Изобретение относится к порошковой металлургии, в частности к пресс-формам для на прессовки рабочего слоя на оправку абразивного инструмента.
Цель изобретения - снижение трудоемкости процесса напрессовки и уменьшение металлоемкости пресс-формы.
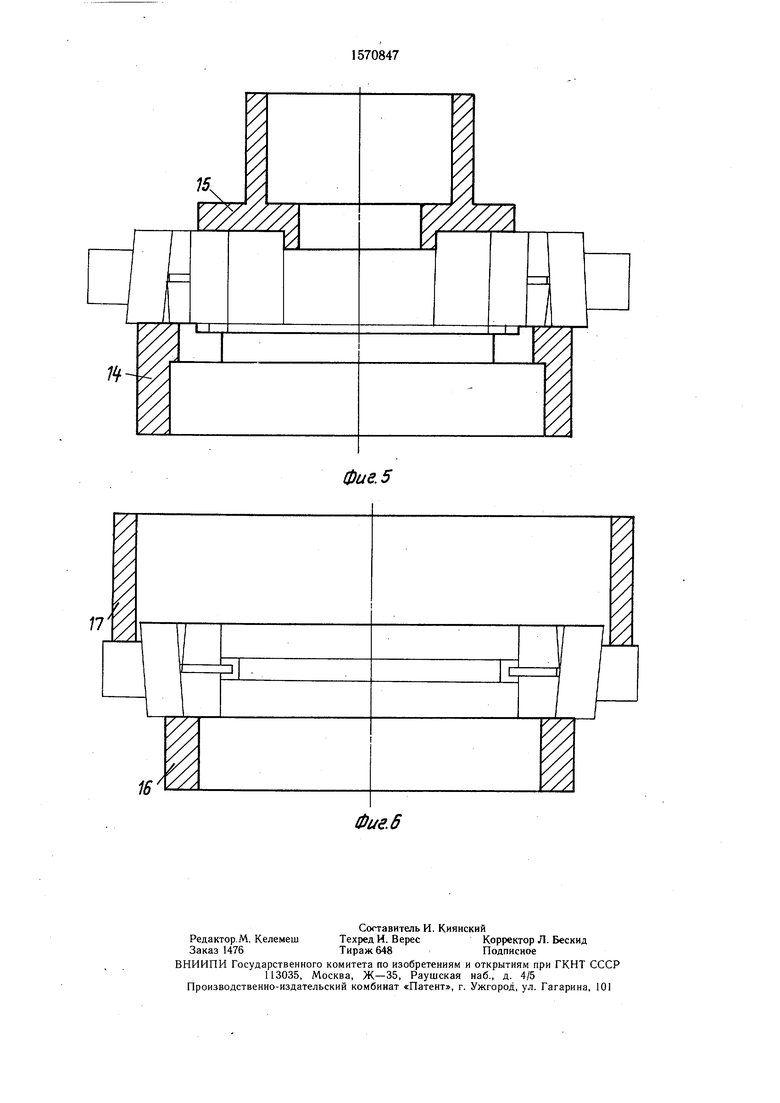
На фиг. 1 показана пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента, вид сверху; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - пресс-форма с напрессованным на оправку прерывистым рабочим слоем; на фиг. 5 - схема распрессов- ки пресс-формы с удалением вставок; на фиг. 6 - то же, без удаления вставки.
Пресс-форма содержит накладки 1, размещенные по обе стороны оправки 2 и имеющие по высоте сквозные радиальные прорези 3 с установленными в них вставками 4, зажимной элемент 5, выполненный в виде разрезанного на четыре сектора конусного кольца, в котором внутренняя поверхность смежных секторов имеет обратную конусность и сопряжена с соответствующими поверхностями 6 накладок 1. Пресс-форма содержит также рабочие пуансоны 7, кольцевую обойму 8, матрицу 9. Кроме того, пресс- форма снабжена подставкой 10, имеющей в торцовой поверхности чередующиеся между собой пазы 11 и выступы 12, основанием 13, распрессовочными кольцами 14-17, плитой 18. На внутренней радиальной поверхности оправки 2 выполнены пазы 19.
Пресс-форма работает следующим образом.
Между накладками 1 устанавливают оправку 2 таким образом, чтобы прорези 3 накладок 1 совпали с пазами 19 оправки 2, после чего накладки 1 и установленную между ними оправку 2 жестко соединяют между собой с помощью зажимного элемента 5. Для этого каждый сектор конусного кольца должен находиться между секторами с обратной конусностью.
Соединенные детали устанавливают на подставку 10 так, чтобы прорези 3 накладок 1 паз 19 оправки 2 и паз 11 подставки 10 совпадали между собой. В этот паз вставляют вставки 4. В центральную часть пресс-формы вставляется матрица 9. Таким образом образуются формующие камеры, в которые загру0
жают прессуемый материал. Затем устанавливают рабочие пуансоны 7 и осуществляют прессование под прессом. После этого пресс-форму переворачивают, удаляют подставку 10 и в формующие камеры загружают вторую половину прессуемого материала, устанавливают рабочие пуансоны 7. По аналогии с прессованием первой половины . материала осуществляют прессование рабоч- чим пуансоном 7 второй половины указанного материала.
Распрессовку пресс-формы осуществляют в два этапа. Сначала удаляют вставки 4 при помощи распрессовочного кольца 15, поддерживая при этом одну из накладок 1
кольцом 14, а затем удаляют кольцевую обойму 8 с зажимного элемента 5.
Пример. При изготовлении абразивного кольца с прерывистым внутренним рабочием слоем использовали описанную пресс-форму. Размеры кольца имели следующие значения, мм: наружный диаметр 112, внутренний 87, толщина 0,9. Полученные изделия имели высокое качество рабочего абразивного слоя. При этом затраты времени на разборку и сборку пресс-формы сократи. ь по сравне 5 нию с известной пресс-формой в 3 раза, а масса ее (металлоемкость) уменьшилась в 2 раза.
