(21)4118015/25-27
(22)27.06.86
(46) 23.10.88. Бюл. № 39 (72) Ю.А.Волков, А.Г.Пашкевич, В.И.Ершов, А.В.Орехов и А.М.Горленко
(53)621.735.32.07 (088.8)
(56)Авторское свидетельство СССР С. 447196, кл. В 21 D 19/08, 1973.
(54)СПОСОБ УТОЛЩЕНИЯ КРОМОК ЛИСТОВЫХ ЗАГОТОВОК
(57)Изобретение относится к обработке металлов давлением, в частности
к способэм утолщения кромок листовых заготовок. Цель изобретения - расширение технологических возможностей процесса за счет предотвращения потери устойчивости. Перед осадкой собирают пакет из листовой заготовки 1 и технологической прокладки 2. Толщина прокладки равна величине требуемого набора толщины кромки заготовки. Ширина равна заданному расстоянию между осажденными кромками листовой заготовки. Наматьшают пакет на цилинд- рическ то оправку 3 и помещают в устройство для двухсторонней осадки тор- пов листовой заготовки. По окончании осадки пакет извлекается из устройства и распрямляется. Использование способа позволяет увеличить величину набора толщины кромок листовой заготовки на 40...45% и облегчить процесс осадки кромок листовых заготовок большей длины. 4 ил.
(Л
4
00 00 CD
Ф1/гЗ
: Изобретение относится к обработке металлов давлением и может быть использовано при получении утолщений на кромках листовых заготовок„
Цель изобретения - расширение технологических возможностей процесса осадки кромок листовых заготовок за сЬет предотвращения потери устойчи- врсти.
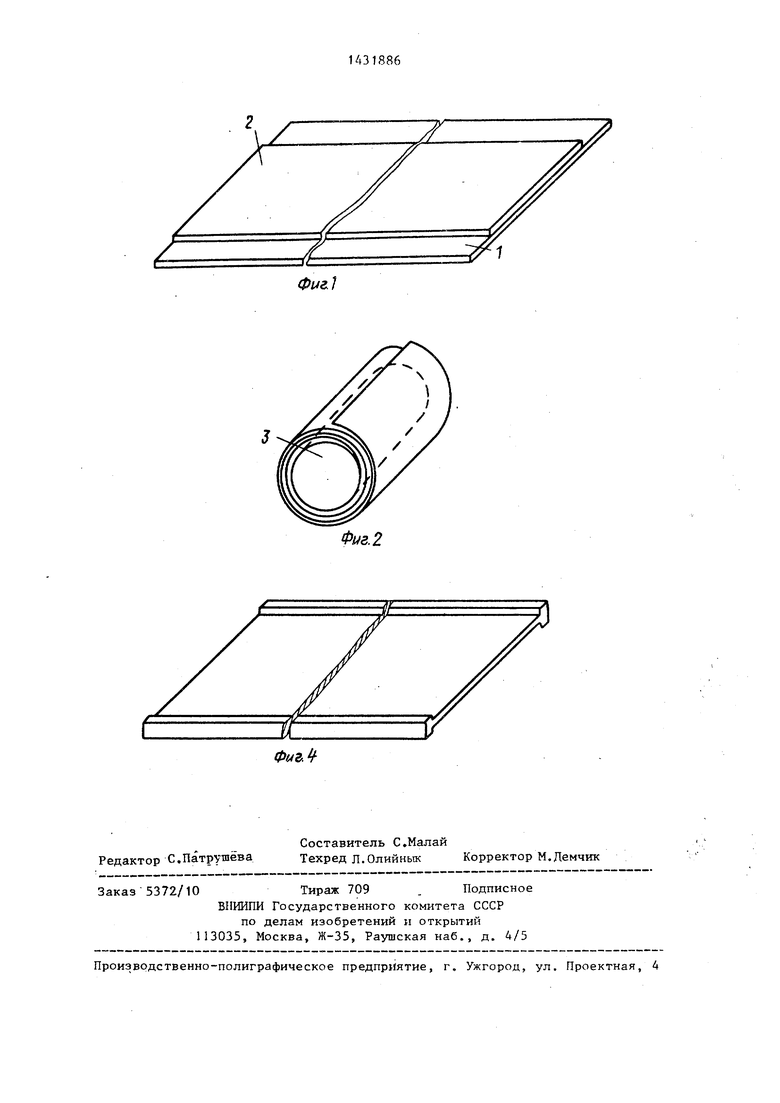
На фиг,1 показан пакет из плотовой заготовки и технологической прокладки исходном положении, на фиг.2 - па iTj намотанный на цилиндрическую оп- iBKy, с заполненным свободньпч прост- р|анством между витками заготовки графитом и подготовленный к осадке кро- MJOK листовой заготовки на фиг.З с|хема устройства для двухсторонней с садки кромок листовой заготовки на фиг„4 - распрямленная заготовка с у1силенными кромками I Способ осуществляется следующим (збразом.
