:А9
00
со
С
Изобретение относится к прокатному производству и может быть использовано при изготовлении горячекатаных rjanoc на непрерывных широкополосных Станах,
Цель изобретения - прямая горячая прокатка от маитны непрерывного литья заготовки путем исключения промежуточного подогрева слябов перед про- катным станом.
На чертеже изображены наложенные 11(оперечные сечения предлагаемого ({сплошные линии) и известного слябов (штрих-пунктирные линии),
Предлагаемый сляб имеет широкие Стороны 1 и узкие боковые стороны 2, фбразованные полуокружностями, ради- с которьк равен половине высоты се- , а расстояние С между их центра ijc-i равно ширине плоских сторон 1. Прямоугольное сечение известного ляба той же высоты и шириной В, пло- ;адь прикромочных зон А и приращение ло1цади сечения в предлагаемом слябе
за счет увеличения его на tu выделены штриховкой.
В качестве примера конкретного использования предлагаемого изобретения рассмотрим прокатку непрерывно-лито- ifo сляба предлагаемой формы толщиной $ 250 мм.и расстоянием между цент- амн полуокружностей С 855 мм (ширина сляба из сортамента В 1050 мм) ща стане 2000.
При этом устанавливается, что длина и слябов из сортамента Стана выбраны из расчета обеспечения 1| аибольшей производительности при ра 1|Щональной загрузке оборудования и фстаются неизменными при любой форме г оперечного сечения,. nosTONry в качестве компёнса1щи массы отсутствующих Лрикромочных зон в предлагаемом слябе предложено увеличение именно ширины СгЛяба. Абсолютная величина приращения ширины невелика (20-50 мм) и суще- ствуюищй резерв обжимной способности вертикальных клетей НШПС позволяет сравнительно легко обеспечить заданную ширину на выходе из стана путем некоторого увеличения обжатия в этих клетях. Этому способствует также то, что при прокатке сляба с полукруглы- №J боковьЕми гранями в 1щ,ггандрических вертикальных валках процесс деформирования развивается не только вдоль поперечной оси сляба, но и перпендикулярно ей по высоте, заполняя ме1
таллом объем отсутствую цих прикромочных зон. При этом из-за меньшей площади очага деформат и обжатие осуществляется с меньшими усилиями и, следовательно, с меньшими энергозатратами по сравнению со слябом, имею щт прямоугольное сечение; кроме того, здесь ослабляется или вовсе ис- чеаает нежелательный эффект прикро- мочньк наплывов, наблюдающийся при обработке прямоугольных слябов.
Исходя из условия равенства объемов следует равенство площадей соответствующих зон поперечных сечений
А А .(1)
Из чертежа следует
А HR -
А Д.Н ,
R 0,5 Н - это следует из услови сопряжения полуокружностей с прямоугольной частью сечения.
Тогда А 4- Н2 - I 1 Н2 / о
0,107 Н2 0,11 Н2, а из (1) следует
Д- Н 0,214 Н,
откуда
U О,107 Н
или
2й 0,214 Н .
(2)
.„ .
0
5
Так как в результате предлагаемых изменений формы сечения сляба радиус закругления боковых сторон определяется его толщиной (R 0,5Н), то в качестве характерного поперечного размера, с учетом которого производится выбор того или иного типоразмера кристаллизатора из имеющегося парка, принята протяженность его широких граней, т.е. расстояние С между центрами полуокружностей боковых сторон.
Из чертежа с учетом (2) и условия сопряжения сторон сечения следует:
С В - 2R + (О,215-0,22)Н , (3)
где Б - ширина сляба, указанная в
сортаменте стана; R - радиус закругления боковых
сторон сляба; Н - высота сляба.
Границы диапазона третьего члена формулы (3) установлены следующим образом. Если величина третьего члена окажется меньше 0,215 Н, то приращение объема за счет увеличения прямоугольной части сечения недостаточно для компенсации отсутствующего объема прикромочных зон; соответственно масса предлагаемого сляба и, следовательно, производительность стана окажутся меньше установленных величин.
Если же третий член будет меньше 0,22Н, то величина приращения объема окажется больше объема прикромочных зон, и при обжатии на заданную ширину в вертикальных валках смещенный объем металла заполнит прикромочные зоны, образовав прямоугольное сечение, переместится вдоль поперечной оси сляба на глубину очага деформации, а его излишек разместится на поверхности сляба в виде прикромочных утолщений, что, как известно, является нежелательным.
Предложенный диапазон значений третьего члена (0,215-0,22)Н обеспечивает сохранение часовой производительности стана на заданном уровне при прочих условиях и В то же время создает условия для реализации рациональной ТЕХНОЛОГИИ прокатки на предлагаемых слябах, что ведет к достижению положительного эффекта - экономии энергоресурсов за счет исключения, нагрева сляба перед прокаткой при той же массе, что и в известном слябе.
