/7ережс7 ные a /7cfc/ L/
О ел
со
cfiue.l
Изобретение относится к прокатному |произБОДству и может быть использовано :на широкополосных станах горячей прокатки.
Цель изобретения - увеличение диапазона значений ширины полос, прокатываемых из сляба одной ширины, снижение энер- гозатрат на боковое обжатие при прокатке, повышение производительности машин непрерывного литья слябов.
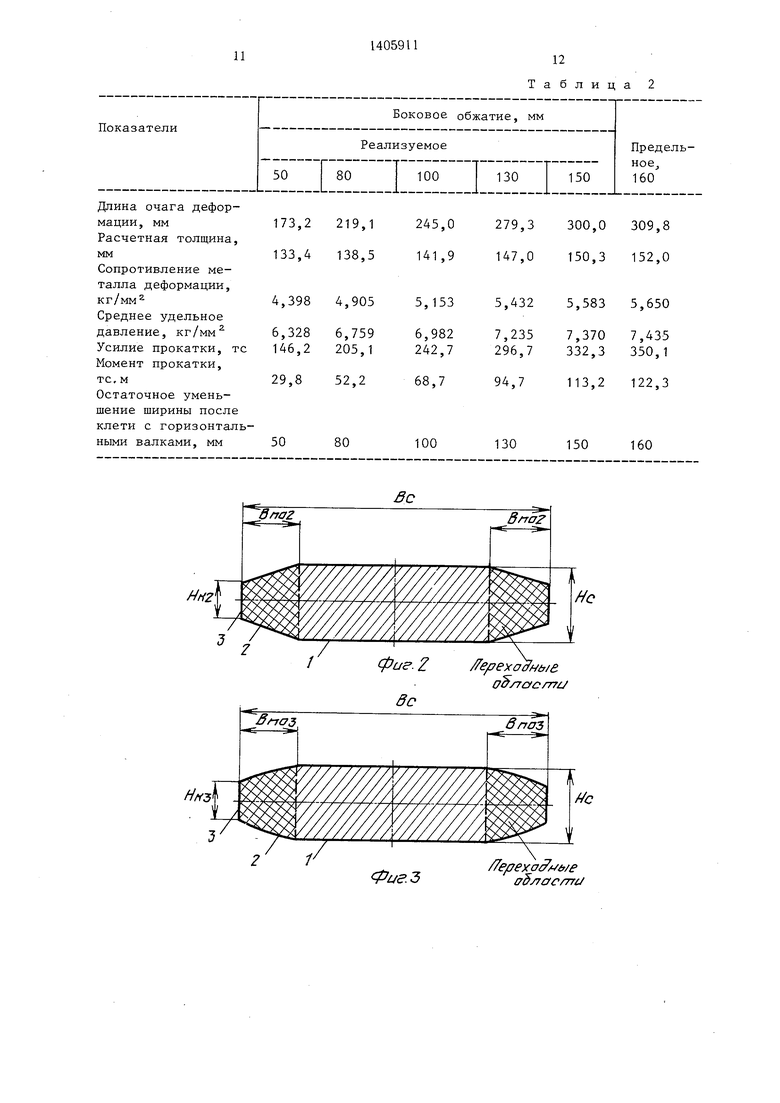
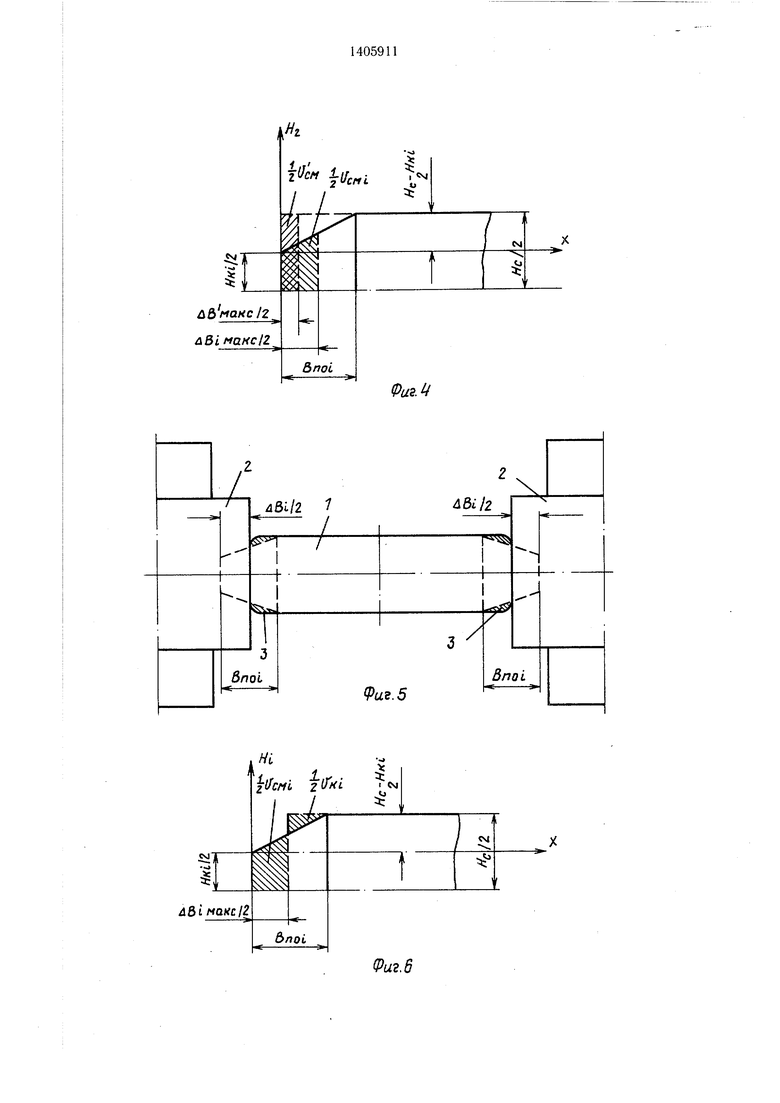
На фиг. 1 схематически изображен предлагаемый сляб с вогнутой формой сечения переходной области; па фиг. 2 - то же, с прямой формой сечения; на фиг. 3 - то же, с выпуклой формой сечения; на фиг. 4 - схема к определению соотпошепий размеров переходных областей, обеспечиваюш,их требуе- мое увеличение предельного бокового об- жатия; на фиг. 5 - схема обжатия сляба в вертикальных валках; на фиг. 6 - схема к определению соотношений размеров переходных областей с учетом особенности формоизменения высоких полос; на фиг. 7-9 - графики для отыскания предпочтительных соотношений размеров переходных областей для каждого варианта поперечного сечепия соответствеппо.