; Собирается пакет из листовой заготовки 1 и технологической прокладки 2j который плотно наматывается на оправку 3 и заполняется свободное пространство между витками заготовки (рафитом 4 о Намотанный на оправку 3 и заполнениьм графитом 4 пакет поме- фается в цилиндрическую обойму 5 уст- Ьойства для двухсторонней осадки торцов листовой заготовки Заготовка нагревается до температуры проявления штампуемым сплавом эффекта сверхпластичности при помощи нагревсятелей 6g расположенных на торцах обоймы 5 и осаживается пуансонами 7 и 8 до требуемых утолщений кромки листа с поддержанием постоянной скорости деформации. Холодильник 9 подстуживает среднюю часть заготовки с. целью предотвращения потери устойчивости заготовки при нагреве и последующей осадке. По окончании осадки пакет извлекается из устройства и распрямляется
Использование графита в очаге деформации повышает несущую способность заготовки и меняет схему напряженного состояния на всестороннее сжатие в очаге деформации, что повышает
0
5
пластичность материала заготовки и расширяет возможности формоизменения,
Пример, Для получения заготовки для обечайки из сплава АМгб с заданной толщиной кромок 2мм и высотой 5 мм листовую заготовку шириной 100 мм и длиной 500 мм совместно с технологической прокладкой из того же материала толщиной 1 мм и шириной 80 мм наматывают на цилиндрическую оправку диаметром 30 мм в пять слоев и заполняют свободное простран- cfbo между витками заготовки графитом. Пакет помещают в обойму устройства для двухсторонней осадки кромок листовых заготовок и нагревается по осаживаемым торцам до 420 С, затем осаживается с двух сторон при рабочем ходе пуансонов 5 мм с обеспечением постоянной скорости деформации 6 М0 .
Использование способа позволяет увеличить величину набора толщины кромок листовой заготовки на 45% и устранить трудность реализации процесса осадки кромок листовых заготовок большой длины.
Формула изобр етения
Способ утолщения кромок листовых заготовок, при котором производят предварительное формоизменение заго- TOBKHj нагрев, осадку и последующее распрямление заготовки с утолщенными , кромками, отличающийся тем, что, с целью расширения технологических возможностей процесса за счет предотвращения потери устойчи- вости, перед осадкой собирают пакет из листовой заготовки и технологической прокладки, толщина которой равна величине требуемого набора толщины кромки заготовки, ширина равна расстоянию между осаженными кромками .листовой заготовки, а формоизменение заготовки перед осадкой производят путем наматывания пакета на цилиндрическую оправку, при этом свободное пространство между витками заготовки заполняют графитом.
/
/
/С.
7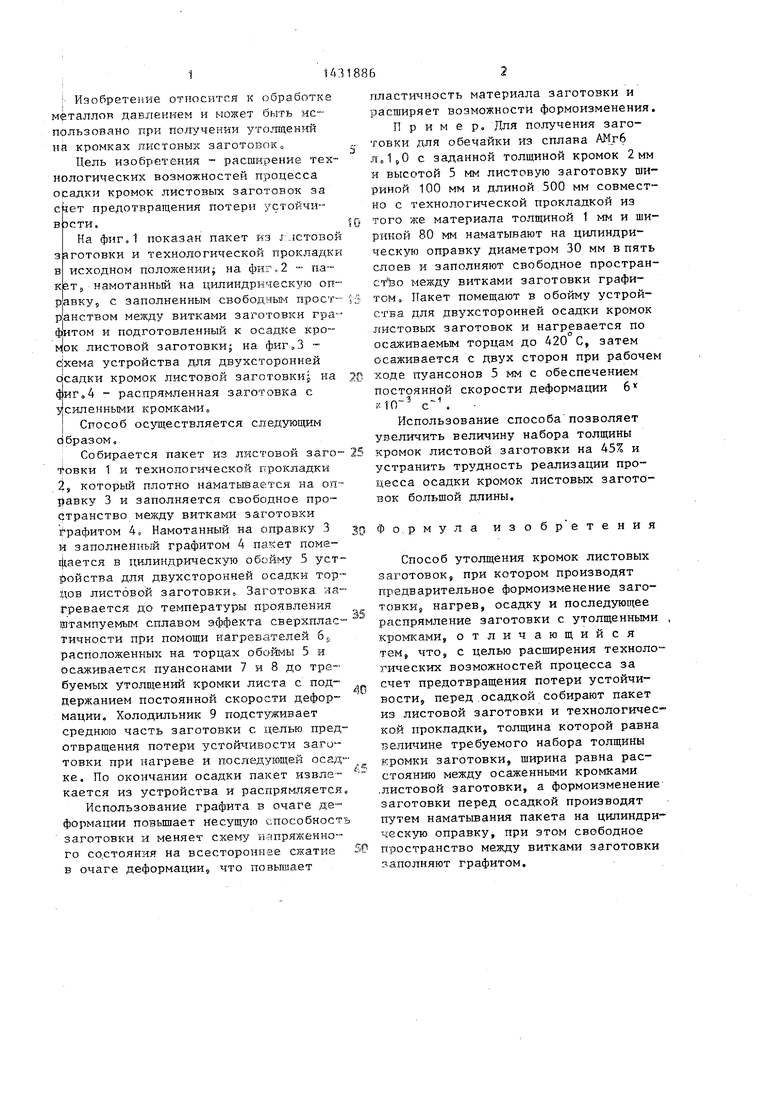
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ утолщения кромок листовых заготовок | 1973 |
|
SU447196A1 |
| Устройство для утолщения кромок листовых заготовок | 1987 |
|
SU1433555A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 1998 |
|
RU2131787C1 |
| Способ изготовления стальных тонкостенных осесимметричных сосудов | 2018 |
|
RU2673591C1 |
| "Способ изготовления профилей из полосовых заготовок | 1978 |
|
SU774682A1 |
| Способ утолщения краевого участка листовой заготовки и штамп для его осуществления | 1990 |
|
SU1784347A1 |
| Способ утолщений кромок листов | 1987 |
|
SU1611506A1 |
| Устройство для образования утолщений на лентах | 1987 |
|
SU1440581A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗНОТОЛЩИННЫХ ЛИСТОВЫХ ИЗДЕЛИЙ | 2001 |
|
RU2209702C2 |
| Способ оценки деформируемости материала | 1988 |
|
SU1587392A1 |
.2
Фиг.
