(Л
u
кл
te
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полого бескаркасного якоря с многослойной обмоткой | 1985 |
|
SU1275667A1 |
| Способ изготовления полого бескаркасного якоря электрической машины | 1983 |
|
SU1176420A1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1980 |
|
SU936247A1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1985 |
|
SU1309098A1 |
| СПОСОБ НАМОТКИ БЕСКАРКАСНЫХ ЯКОРЕЙ ЭЛЕКТРИЧЕСКИХ МАШИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2112296C1 |
| Способ изготовления обмотки полого якоря | 1986 |
|
SU1379888A1 |
| Способ изготовления обмотки дискового якоря электрической машины | 1984 |
|
SU1262643A1 |
| Устройство для намотки магнитопроводов электрических машин | 1982 |
|
SU1175006A1 |
| Способ изготовления многослойной обмотки для беспазовых якорей | 1982 |
|
SU1086506A1 |
| БЕСПАЗОВЫЙ СТАТОР МАГНИТОЭЛЕКТРИЧЕСКОЙ ОБРАЩЕННОЙ МАШИНЫ И СПОСОБ УКЛАДКИ НА НЕГО ОДНОСЛОЙНОЙ ТРЕХФАЗНОЙ ОБМОТКИ | 2006 |
|
RU2328801C1 |
Изобретение относится к электромашиностроению и может быть использовано при изготовлении электрических машин с полым якорем. Целью изобретения является улучшение качес,тва за счет уменьшения лобовых частей обмотки. При намотке первого ряда в несколько слоев наматьшают провод 1 на оправку 2 и поддерживающую нить 3 с ее смещением в каждом последующем слое вдоль оси якоря по его наружному диаметру на шаг, равный или превышающий диаметр поддерживающей нити. После изготовления первого ряда начинают обмотку слоев второго ряда, при этом поддерживающую нить каждого последующего слоя укладывают между соседними слоями предыдущего ряда. 2 ил.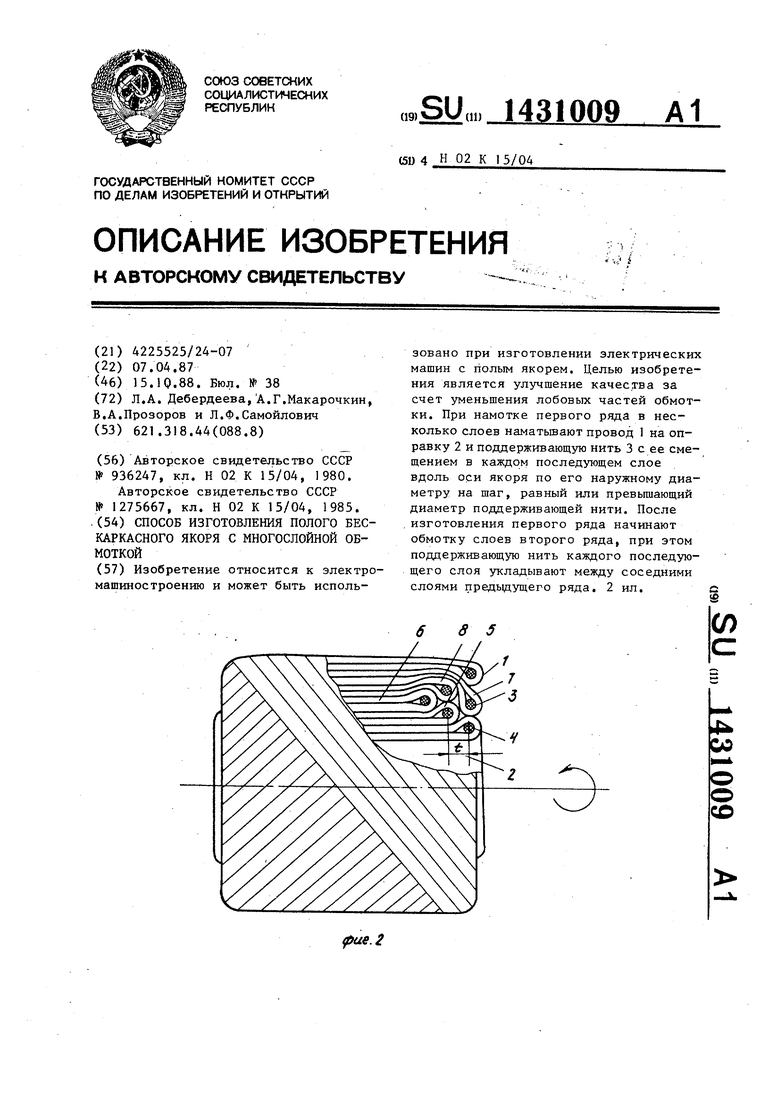
s.2
Изобретение относится к электромашиностроению и может быть использовано при изготовлении электри геских машин с полым якорем.
Цель изобретения - улучшение качества за счет уменьшения лобовых частей обмотки якоря.