Сляб имеет поперечное сечение в виде вытянутого в горизонтальном направлении восьмиугольника, симметричного относительно показанных ортогональных осей (фиг. 1 - 3). Стороны этого восьмиугольника принадлежат поверхности сляба; сторона 1 - горизонтальной грани; сторона 2 - граничной поверхности переходной области; сторо- на 3 - боковой грани (кромке). Осевые размеры сляба (ширина Вс и толшина Не) следуют из сортамента да)1ного стана, а размеры переходной области (ширина Впо 1,г..з и толндипа на кромке Як 1,2,3 определяются указапными соотношениями. Основной особенностью сляба является получение большего чем на известном слябе бокового обжатия при том же смешенном вертикальными валками объеме. Этот эффект вызван положительным перераспределением сме- шепного объема в результате введения переходных областей, толш.ина которых убывает к боковым граням сляба (фиг. 1-3). Известно, что смещенный объем - важная характеристика пластического формоизме
нения, от которой существенно зависят энергосиловые параметры процесса. Работа и расход эпергии при прокатке пропорциональны смешенному объему и, в свою очередь, однозначно определяют среднее удельное давление и момент прокатки. Следовательно, используя данный сляб, можно, не перегружая клеть с вертикальными валками, увеличить в соответствии с целью изобретения предельное боковое обжатие
Bi.
.
1,2,3 - вариант выполнения переходной области, представлепный на фиг. 1, 2 или 3 соответственно;
, ДВ макс-предельное боковое обжатие предлагаемого и известного слябов соответственно; р,- - коэффициент увеличения предельного бокового обжатия, определяемый из условия
,(2)
где l/cMi, I/CM - смешенный объем (со стороны одного вертикального валка на единицу длины сляба) при боковом обжатии предлагаемого и известного слябов соответственно.
В условии (2) с учетом симметрии сляба имеем (на фиг. 4 сетчатой штриховкой выделена часть смещенного объема, общая для предлагаемого и известного слябов);
LJ Л п ABHatx
у... )dx;(3)
VCM
Е
/
//сАВмакс
(4)
где Hi(x) - функция, описывающая форму верхпей (нижней) границы переходной области в интервале значений х(0, В„о,), причем
г, - Bi макс
B,(
Соотношение (5) означает, что боковое обжатие не выходит за пределы nepexojiibi.x областей.
В качестве необходимой функции в первом варианте (фиг. 1) берут квадратическую зависимость вида
Н/х;
, //с-Я,
(6)
2Вгю 1
во втором варианте (фиг. 2) - линейную зависимость
ад
, я,-я
:2
2S.,
и в третьем варианте (фиг. 3) квадратичную зависимость
Я.(.),
2В п
(7) другую
(8)
Влог
Представленные выражения построены исходя из следуюп1,их грапичных условий;
/УК 1
//,л--0)0; /-/,(, ,)
dH,(x dH.,(x),
--7
dx
.0.
5
Подстави выражения функции (6), (7), (8) в уравнении (3) и (4), проинтегрировав и подставив результаты в условие (2), после элементарных преобразований получаем для переходной области с вогнутой формой поперечного сечения
, 12bf-Bi |
с прямой формой
()p|
4b2-p2
(4b -/;jBi
с выпуклой формой
. 6b,(2b,.
V 6ba(2b,-l) где
/г.
Ht
-это доля, которую составляет толщина на кромке предлагаемого сляба от его толщины д
(13)
/,
А О
ZAD шакс
-ЭТО соотношение между шириной переходной области и предельным боковым обжатием сляба. Из выражения (5) следует, что fc,0,5.
Формулы (9), (10), (11) устанавливают для переходных областей различной формы взаимосвязь соотношений их размеров, включающую предельное боковое обжатие при определенном коэффициенте его увели- чения, т. е. с точки зрения реализации цели изобретения. Если р, 1 (боковое обжатие не увеличивается), все формулы дают hi. Это означает, что толщина на кромке равна толщине сляба, и, следовательно, предлагаемый сляб превращается в известный. Все три величины hi-h, hz и Лз имеют одинаковый предел
11ш/г,/-,
;i4)
fct- i
откуда для конечной переходной области при имеем
/1,. PI
Искомые соотнощения размеров переход
ных областей должны не только позволить увеличить боковое обжатие сляба, но и.учитывать особенность его формоизменения в вертикальных валках как высокой полосы. Переходные области создают дополнительное свободное от металла пространство, при- мыкающее к их верхней и нижней границам (см. фиг. 5, щтриховыми линиями показаны контуры сечения сляба до обжатия). Объем этого свободного пространства должен быть таким, чтобы при обжатии сляба 1 вертикальными валками 2 приконтактные наплывы 3 заполнили его, не выходя за горизонтальные грани сляба. Тогда поперечное сечение стремится к прямоугольному и при последующей прокатке в горизонтальных валках не происходит дополнительного уширения. Следовательно, итоговое влияние бокового обжатия на ширину раската возрастает до 100%, что отвечает цели изобретения.
