4
СО
ipu&l
Изобретение относится к порошковой Металлургии, в частности к пресс-формам для прессования абразивного инструмента в ввде прямоугольных брус- ков.
Цель изобретения - расширение технологических возможностей пресс-формы за счет расширения диапазона прессуемых изделий.
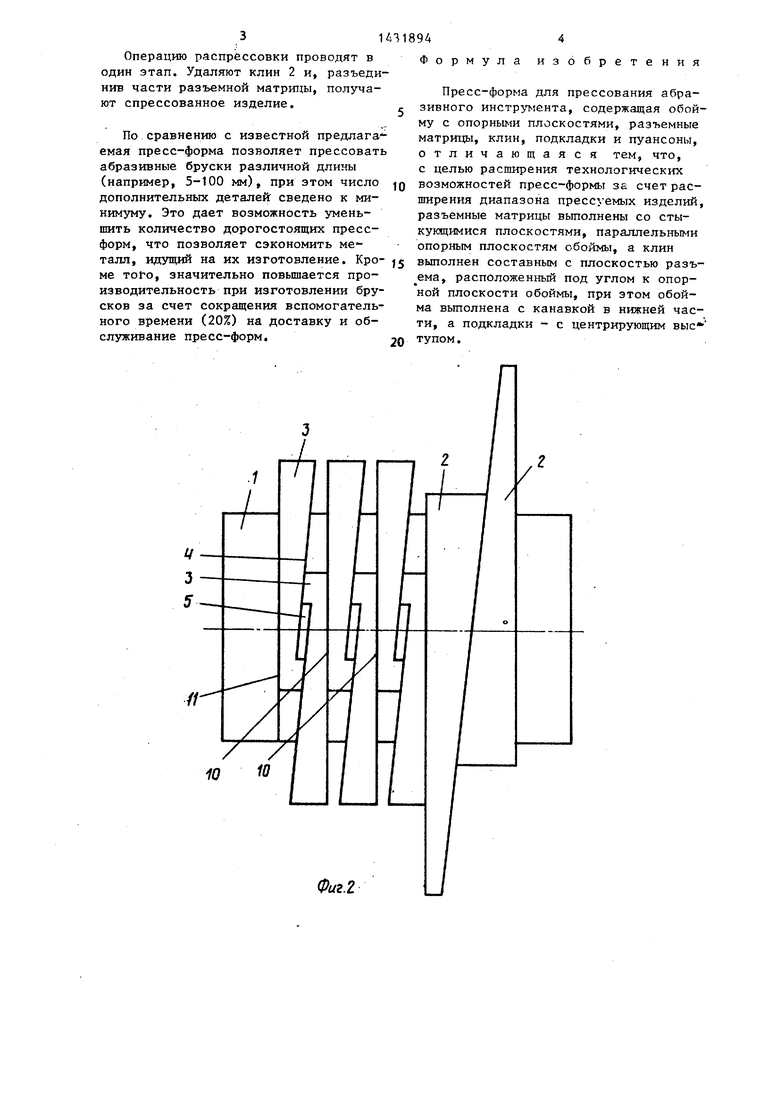
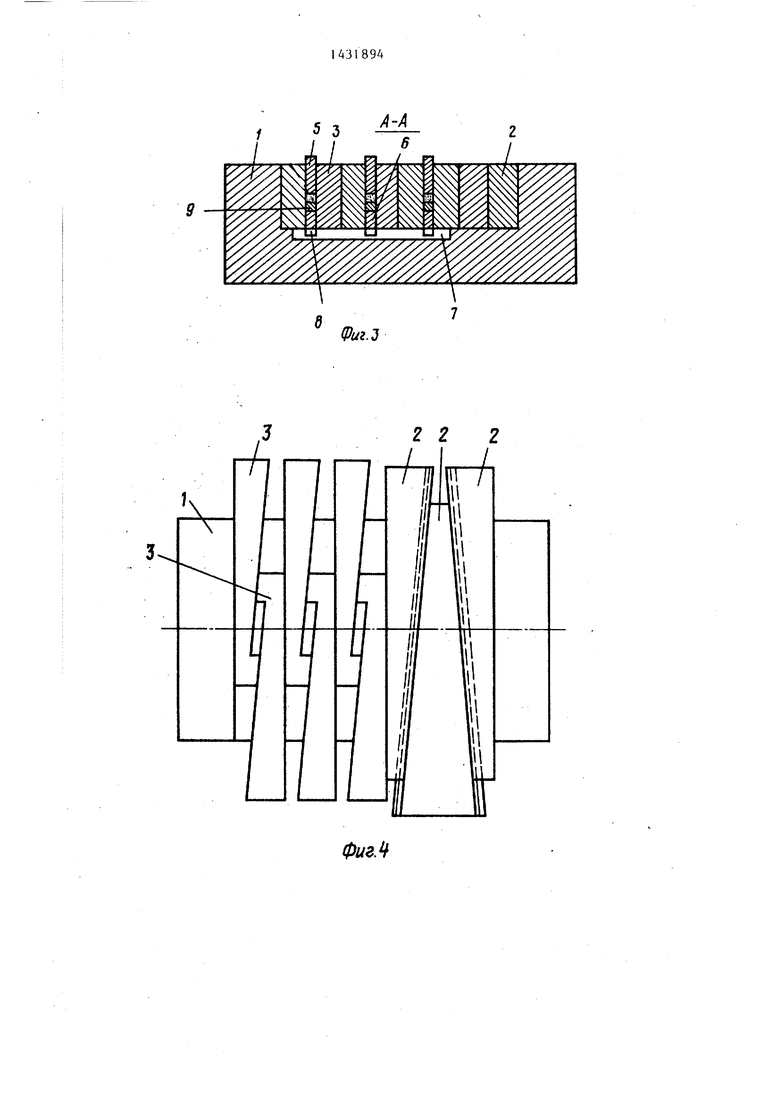
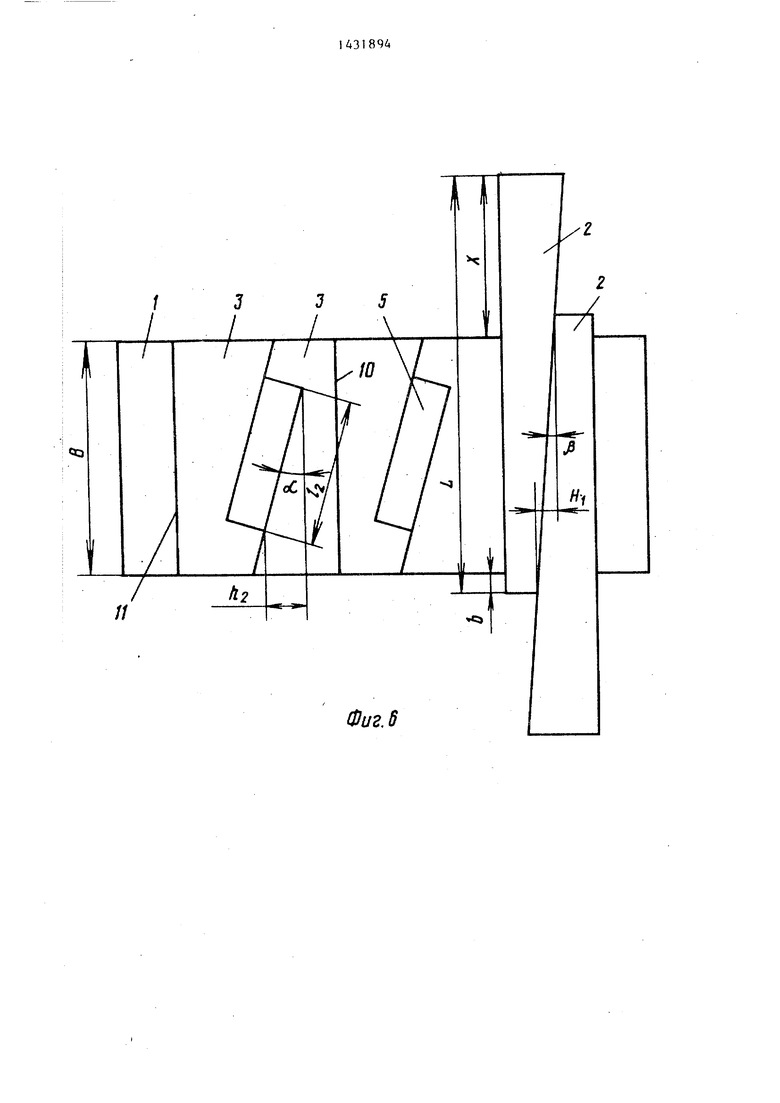
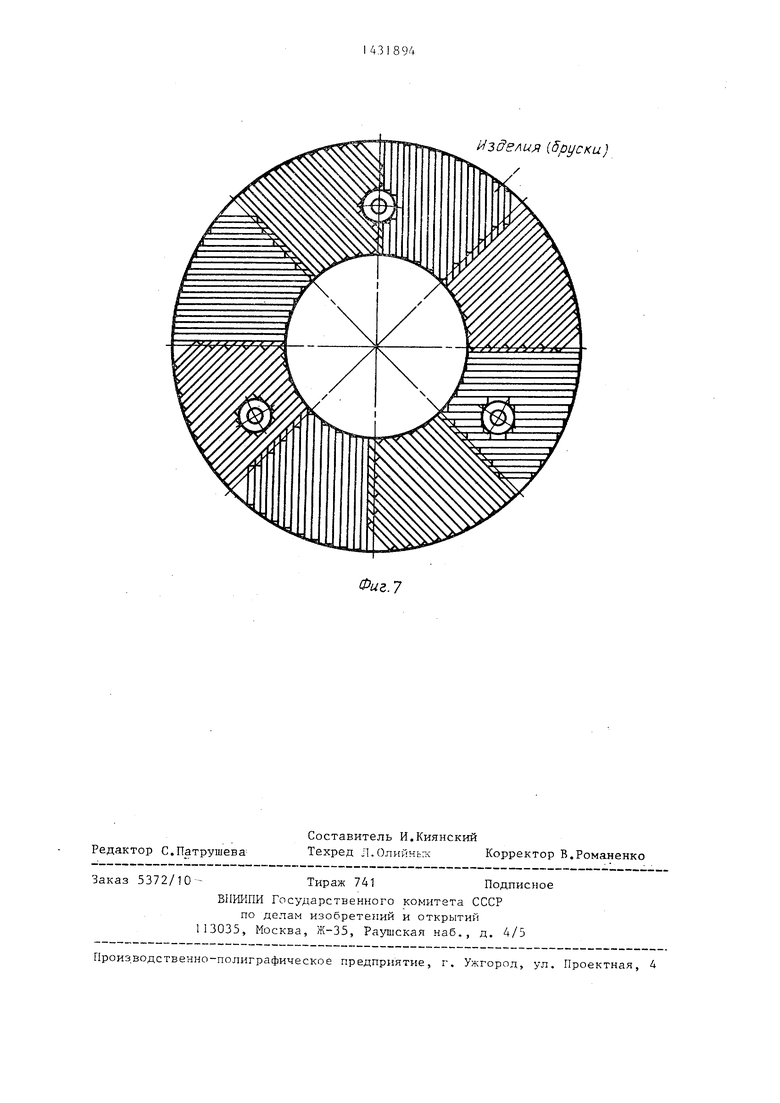
