Изобретение относится к технологии электромашиностроения и может быть использовано в приборостроении и электротехнической промьшшенности при формовании обмоток, преимущест- венно при изготовлении электрических машин с полым якорем«
Целью изобретения является улучшение качества за счет ликвидации смещения и обрыва проводников и повышение производительности.
На чертеже дана схема реализации способа
На оправку 1 устанавливают обмотку 2 с валом 3 и коллектором 4. На оправку 1 можно непосредственно производить намотку обмотки и в этом случае она выполняет функцию намоточной оснасткир
Формующий элемент 5, выполненный из материала с высоким температурным коэффициентом линейного расширения (ТКЛР), нагревают. При нагревании формующий элемент 5 расширяется и его свободно устанавливают на обмотку 2. Затем формующий элемент 5 охлаждают до комнатной температуры и он принимает первоначальные размеры. Для получения эффекта давления на обмотку при комнатной температуре внутренний диаметр элемента 5 выполняют меньше наружного диаметра обмотки 2. Для усиления эффекта давления формующий элемент 5 охлаждают до минусовых значений температур. После охлаждения формующий элемент 5 с обмоткой 2 на оправке 1 .- ют в металлический корпус 6 и производят нагрев до температуры, не пре- вьппающей класс нагревостойкости обмоточного провода. Происходит формирование обмотки под действием температуры и давления. После формования производят все операции в обратном порядке.
Обмотка 2 после извлечения из формующей оснастки сохраняет свои геометрические формы и размеры. Явления распушения обмотки, механические повреждения и обрыв проводников отсутствуют.
П р и м е р о Формуют многорядную распушенную обмотку полого бескаркасного якоря с внутренним диаметром 17,4 мм и длиной 21 мм.
Формующий элемент из фторопласта Ф-4Д нагревают до в течение 0,25tO,1 ч в термостате. Сразу после извлечения из термостата в формующий элемент устанавливают якорь с намоточной оправкой. Затем производят охлаждение до комнатной температуры. Формующий элемент с якорем и намоточной оправкой устанавливают в металлический стакан и нагревают в термостате при 130+-10 С в течение
,1 ч. После извлечения из термостата и охлаждения до 25±10°С металлический стакан снимают. Формующий элемент с якорем и намоточной оправкой помещают в термостат и вьщерживают при 130-t10°C в течение 0,24- i:0,1 ч
Затем извлекают из термостата и сразу снимают формующий элемент.
Использование предложенного изоб-
ретения улучшает качество формуемых обмоток, так как исключается распу- шение обмотки, механические повреждения и обрывы. Кроме того, увеличивается производительность за счет
исключения операции приложения давления с помощью специального оборудования.
Формула изобретения