Количественно условие учета особенности формоизменения высоких полос представлено в виде (см. фиг. 6)
. Ук1 |Усм1(16)
где УК - компенсирующий объем (дополнительное свободное пространство
10
20 25
30
35
40450
55
со стороны одного вертикального валка на единицу длины сляба) для размещения приконтактного наплыва; е - доля смещенного объема, идущая
в приконтактный наплыв. В условии (16) с учетом симметрии сляба имеем
л |мякгftwt
/к1(Яс-Як|)(Впо1-ti -Ч hi(.
t lmiK/2.(7)
Подставив выражения функций (6), (7), (8) в уравнения (3) и (17), проинтегрировав и подставив результаты в условие (16), после элементарных преобразований, получаем: для переходной области с вогнутой формой поперечного сечения
{, 4(4&i-3)-fl- «-46f 46:-3(l-s)-frс пря.мой формой
,(2b,
(2b-2-lY+l()
(18)
(19)
,, fс выпуклой формой
Ч1Ы
(126 -66з+1),(Н)
(20)
Формулы (18-20) устанавливают связь соотношений размеров переходных областей, включающую предельное боковое обжатие, которая учитывает условие создания необходимого компенсирующего объема для размещения приконтактного наплыва. Использование этой связи позволяет увеличить итоговое влияние бокового обжатия на ширину проката и, следовательно, полнее реализовать цель изобретения. При малых боковых обжатиях (отношение средней ширины раската к длине очага деформации 9-12) весь смещенный в вертикальных валках объем металла переходит в приконтактное выпучивание, вытяжка отсутствует и 1. Данная конструкция предусматривает реализацию высоких и сверхвысоких боковых обжатий (указанное отношение составляет 3-6), тогда наряду с выпучиванием развивается и вытяжка и . Для этого случая величину I приближенно характеризуют как отношение дополнительного уширения раската при прокатке в горизонтальных валках, которое полностью происходит в результате обжатия зон приконтактного выпучивания, к предшествующему обжатию в вертикальных валках. Расчетный анализ определяет оценку требуемой величины | 0,3.
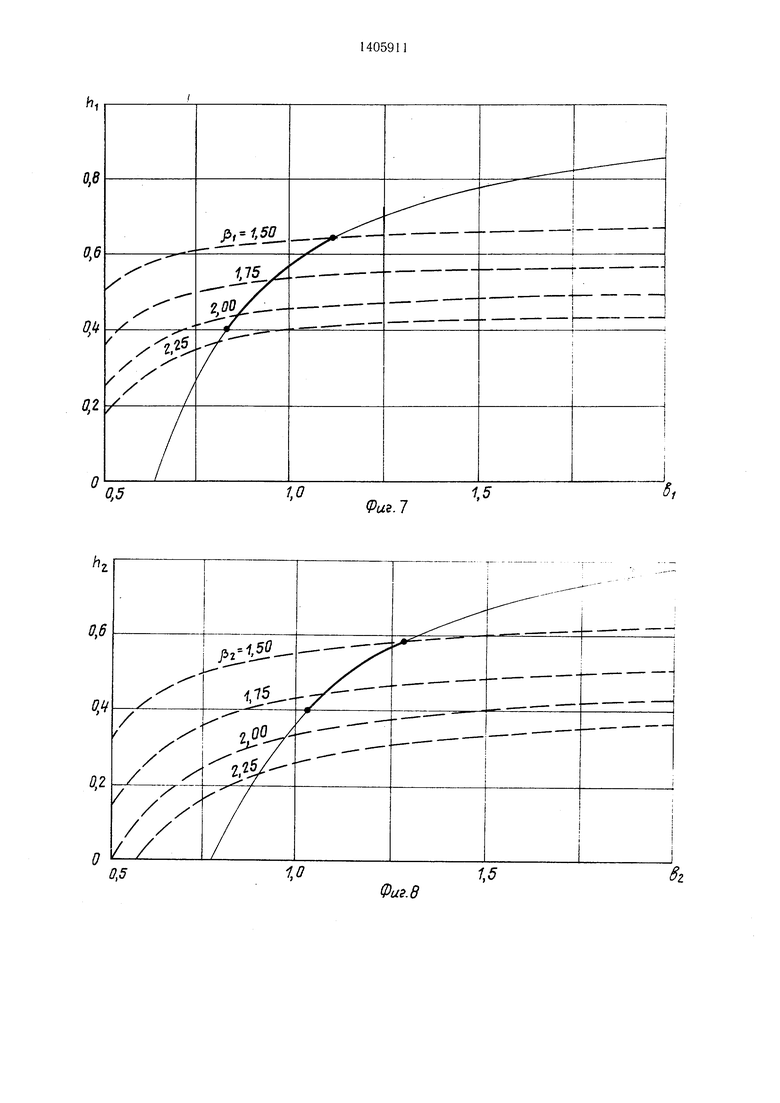
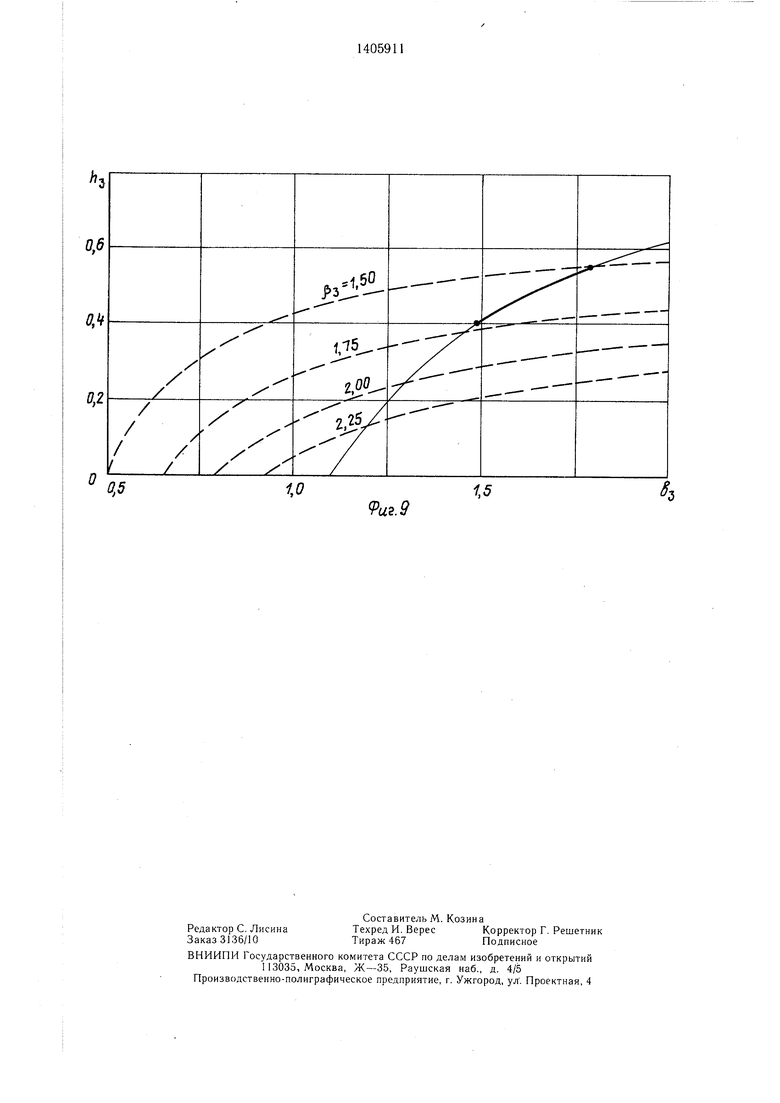
Для отыскания предпочтительных соотношений размеров переходных областей различной формы используют графическое представление зависимостей (9) и (18) на плоскости/гI-Ь (см. фиг. 7); (10) и (19) - на плоскости /i2-b-2 (см. фиг. 8); (11) и (20) - на плоскости hz-63 (см. фиг. 9). В каждом случае показаны соответствующие