На фиг.1 показана пресс-форма, вид ;сверху при прессовании брусков максимальной длины; на фиг.2 - то же, при прессовании брусков минимальной длины; на фиг.З - разрез А-А на фиг.1-, на фиг.4 - пресс-форма с клином, со- ртоящим из трех частей на фиг.5 и f - схемы пресс-формы для расчета | Ц1Ины клина на фиг.7 - инструмент XB сборе) из брусков различной дли- Ьы, общий вид.
i Пресс-форма состоит из обоймы 1, Ь которой с помощью разъемного клина 12, закреплены разъемные матрицы 3 с плоскостью 4 разъема ее частей, ко- горая является продолжением противоположных сторон изделия, пуансонов 5, подкладок 6.
В обойме 1 выполнена канавка 7, 3 которой выступом 8 центрируются под хладки 6. Подкладки 6 расположены меж ЧУ разъемными матрицами 3 и создают 1)Ормующую камеру, в которой с помо- цью пуансонов 5 прессуются состоящие |из подложки 9 и абразивного слоя абразивные бруски (изделия) . Стыкзпощие- ся между собой плоскости 10 матрицы параллельны опорным плоскостям 11 рбоймы. Вертикальная плоскость разъег Ьа клина- размещена под углом 4-8 к
Ьпорной плоскости обоймы.