Подставив Н 250 мм, С 855 мм, В 1050 мм в формулу (3): 855 1050 - 20,5«250 + К-250, определяем, что ко;&ффициент К в третьем члене равен Of 22, т.е. его величина ходится в пределах указанного диапазона. Величина приращения площади сечения за счет увеличения протяженности широких сторон составляет А
К Н Н площадь прикромочных
I
зон А. 2(2R2 lirR2) 0,86R2 . При
к э 0,22 А te А, следовательно, масса предлагаемого сляба равна массе прямоугольного сляба, указанного в сортаменте, поэтому часовая производительность стана сохраняется на уровне за- данной; вместе с тем, смещенный объем .металла при прокатке в вертикальных валкаЬс до заданной ширины располагается в объеме прикромочных зон, обра
Q
j 0
«
л
0
зуя сечение, близкое к прямоугольному, без прикромочных напльшов. Таким образом, обработка этого сляба не сопровождается нежелательными эффектами. Соответственно при К i 0,215 производительность стана уменьшается, а при К 0,22 создаются условия для формирования прикромочных напльшов при прокатке в вертикальных валках.
По исходным данным средняя температура по сечению сляба прямоугольной формы размерами 250 « 1050 мм при скорости разливки 0,702 м/мин без дополнительного подогрева в начале прокатки составляет 1100 С; при этом температура центра сечения равна ОЗО С, температура середины широкой грдни равна 950°С, середины узкой (боковой) грани 720 С и температура углов сечения (кромок) не превьш1ает 670 с. При такой температуре кромок применение больших обжатий в первых клетях стана предполагает высокие степени и скорости деформации, которые не обеспечены соответствующим ресурсом пластичности металла в этих областях при указанной температуре. Это затрудняет процесс формообразования, вызьшает разрьшы раската на кромках, увеличивает износ валков.
В предлагаемом слябе острые кром- ки и прилегающие к ним быстроостьгоаю- щие объемы металла отсутствуют, а температура середины боковой полукруглой стороны приблизительно в 1,3 раза выше соответствующей температуры сляба прямоугольной формы и близка к 950°С. Это вытекает из следующих .соображений. Пло1й4ць поверхности теп- плоотдачи периферийных объемов а, в, с в предлагаемом слябе в 1,3 раза меньше, чем соответствующая площадь а, б, в в слябе прямоугольного сечения. Соответственно количество отданного в атмосферу тепла за одинаковый период времени в предлагаемом слябе в 1,3 раза меньше, чем в прямоугольном. I
Известно , что количество теплоты
в нагретом теле пропорционально разности температур этого тела и окружающей среды. Если предположить, что весь периферийньй объем имеет ту же температуру, что и точка в, а температура воздуха равна ОС, то получим указанное соотношение температур середин боковых сторон сравниваемых ч слябов (1,3) и значение температуры
5U
пйриферййных объемов в предлагаемом сЛябе не ниже 950°С.
При указанной температуре прикро мочных областей сляба, являющейся
наименьшей по его сечению, допустимы интенсивные обжатия как в валках вер тикальяого окалиноломателя, так и в последующих универсальных клетях стана без снижения качества прокаты- в4емой полосы. Это позволяет на частя производимой продукции перейти к П1 огрессивной технологии прямой прокатки, т.е. с использованием толь кй тепла отливки без промежуточного пфдогрева.
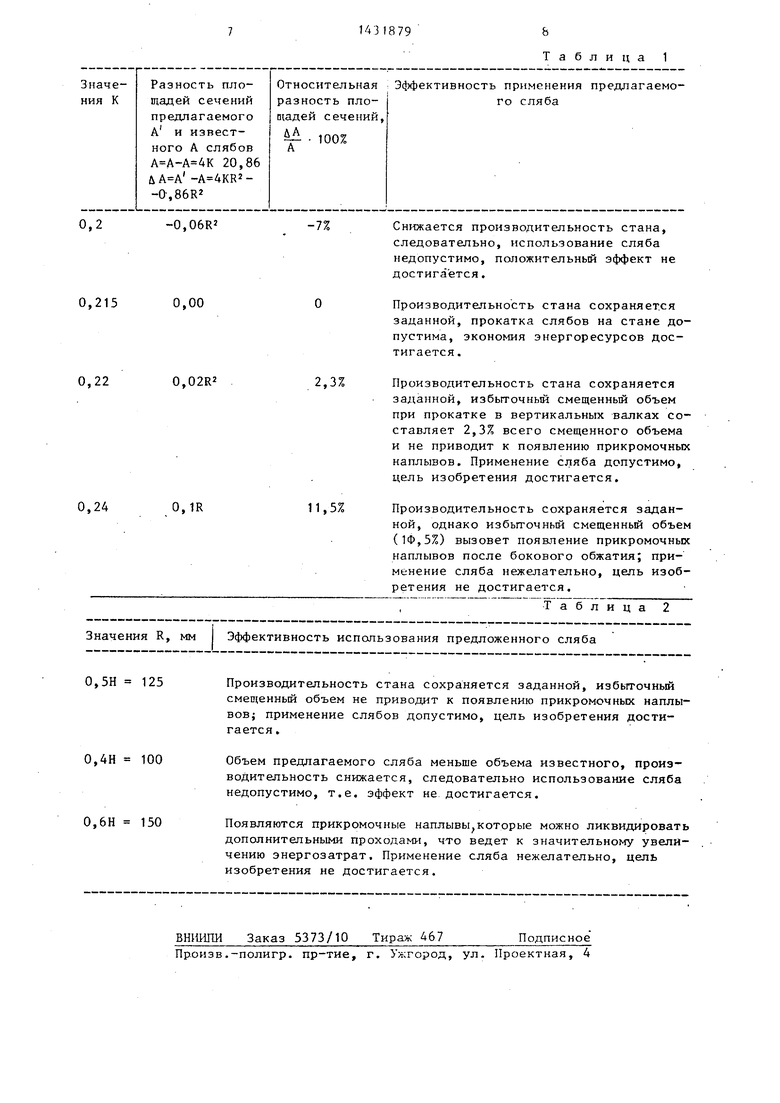
В табл. 1 и 2 показано влияние коэффициента протяженности широких сфорон сляба и радиуса закругления y,iKHx сторон сляба на эффективность его использования.