графики для значений коэффициента увеличения предельного бокового обжатия р,- ,50; 1,75; 2,00; 2,25 (штриховые линии) И график, учитывающий требуемый компен- 1сирующий объем (сплошная линия). Диапазон значений коэффициента берут из сооб- ражений обеспечения высокой эффективности предлагаемого технического решения. Ограничение верхнего значения этого коэффициента следует из равенства (15) .-
Величина /i,- влияет на TJeплoвoe состояние предлагаемого сляба. При его движении от нагревательных печей (или от МНЛС - при прямой прокатке) к клети с вертикальными валками поверхность утоненных пере- ходных областей остывает вследствие теплоизлучения и конвекции несколько быстрее, чем горизонтальные грани. Это ведет к соответствующему температурному градиенту по сечению сляба на входе в клеть, что может вызвать растрескивание кромок сляба при боковом обжатии. Возможные значения указанного градиента оценивают по уравнению Г. П. Нванцова - М. М. Сафьяна с учетом поправки на конвективный теплообмен. Для обеспечения малых значений градиента (не более 20-25°С) и, следовательно, предотвращения растрескивания боковых кромок предлагаемого сляба величина /i,- не должна быть меньше 0,4. Тогда р,,5.
К нредпочтительным соотношениям размеров переходных областей относят такие, которые удовлетворяют следующим требованиям: обеспечивают коэффициент увеличения предельного бокового обжатия |3,- 1,5; создают необходимый компенсирующий объем для размещения приконтактного наплыва; имеют величину /1,,4. В соответ- ствии с этим предпочтительные соотношения размеров даны на каждой из фиг. 7-9 выделенным участком сплошной кривой, нижней границей которого является точка с ординатой /г,0,4, а верхней - точка штрихо- вой линии ,5. Получают для переходной области с вогнутой формой поперечного сечения (см. фиг. 7) ,40-0,64, ,84- - 1,11; с прямой формой (см. фиг. 8) /г2 0,40-0,58, ,03-1,28; с выпуклой формой (см- фиг. 9) /1.,40-0,55, &з 1,48-1,78.
Величину р, на нижней границе участков определяют из уравнений (9-И). Подставив соответствующие значения /г,, Ь,-, получают ,12; ,83; ,73.
Ш Ирину переходной области выражают в долях от толщины сляба по формуле
,-Ь„(2)
пе
(22)
/г
Д В макс
ITT
(23)
5 п 5
0 5 д 5
0
5
Справедливость формулы (21) доказывает подстановка значений р, (1) и Ь,- (13), превращающая ее в тождество. Коэффициент k по литературным данным составляет 0,3-0,5. Подставляя в формлу (21) крайние значения этого коэффициента, а также указанные верхний и нижний пределы величины и, и соответствующие пределы коэффициента Pi, находят для переходной области с вогнутой формой поперечного сечения &j 0,53- -0,83; с прямой формой ,57-0,96; с выпуклой формой i),77-1,34.