Таким образом, применение предложенной пресс-формы позволяет снизить трудоемкость процесса напрессовки рабочего слоя и
0 уменьшить металлоемкость пресс-формы.
Формула изобретения
Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента,
5 содержащая верхнюю и нижнюю накладки, кольцевой зажимной элемент, кольцевую обойму, матрицу, пуансоны и вставки, отличающаяся тем, что, с целью снижения трудоемкости процесса напрессовки и уменьшеQ ния металлоемкости пресс-формы, зажимной элемент выполнен в виде не менее четырех секторов с конической внутренней и наружной поверхностями, внутренняя поверхность смежных секторов имеет обратную конусность, при этом часть секторов имеет воз5 можность контактирования с верхней накладкой, а смежные с ними сектора - с нижней накладкой.
I
N
fc
04
f1 Ј
СЛ
g
О
oo Ф- -g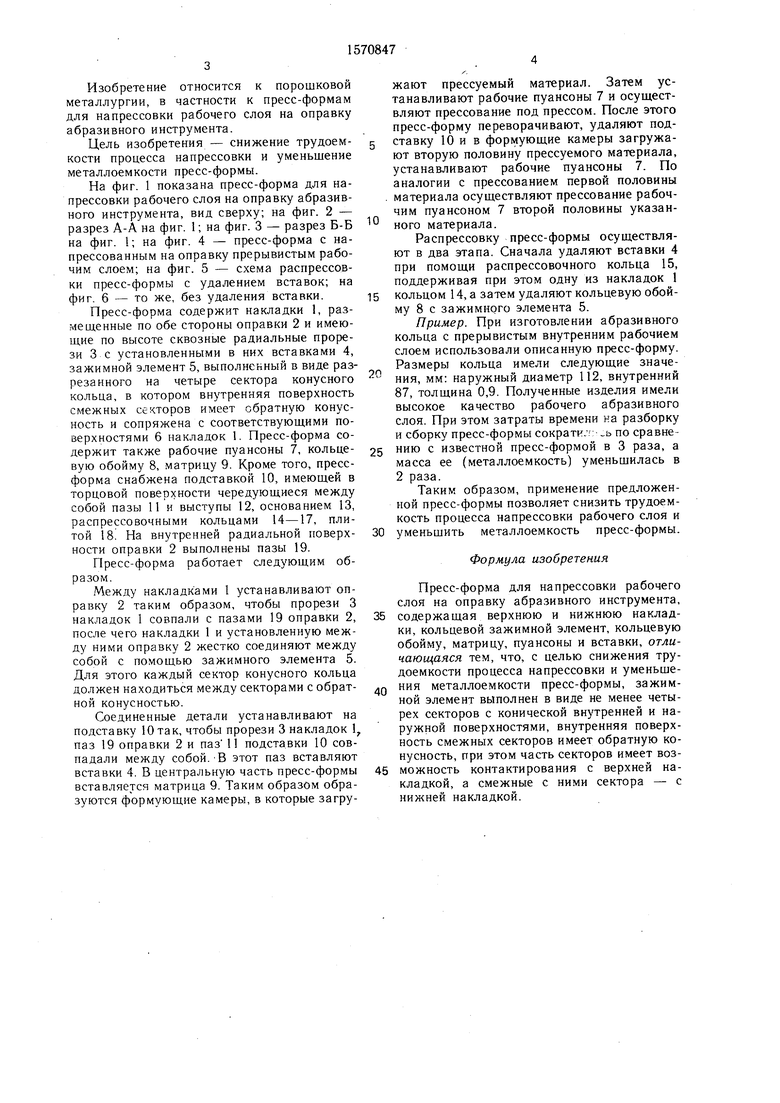
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Пресс-форма для напрессовки рабочего слоя с чередующимися участками различных характеристик на оправку рабочего инструмента | 1985 |
|
SU1418065A1 |
| Пресс-форма для прессования абразивного инструмента с прерывистым рабочим слоем | 1986 |
|
SU1400901A1 |
| Прессформа для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1982 |
|
SU1108019A1 |
| Пресс-форма для горячего прессования алмазного инструмента | 1989 |
|
SU1623833A1 |
| Пресс-форма для изготовления алмазного инструмента | 1985 |
|
SU1242304A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1984 |
|
SU1234218A2 |
| Пресс-форма для прессования абразивныхКРугОВ | 1979 |
|
SU850310A1 |
| Вертикальная пресс-форма для напрессовки абразивсодержащего слоя углового профиля на оправку инструмента | 1983 |
|
SU1138333A1 |

Изобретение относится к порошковой металлургии, в частности к пресс-формам для напрессовки рабочего слоя на оправку абразивного инструмента. Цель - снижение трудоемкости процесса напрессовки и уменьшение металлоемкости пресс-формы. Пресс-форма содержит накладки 1, размещенные по обе стороны оправки и имеющие сквозные радиальные прорези 3 с установленными в них вставками 4, зажимной элемент 5, выполненный в виде разрезанного не менее чем на четыре сектора конусного кольца, в котором внутренняя поверхность смежных секторов имеет обратную конусность и сопряжена с соответствующими поверхностями накладок 1. Изобретение позволяет в 3 раза уменьшить трудоемкость процесса напрессовки и в 2 раза снизить металлоемкость пресс-формы. 6 ил.
фие.5
| Селех В | |||
| Ф | |||
| и др | |||
| Пресс-формы для алмазно-абразивного инструмента | |||
| Киев: Машиностроение, 1967, с | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