переходе к производству части продукции методом прямой прокатки.
Формула изобретения
Литой сляб, поперечное сечение которого имеет две противолежащие широкие и соединяющие их две боковые узкие- стороны, от личающий- с я тем, что, с целью прямой горячей прокатки от машины непрерьшного литья заготовок путем исключения промежуточного подогрева слябов перед прокатным станом, пщрокие стороны соединены между собой двумя противолежащими полуокружностями, радиус R ко- TQpjfjx равен половине высоты сляба, а расстояние между их центрами равно
С В - 2R + (0,215-0,22)Н,
| название | год | авторы | номер документа |
|---|---|---|---|
| Литой сляб | 1986 |
|
SU1405911A1 |
| Комплект рабочих валков для широкополосных станов горячей прокатки | 1987 |
|
SU1475747A1 |
| Способ прокатки листов и полос в реверсивной вертикальной клети | 1990 |
|
SU1722625A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2004 |
|
RU2273535C1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| Способ получения толстых листов | 1980 |
|
SU939140A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2343019C1 |
| Прокатный валок вертикальной клети | 1989 |
|
SU1708458A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении горячекатаных полос на непрерывных широкополосных станах. Цель изобретения - прямая горячая прокатка от машины непрерывного литья заготовки путем исключения промежуточного подогрева слябов перед прокатным станом. Сляб имеет широкие стороны, соединенные полуокружностями 2, радиус R которых равен половине высоты сечения, расстояние С между их центрами равно ширине плоских сторон 1. С В - 2R + + (О,215-0,22)Н, где В - ширина сляба из сортамента стана; R - радиус полуокружностей боковых сторон, Н - высота сляба. В предлагаемом слябе : ввиду отсутствия острых кромок отсутствует локальное захолаживание в указанных зонах, что благоприятствует равномерному распределению температуры по сечению, а также положительно сказывается на процессе формообразования, исключая трещины. Это позволяет обеспечить процесс прямой прокатки за счет использования тепла отливки от ее кристаллизации из расплава. Ожидаемый экономический эффект складывается из экономии энергоресурсов, ранее затрачиваемых на промежуточный нагрев слябов перед широкополосным станом. 1 ил., 2 табл. с S (Л
Ожидаемый экономический эффект ot использования предпагаемого изобретения складывается из экономии топ- 25 лива в нагревательных печах НШС при
С - расстояние между центрами
радиусов окружностей, описывающих боковые стороны;
В - ширина сляба;
Н - высота сляба.
Значения К
Разность площадей сечений предлагаемого А и известного А слябов 20,86 Л -A 4KR2- -0 ,86RZ
Т а б л и ц а 1
Относительная Э)фективность применения предлагаемо- разность пло-го сляба
шадей сечений,
ЛА А
100%
0,2
-0,06R
-7%
0,215
0,00
0,22
0,02R2
2,3%
0,24
0,1R
11,5%
Значения R, мм Эффективность использования предложенного сляба
1
0,5Н 125 Производительность стана сохраняется заданной, избыточный
смещенный объем не приводит к появлению прикромочных наплы- BOBJ применение слябов допустимо, цель изобретения достигается .
0,4Н 100 Объем предлагаемого сляба меньше объема известного, производительность снижается, следовательно использование сляба недопустимо, т.е. эффект не достигается.
0,6Н 150 Появляются прикромочные наплывы которые можно ликвидировать дополнительными проходами, что ведет к значительному увеличению энергозатрат. Применение сляба нежелательно, цель изобретения не достигается.
Сн1-1жается производительность стана, следовательно, использование сляба недопустимо, положительный эффект не достигается.
Производительность стана сохраняется заданной, прокатка слябов на стане допустима, экономия энергоресурсов достигается .
Производительность стана сохраняется заданной, избыточньй смещенный объем при прокатке в вертикальных валках составляет 2,3% всего смещенного объема и не приводит к появлению прикромочных наплывов. Применение сляба допустимо, цель изобретения достигается.
Производительность сохраняется заданной, однако избьп-очный смещенный объем (1Ф,5%) вызовет появление прикромочных наплывов после бокового обжатия; применение сляба нежелательно, цель изобретения не достигается.
Таблица 2
| Заявка ФРГ № OS 3225313, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