Сляб с выпуклой формой поперечного сечения переходных областей (фиг. 1) отличается плавным сопряжением их граничных поверхностей 2 с горизонтальными гранями 1 и соответственно большей шириной переходных областей. Такая форма может быть рекомендована для трещиночувствительных сталей (высокоуглеродистых и легированных). Прямая форма поперечного сечения переходных областей (фиг. 2) целесообразна для средне- и низкоуглеродистых сталей, а вогнутая форма (фиг. 3) - для высокопластичных низкоуглеродистых сталей.
Обобщая результаты для всех рассмотренных вариантов, заключаем, что переходная область имеет толщину, монотонно уменьщающуюся к боковой грани до значений от толщины сляба в центре 0,40-0,64, и ширину, составляющую 0,53-1,34 от толщины сляба. При прокатке сляба смещение вертикальными валками аналогичного предельного объема, что и при прокатке известного, приводит к увеличению предельного бокового обжатия в |3; раз. Это означает, что примерно при прежнем расходе энергии на прокатку в вертикальных валках можно получить в р,- раз большее обжатие или прежнее обжатие достигается при меньщих в р,- раз энергозатратах. Кроме того, достигнутое уменьшение ширины сохраняется при последующей прокатке в клети с горизонтальными валками, так как прикромочные наплывы не выходят за горизонтальные грани сляба. Смещение наплывов в дополнительное уши- рение в этой клети уже не происходит, и соответствующие энергозатраты экономятся. Отметим также положительную форму очага деформации при боковом обжатии предлагаемого сляба. Высота поверхности контакта с вертикальными валкаМи увеличивается по направлению прокатки, причем тем больше,- чем больше обжатие. Это вызывает увеличение площади зоны опережения, а также смещение равнодействующей давления металла на валки в сторону выхода из очага деформации. Соответственно резервные силы трения, действующие в зоне опережения, увеличиваются, а составляющая усилия, направленная против движения проката, уменьшается.
Пример. Определим и сопоставим диапазоны обжатий, которые можно реализовать по энергосиловым параметрам при прокатке
известного и предлагаемого слябов в клети с вертикальными валками. Оценим также остаточное уменьшение ширины раската после клети с горизонтальными валками в том и другом случае. Выберем на основе полученных данных градацию ширины предлагаемых слябов для определенного сортамента. Характеристика литых слябов: марка стали Ст. Зсп; размеры традиционного сляба /У, мм; Вс 750-1850 мм. Такой сортамент слябов предусмотрен для НШПС 2000.
Рассматриваемая прокатная клеть - вертикальный окалиноломатель на входе черновой группы. В этой клети диаметр валков 1200 мм; длина бочки 650 мм; скорость прокатки 1 м/с; максимальное усилие про- катки 600 тс; максимальный момент прокатки 120 тс-м; мош,ность главного привода 2X630 кВт. Расчеты усилия и момента прокатки слябов в вертикальных валках выполняют по методике М. Я. Бровмана - А. И. Герцева. Эта методика применима для значения отношения толщины сляба к длине очага деформации 0,3-2,5. Для отыскания сопротивления металла деформации используют вариант метода термомеханических коэффициентов. Температуру слябов при обжатии в вертикальном окалинолома- теле принимают 1210°С.
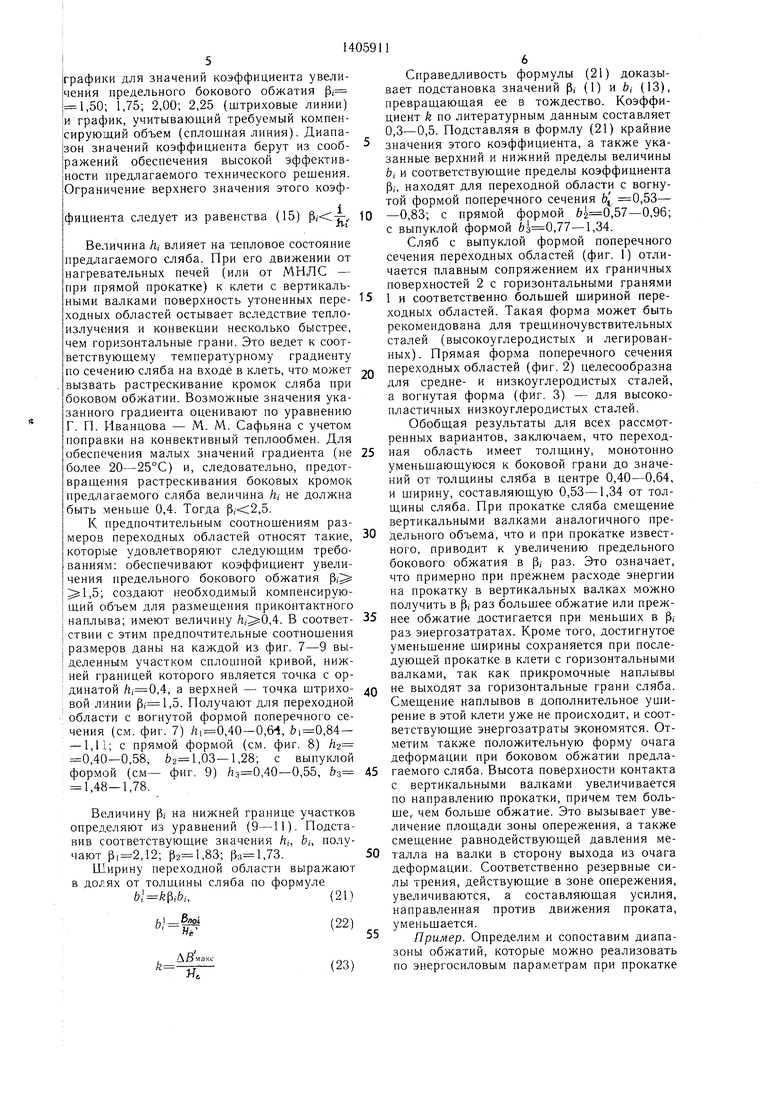
Результаты расчета для известного сляба представлены в табл. 1.