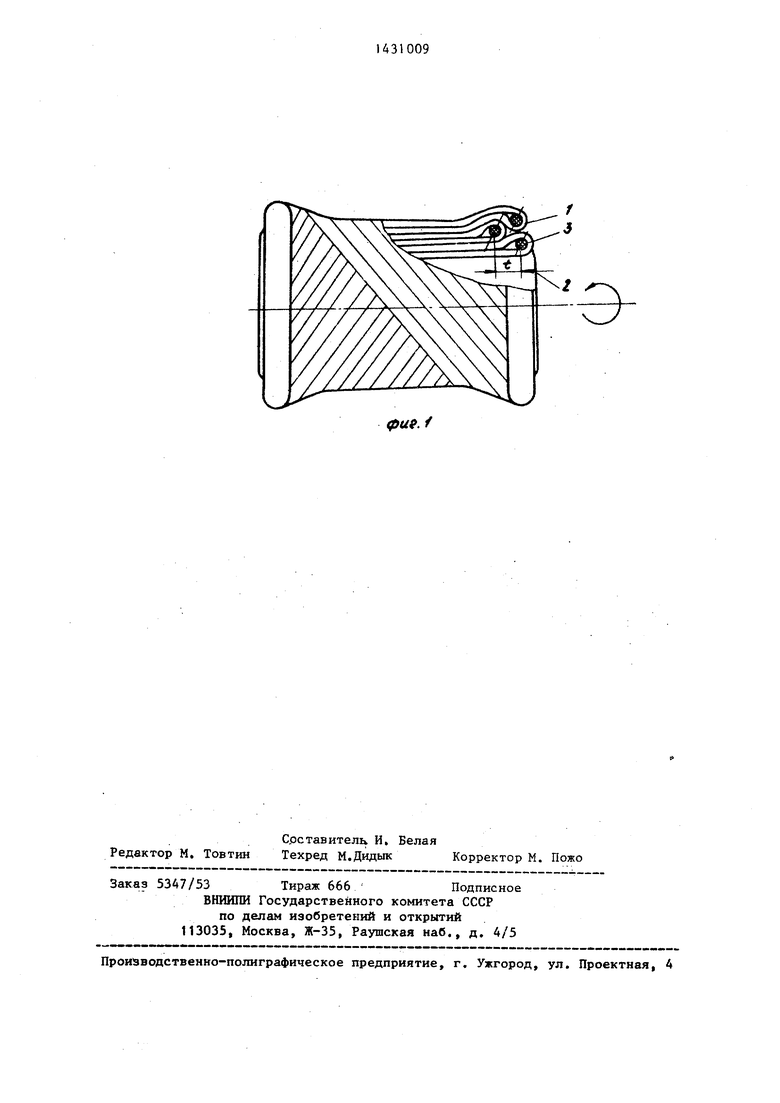
На фиг. 1 показан полый якорь, изготовленный при смещении поддерживаю- щей нити по наружному диаметру при намотке первого ряда в 2 слоя; на фиг. 2 - полый якорь, изготовленный при смещении поддерживающей нити по наружному диаметру при намотке пер- вого ряда в 3 слоя.
В процессе изготовления полого бескаркасного якоря с многослойной обмоткой при намотке первого ряда в п слоев (фиг. I, п 2, фиг. 2 п 3) провод 1 наматьшают на оправку 2 и поддерживающую нить 3 (образуют первый слой 4) с ее смещением каждого последующего слоя 5 и 6 (фиг. 2) вдоль оси по его наружному диаметру на шаг t, равный диаметру поддерживающей нити 3 или иревьщ1ающей его. При намотке второго ряда поддерживающую нить каждого слоя укладьша- ют между соседними слоями предыдущего
ряда, причем число слоев во втором ряду равно п - 1, так п - 1 (фиг. 1) и п - 1 2 (фиг. 2).
Слой 7 второго ряда уложен между слоями 4 и 5, а слой 8 между слоями 5 и 6 первого ряда.
Таким образом, при намотке первого ряда в 2 слоя образуется 2-й ряд в 1 слой (фиг. 1), а при намотке первого ряда в 3 слоя образуется 3 ряда в 3,2 и 1 слой (фиг. 2). Сдвигом . поддерживакнцей нити относительно преQ
Q 5
0
5
дьдущего ряда достигается укладка нити в шахматном порядке.
Этим самым достигается наиболее рациональная и компактная укладка поддерживающей нити.
При этом достигается уплотнение и фиксация нижележащего слоя без смещения проводников и их обрыва.
После или в процессе укладки обмотки производят капсулирование цементирующим составом и термообработку.
Способ позволяет повысить качество изготовления, за счет уменьшения лобовых частей обмотки и, соответственно, увеличения активной части, что, в конечном счете, положительно ска- зьшается на выходные характеристики электрической мащины; за счет увеличения плотности и точности укладки проводников без их смещений и об- рьюов, что значительно сокращает брак при технологическом процессе изготовления якоря.
Формула изобретения
Способ изготовления полого бескаркасного якоря с многослойной обмоткой, по которому наматьшают провод первого ряда обмотки на оправку и поддерживающую нить со смеР1ением каждого последующего слоя вдоль оси якоря по наружному диаметру на шаг, . равный или превьппающий диаметр нити, фиксируют обмотку и термообраба- тьшают, .отл и чающийся тем, что, с целью улучшения качества обмотки путем уменьшения лобовых частей обмотки, при намотке следующего ряда поддерживающую нить каждого слоя укладьшают между соседними слоями предьщущего ряда.
0U9.f
| Устройство для намотки бескаркасных якорей электрических машин | 1980 |
|
SU936247A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления полого бескаркасного якоря с многослойной обмоткой | 1985 |
|
SU1275667A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
