигурный паз,
В образовавшийся па;з запрессовывают фигурную вставку 5 в виде цилиндров 6, соединенных между собой перемьмками 7, при этом оси. отверстий смещены от осей соответствующих им цилиндров в направлении от трещины на величину, которую опре
л1.
I (2п - 1),
где
л1.
деляют из соотношения
1, Способ ремонта чугунных деталей с трещинами, заключающийся в том, (ЧТО в детали по обе стороны от тре- П1ИНЫ и по одной прямой, перпендику- .лярной трещине, выполняют отверстия, удаляют между ними перемычки и запрессовывают в образовавшийся паз фигурную вставку в виде соединенных 35 перемычками цилиндров, при этом отверстия в детали выполняют со смещением их осей относительно осей соответствующих им цилиндров в направлеL - величина смещения,мм; К 0,1-0,3 - коэффициент смещения,мм; п - порядковый номер сопряжения цилиндр-отверстие, начиная от трещины,. В результате запрессовки обеспечивается равномерное распределение напряжений по всей длине вставки и паза, т,е, в этом случае работают
все цилиндры и перемычки вставки, соз- нии от трещины, отли чающийс я тем, что, с целью повьш1ения кад авая более высокие усилия сжатия трещины бех разрушения материала.
Вставка может быть выполнена с цилиндрами, высота которых изменяется в направлении от трещины, в результате чего упрощается запрессовка удаленных от центра вставки цилиндров.
Пример , В головке цилиндров двигателя СМД-14 обнаружена трещина в перемычках между клапанными гнездами. Ширина трещины равна 0,2 мм, а глубина проникновения в тело детали 15 мм. Трещину стягивали фигурной вставкой, состоящей из шести
40
чества ремонта, величину смещения оси отверстия относительно оси цилиндра определяют из соотношения
45
б1
- I (2п-1),
где
ь1,
- величина смещения, мм; ,1-0,3 - коэффчциент смещения,мм; п - порядковый номер сопря- 50жения цилиндр-отверстие,
начиная от трещины, 2, Способ поп,1, отличающийся тем, что вставку вьшолня- ют с цилиндр.ами, высота которых yi eHbцилиндров диаметром 3,5 мм, соединен-55 шается в направлении от трещины.
ВНИИПИ Заказ 1253/16 Тираж 976
Произв.-полигр. пр-тие, г, Ужгород, ул. Проектная, 4
ных между собой перемычками толщиной 1,8 мм. Межосевое расстояние меткду цилиндрами вставки 4,00 мм, а высота вставки 10 мм. Вставку запрессовали в подготовленньй предварительно в детали паз,, расположенный поперек трещины и выполненный из щести отверстий, соединенных межд,у собой пропилом шириной 1,8 мм. Расстояние между осями отверстий равно 4,2 мм, В процессе запрессовки вставки в паз края трещины надежно стянуты между собой за счет последовательного увеличения разности межцентровых расстояний отверстиями паза и цилиндрами вставки.