Отношение толщины сляба к длине очага деформации составляет 1,44-0,81, т. е. на- ходится в допустимых пределах. Фактором, ограничивающим боковое обжатие, является момент прокатки. Предельное обжатие, при котором момент становится максимально допустимым, составляет 100 мм. Остаточное уменьшение ширины сляба после с горизонтальными валками определяют по формуле М. Я. Бровмана и других. Она справедлива при значениях отношения средней ширины сляба к длине очага деформации 4,5-12,0. Все расчетные варианты при максимальной ширине (1850 мм) соответст- вуют этому интервалу, а при минимальной (750 мм) ширине выходят за его нижнюю границу. Поэтому в каждом случае нижнее значение ширины берут из сортамента НШПС 2000 ММК так, чтобы не выходить за нижнюю границу допустимого интервала.
Предлагаемый сляб принимаем для сравнительных расчетов аналогичных размеров, что и известный с переходными областями, имеющими прямую форму поперечного сечения (фиг. 2). Соотношения размеров переходных областей берем по соответствую- щему графику (см. фиг. 8) ,5; ,16. Для этой точки коэффициент, увеличения предельного бокового обжатия ,6 (его величину оцениваем по графикам фиг. 8 или находим из уравнения (10)). По резуль- татам расчета для известного сляба ,4. Тогда формула (21) дает ,74. Получаем размеры переходных областей Як2
/г2. мм; В„дг-b l-Нс мм. Расчеты усилия и момента прокатки предлагаемого сляба имеют особенности в связи с его переменной толщиной в переходных областях. Расчетную толщину определяют по смещенному объему
. -5(24)
.ара.сч. --Щу2
где Vc.v2 - смещенный объем со стороны одного вертикального валка на единицу длины сляба; ДВ2 - боковое обжатие. Следовательно, расчетная толщина есть средняя толщина поперечного сечения переходной области на участке бокового обжатия Из формулы (24) с учетом выражений (3) и (7) имеем
Я2расч. Як2+ ц7 АД2.(25)
Honor
При определении момента прокатки вводят коэффициент, учитывающий смещение равнодействующей давления металла на валки в сторону выхода из очага деформации в результате переменной толщины сляба в зоне бокового обжатия. Этот коэффициент при расчетных обжатиях составляет 0,98- 0,94.
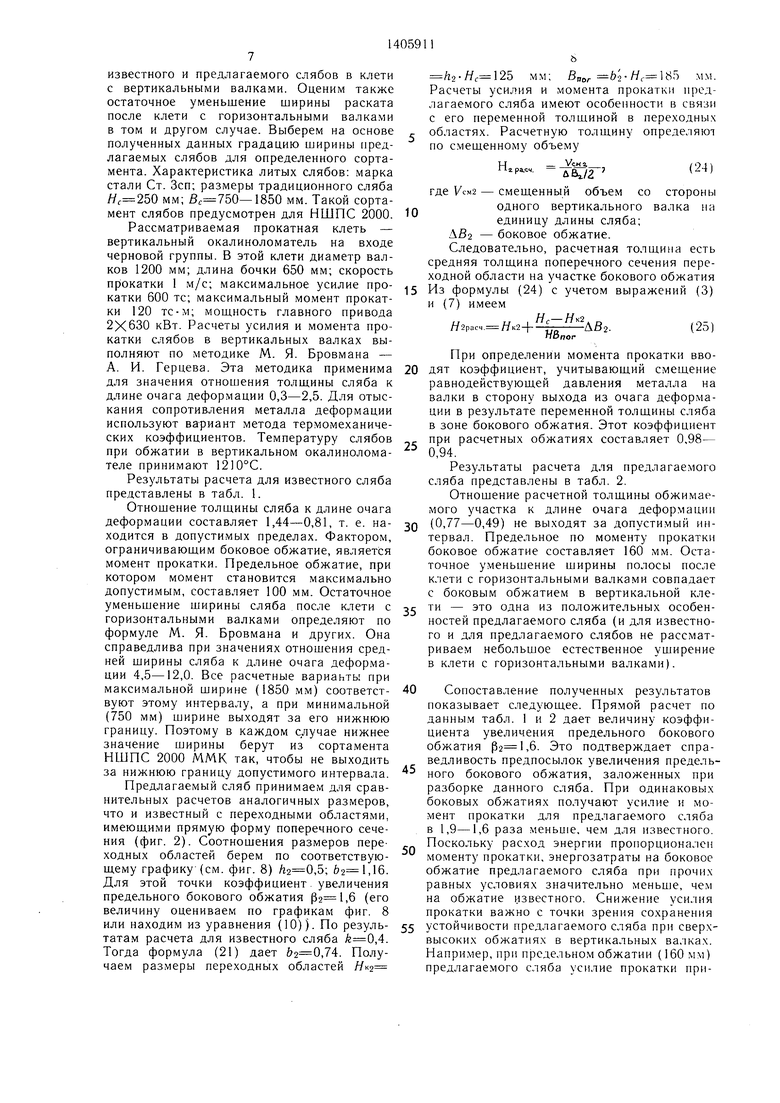
Результаты расчета для предлагаемого сляба представлены в табл. 2.
Отнощение расчетной толщины обжимаемого участка к длине очага деформации (0,77-0,49) не выходят за допустимый интервал. Предельное по моменту прокатки боковое обжатие составляет 160 мм. Остаточное уменьшение ширины полосы после клети с горизонтальными валками совпадает с боковым обжатием в вертикальной клети - это одна из положительных особенностей предлагаемого сляба (и для известного и для предлагаемого слябов не рассматриваем небольшое естественное уширение в клети с горизонтальными валками).