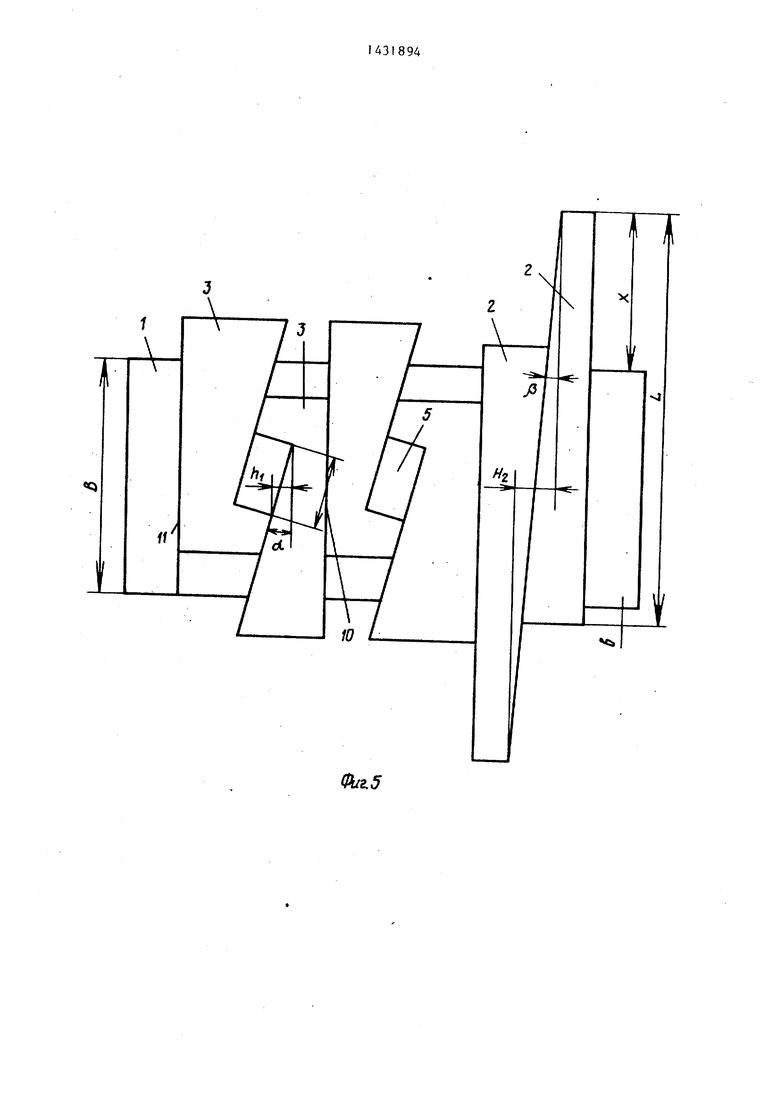
Расчет длины клина, выполняется, исходя из схемы, приведенной на фиг.5 и 6 по математической зависимости: 45
;(,). sino.n+2b-tg|3 , д , , + В 4- b,
(1) с
50
де L - длина клина;
1 - длина минимального прессуемого бруска;
Д - длина максимального прессуемого бруска;
oi, - угол разъема матрицы, кото- ее рьй выбирается больше угла самоторможения, но не более
«% п - количество разъемньк матриц;
b - постоянная величина, выбранная конструктивно 5-20 мм;
Р - угол разъема клина (4-8°);
В - ширина обоймы. Данное соотношение выведено на основании следующих соображений и схем (фиг.З и 6). При прессовании минимального (фиг.З) и максимального (фиг.6).брусков изменяется ширина разъемных матриц на величину (,)x «п. Так как , -sinoi.,- а 112 1 sin,(, ). n(i2-l, . (2)
Это изменение ведет за собой изменение ширины клина (Н,-Н,). Так как Н, (2Ь+В) tg/i, а Н(2х+В) tg/3,
, 2xr.g -2btg/3. (3)
Приравняв выражения (2) и (3) между собой, можно записать следующее: (, )sinotn 2xtg|5-2btg/5,
di-l, )sincin-f2b-tg0 откуда X
и длина клина при этом равна:
(l,,)5ino n+2btg/3 g 2tg/3
Исходя из целесообразности длины клина, можно сделать заключение, что при прессовании абразивных брусков в диапазоне до 40 мм применяется, клин, состоящий из двух частей с углом разъема 4-8 , а при увеличении диапазона размеров применяется клин, состоящий из трех частей (с тем же , углом разъема).