Способ изготовления обмотки полого якоря, включающий формование обмотки путем установки на обмотки формующего элемента, выполненного из материала с высоким температурным коэффициентом линейного расширения, размещения их в металлическом корпусе, нагревания с последующим охлаждением и снятия металлического корпуса, отличающийся тем, что, с целью улучшения качества за счет ликвидации смещения и обрыва проводников и повышения производи- ..: тельности, перед установкой формующего элемента на обмотку его нагревают, после установки охлаждают для предварительного отжима обмотки, а после снятия металлического корпуса его вновь нагревают для снятия с обмотки.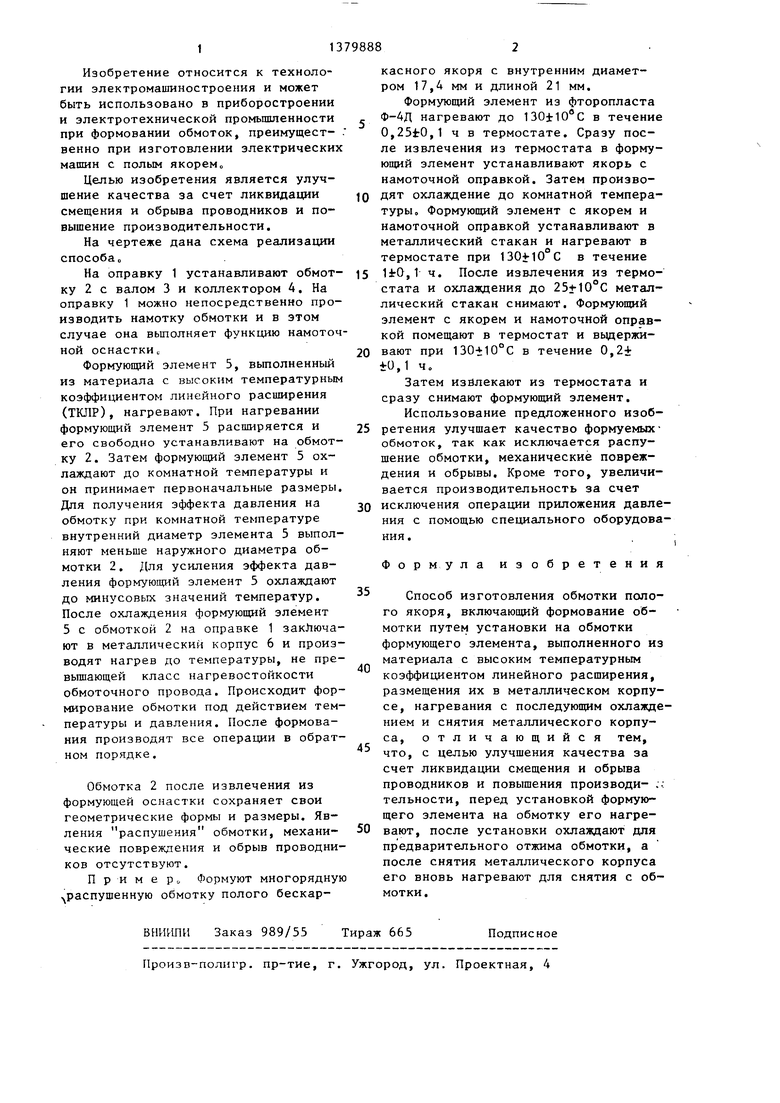
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полого якоря электрической машины | 1987 |
|
SU1417120A1 |
| Способ изготовления обмотки полого якоря электрической машины | 1985 |
|
SU1312690A1 |
| Способ изготовления полого бескаркасного якоря электрической машины | 1983 |
|
SU1176420A1 |
| Способ изготовления полого бескаркасного якоря с многослойной обмоткой | 1985 |
|
SU1275667A1 |
| Способ формования лобовых частей всыпной обмотки электрической машины | 1983 |
|
SU1091277A1 |
| Устройство для намотки бескаркасных якорей электрических машин | 1980 |
|
SU936247A1 |
| СПОСОБ ФОРМОВКИ АКТИВНОЙ ЧАСТИ ОБМОТОЧНОГО ПОЯСА БЕСПАЗОВОГО ЯКОРЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2328815C1 |
| ВРАЩАЮЩАЯСЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2012 |
|
RU2608080C2 |
| Способ изготовления обмотки полого цилиндрического якоря | 1977 |
|
SU743121A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ОБМОТОКГ" | 1973 |
|
SU370696A1 |
Изобретение относится к технологии электромашиностроения и может быть использовано в приборостроении и электротехнической промьшшен ности при формовании обмоток, преимущественно при изготовлении электрических машин с полым якорем. Целью изобретения является улучшение качества за счет ликвидации смещения и обрыва проводников и повьппение производительности. Для этого перед установкой на обмотку 2 формующего элемента 5, выполненного из материала с высоким температурным коэффициентом линейного расширения, его нагревают, он расширяется и свободно устанавливается на обмотку. Затем формующий элемент охлаждают и он, принимая первоначальные размеры, предварительно обжимает обмотку. После этого формующий элемент с обмоткой на оп- , равке 1 заключают в металлический корпус 6 и производят нагрев до температуры, не превьш1ающей класс на- гревостойкости обмоточного провода, осуществляя формование обмотки давлением формукнцего элемента под действием металлического корпуса на обмотку о 1 ил. J i (Л 00 со сх 00 00
| Способ формования лобовых частей всыпной обмотки электрической машины | 1983 |
|
SU1091277A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления обмотки полого якоря электрической машины | 1985 |
|
SU1312690A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