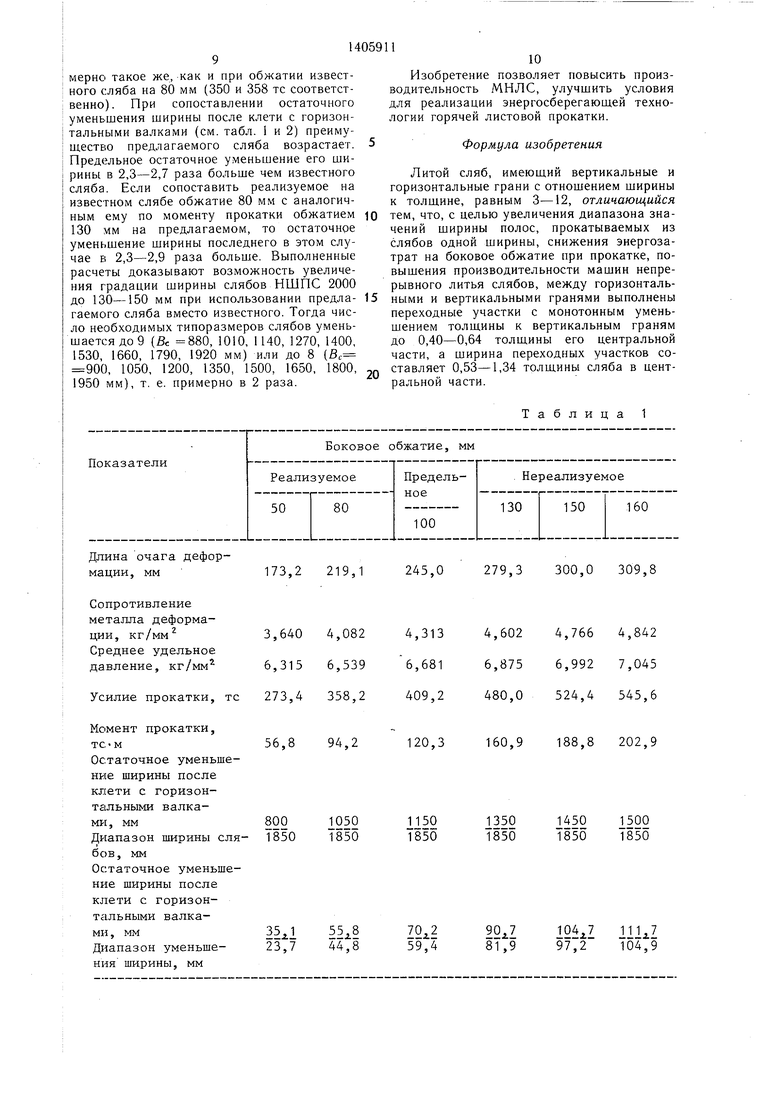
Сопоставление полученных результатов показывает следующее. Прямой расчет по данным табл. 1 и 2 дает величину коэффициента увеличения предельного бокового обжатия ,6. Это подтверждает справедливость предпосылок увеличения предельного бокового обжатия, заложенных при разборке данного сляба. При одинаковых боковых обжатиях получают усилие и момент прокатки для предлагаемого сляба в 1,9-1,6 раза меньше, чем для известного. Поскольку расход энергии пропорционален моменту прокатки, энергозатраты на боковое обжатие предлагаемого сляба при прочих равных условиях значительно меньше, чем на обжатие известного. Снижение усилия прокатки важно с точки зрения сохранения устойчивости предлагаемого с.ляба при сверхвысоких обжатиях в вертикальных валках. Например, при предельном обжатии (160 мм) предлагаемого сляба усилие прокатки примерно такое же, как и при обжатии известного сляба на 80 мм (350 и 358 тс соответственно). При сопоставлении остаточного уменьшения ширины после клети с горизонтальными валками (см. табл. 1 и 2) преиму- uiecTBO предлагаемого сляба возрастает. Предельное остаточное уменьшение его ширины в 2,3-2,7 раза больше чем известного сляба. Если сопоставить реализуемое на известном слябе обжатие 80 мм с аналогичным ему по моменту прокатки обжатием 130 мм на предлагаемом, то остаточное уменьшение ширины последнего в этом случае в 2,3-2,9 раза больше. Выполненные расчеты доказывают возможность увеличения градации ширины слябов НШПС 2000 до 130-150 мм при использовании предла- гаемого сляба вместо известного. Тогда число необходимых типоразмеров слябов уменьшается до 9 (& 880, 1010, 1140, 1270, 1400, 1530, 1660, 1790, 1920 мм) или до 8 (Вс 900, 1050, 1200, 1350, 1500, 1650, 1800, 1950 мм), т. е. примерно в 2 раза.
5
0
Изобретение позволяет повысить производительность МНЛС, улучшить условия для реализации энергосберегающей технологии горячей листовой прокатки.