Пресс-форма работает следующим образом.
В обойму 1 вкладываются разъемные матрицы 3, а между ними в канавку 7 обоймы 1 вставляются подкладки 6. После этого все составные элементы зажимаются клином 2. Благодаря наклонным поверхностям разъемных матриц 3 они при зажатии клином 2 перемещаются, обжимая подкладки 6 и образуют формующие камеры.
Сверху на подкладки 6 устанавливаются подложки 9 брусков и засыпается шихта с абразивным порошком. В камеры устанавливаются пуансоны 3, с помощью которых осуществляется прессование под прессом.
./
Фиг.г
Фиг.: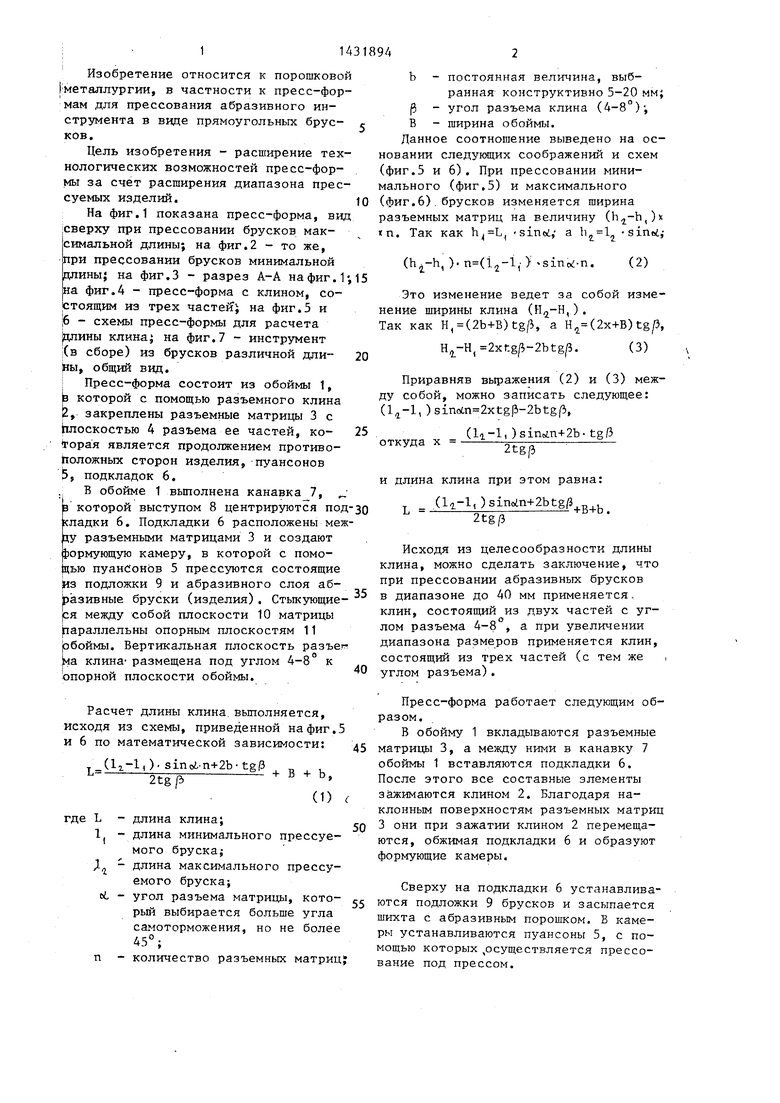
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления алмазного инструмента | 1982 |
|
SU1039645A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХИЗДЕЛИЙ | 1970 |
|
SU284662A1 |
| Пресс-форма для изготовления алмазного инструмента | 1981 |
|
SU946802A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1987 |
|
SU1570847A1 |
| Пресс-форма для прессования порошков | 1984 |
|
SU1227335A1 |
| Способ распрессовки прессованных изделий с отверстиями | 1990 |
|
SU1715494A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Многоместная пресс-форма для прессования порошка | 1984 |