Головка цилиндров проверена на гидравлическую плотность при давлении жидкости до 4 атм и установлена на двигатель, который прошел обкаточные испытания и установлен для работы в производственных условиях ,
Формула изобретения
-
40
чества ремонта, величину смещения оси отверстия относительно оси цилиндра определяют из соотношения
45
б1
- I (2п-1),
где
ь1,
- величина смещения, мм; ,1-0,3 - коэффчциент смещения,мм; п - порядковый номер сопря- 0жения цилиндр-отверстие,
начиная от трещины, 2, Способ поп,1, отличающийся тем, что вставку вьшолня- ют с цилиндр.ами, высота которых yi eHbПодписное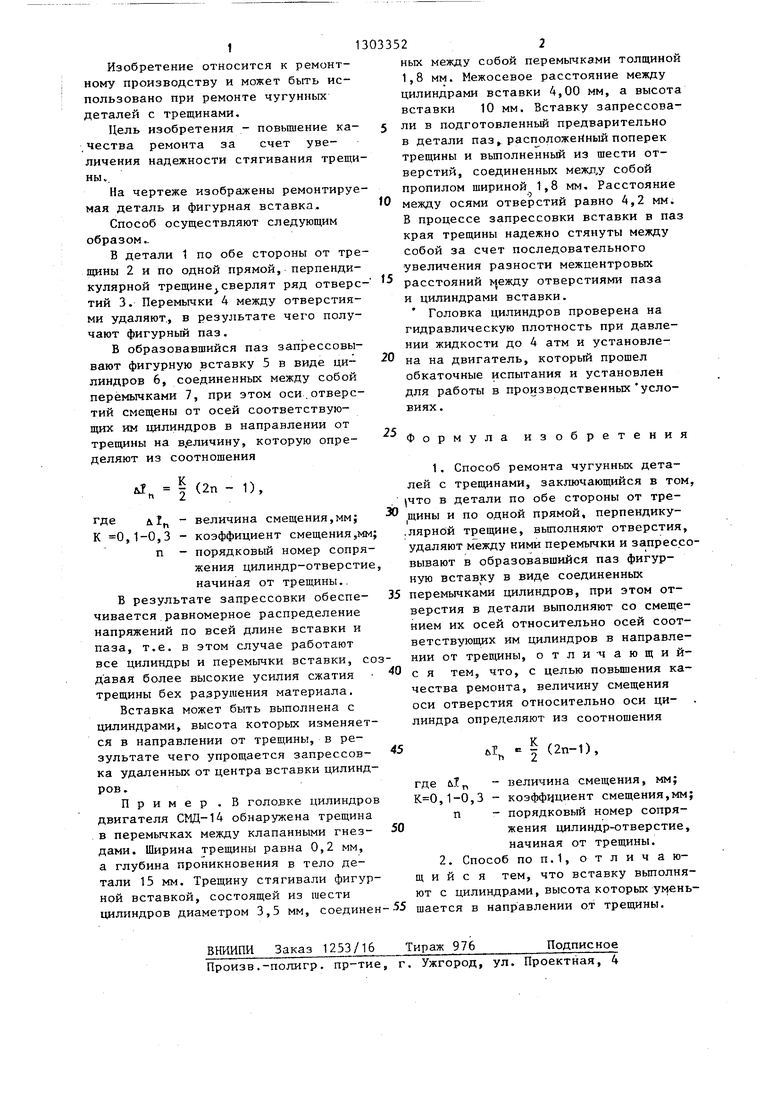
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта чугунных деталей с трещинами | 1989 |
|
SU1708569A2 |
| Способ ремонта литых деталей с трещинами | 1990 |
|
SU1766641A1 |
| Способ ремонта литых деталей с трещинами с помощью фигурных вставок | 1981 |
|
SU1060387A1 |
| Фигурная вставка для ремонта деталей с трещинами | 1981 |
|
SU1009688A1 |
| Фигурная вставка для запрессовки при ремонте трещин в деталях | 1988 |
|
SU1540998A2 |
| Фигурная вставка для запрессовки при ремонте трещин в деталях | 1989 |
|
SU1660922A1 |
| ФИГУРНАЯ ВСТАВКА ДЛЯ РЕМОНТА ДЕТАЛЕЙ С ТРЕЩИНАМИ | 1991 |
|
RU2015865C1 |
| Способ ремонта деталей с трещинами | 1985 |
|
SU1329940A1 |
| Способ ремонта изделий с трещинами | 1990 |
|
SU1756091A1 |
| Способ ремонта изделий с трещинами | 1989 |
|
SU1660921A1 |
Изобретение относится к области ремонтного производства и может быть использовано при ремонте чугунных деталей с трещинами. Целью настоящего изобретения является повышения качества ремонта деталей. Для этого в детали 1 по обе стороны от трещины 2 и по одной прямой сверлят несколько отверстий 3, между которыми удаляют перемычки 4. В образовавшийся фигурный паз запрессовывают фигурную вставку 5, представляющую собой цилиндры 6, соединенные перемычками 7.. Отверстия 3 выполняют со смещением их осей относительно осей соответствующих им цилиндров встав-, ки в направлении от трепщны на величину л К-(2п-1)/2, где К-коэффициент смещения, К О,1 - 0,3 мм; п - порядковый номер сопряжения, начиная от трещины. В процессе запрессовки вставки края трещины надежно стягиваются за счет последовательного увеличения разности межцентровых расстояний между отверстиями паза и цилиндрами вставки. 1 з.п. ф-лы, 1 ил. с fS (Л со о оо ОО О1 го
| Техника в сельском хозяйстве, 1981, № 3, с | |||
| Зубчатое колесо со сменным зубчатым ободом | 1922 |
|
SU43A1 |