Формула изобретения
Литой сляб, имеющий вертикальные и горизонтальные грани с отношением ширины к толщине, равным 3-12, отличающийся тем, что, с целью увеличения диапазона значений ширины полос, прокатываемых из слябов одной ширины, снижения энергозатрат на боковое обжатие при прокатке, повышения производительности машин непрерывного литья слябов, между горизонтальными и вертикальными гранями выполнены переходные участки с монотонным уменьшением толщины к вертикальным граням до 0,40-0,64 толщины его центральной части, а ширина переходных участков составляет 0,53-1,34 толщины сляба в центральной части.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литой сляб | 1987 |
|
SU1431879A1 |
| Способ прокатки листов и полос в реверсивной вертикальной клети | 1990 |
|
SU1722625A1 |
| Способ профилирования слябов | 1987 |
|
SU1519800A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| Способ прокатки слитков и слябов | 1986 |
|
SU1565550A1 |
| Способ горячей прокатки широких полос | 1980 |
|
SU973196A1 |
| Вертикальный валок прокатной клети широкополосного стана | 1987 |
|
SU1482743A1 |
| Вертикальный валок широкополосного стана горячей прокатки | 1987 |
|
SU1458039A1 |
Изобретение относится к прокатному производству и может быть использовано на широкополосных станах горячей прокатки. Цель изобретения - расширение диапазона энергозатрат на боковое обжатие при прокатке, повышение производительности машин непрерывного литья слябов. Сляб имеет поперечное сечение в виде вытянутого в горизонтальном направлении восьмиугольника сим1метричного относительно показанных ортогональных осей. Стороны этого восьмиугольника принадлежат поверхности сляба: сторона 1 - горизонтальной грани; 2 - граничной поверхности переходной области; 3 - боковой грани (кромке). Осевые размеры сляба (ширина .fif и толшина Не) следуют из сортамента данного стана, ширина переходной области составляет 0,53-1,34 от тол- ш,ины сляба и толшина, монотонно уменьшающаяся к боковой грани, - до 0,40-0,64 от толщины сляба. 9 ил, 2 табл. (5 (Л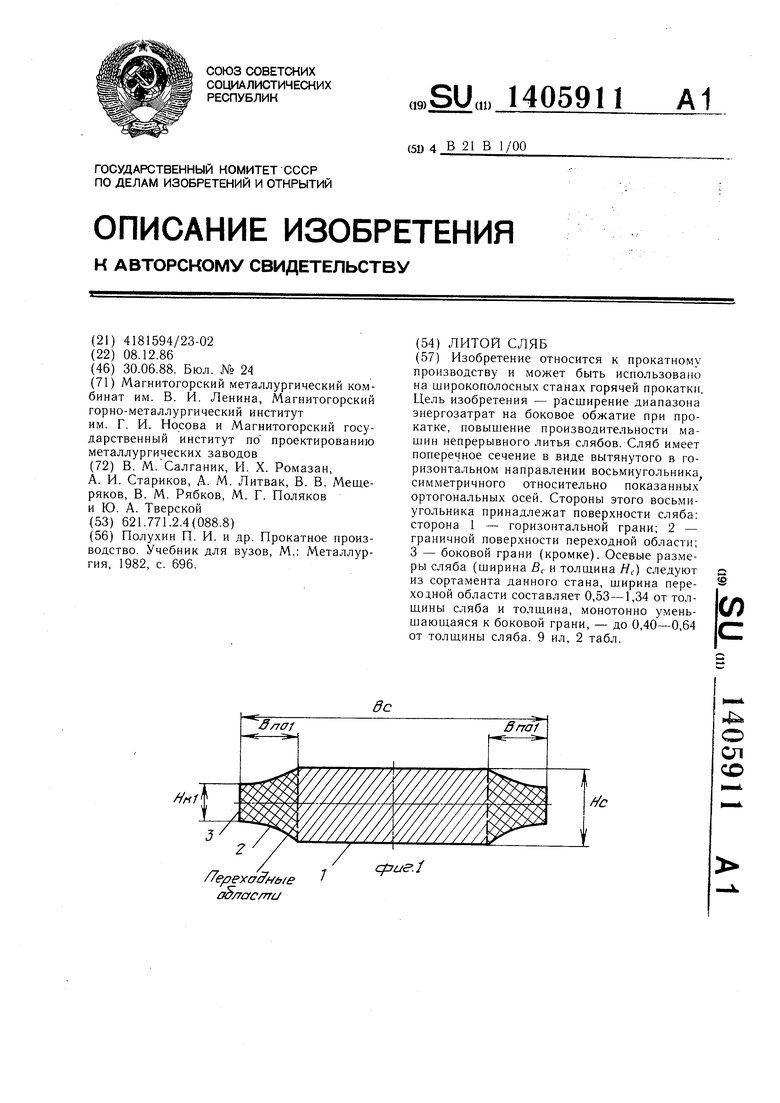
Длина очага деформации, мм
173,2 219,1
тс
3,640 4,082 4,313 6,315 6,539 б,681 273,4 358,2 409,2
е
я
е
56,8 94,2
800 W50 1850 1850
23,7 44,8
Таблица 1
245,0
279,3 300,0 309,
4,602 4,766 4,842 6,875 6,992 7,045 480,0 524,4 545,6
120,3
160,9 188,8 202,9
1850
1350J 450
18501850 1850
81,9
97,2 104,9
11
Длина очага деформации, мм Расчетная толщина, мм
Сопротивление металла деформации, кг/мм
Среднее удельное давление, кг/мм Усилие прокатки, тс Момент прокатки, тс, м
Остаточное уменьшение ширины после клети с горизонтальными валками, мм
173,2 219,1245,0279,3 300,0 309,8
133,4 138,5141,9147,0150,3 152,0
4,398 4,905
5,153
5,432 5,583 5,650
50
80
100
130
150
160
1405911
12 Таблица 2
5,153
5,432 5,583 5,650
100
130
150
160
Фие.:5
/Тереха д/е
ff /7aC/7TU
(Риг.7
Фиг. 8
О
0,5
1,0
9и.9
1,5
| Полухин П | |||
| И | |||
| и др | |||
| Прокатное производство | |||
| Учебник для вузов, М.: Металлургия, 1982, с | |||
| Пароперегреватель для водотрубного котла судового типа | 1925 |
|
SU696A1 |