|
SU1154044A1 |
Изобретение относится к пресс- формам для прессования абразивного инструмента. Цель - расширение технологических возможностей пресс-формы за счет расширения диапазона прессуемых . изделий (прямоугольньрс брусков) . В обойму 1 вкладываются разъемные матрицы 3, а между ними в паз обоймы вставляются подкладки. После этого все элементы в сборе зажимаются клином 2, в результате чего разъемные матрицы перемещаются по наклонным поверхностям, обжимая подкладки и образуя формующие камеры. Сверху на подкладки устанавливают подложки изделий (брусков) и засьтают абразивную шихту. В камеры уст анавливают пуансоны 5, с помош;ью которых производят прессование. После удаления клина части разъемной матрицы разъе- § диняют и извлекают готовые изделия, j 7 ил.1C/)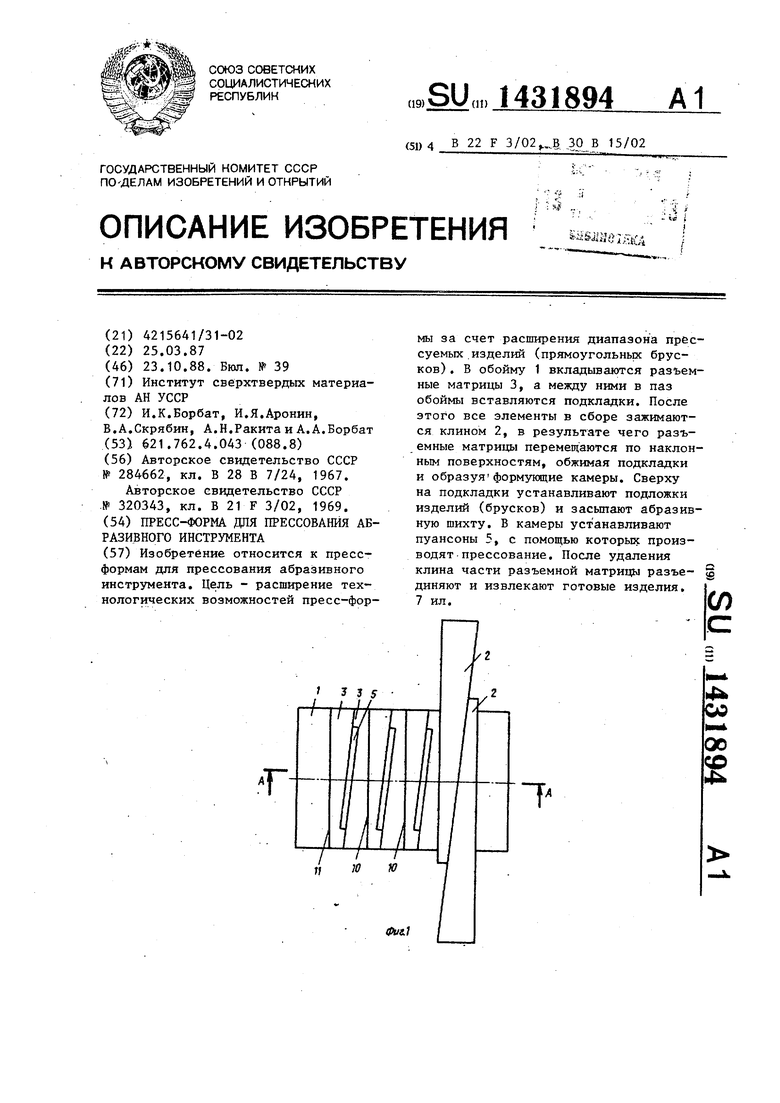
фиг.
Ла.5
Фиг, 6
1 збелия (бруски)
Фи.7
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ ПРЯМОУГОЛЬНЫХИЗДЕЛИЙ | 0 |
|
SU284662A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| ПРЕСС-ФОРМА | 0 |
|
SU320343A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
