Изобретение относится к порошковой металлургии, в частности к прессформам для изготовления алмазного инструмента, например, эластичных алмазных шнуров, проволочных алмазяых. пил и т.д.
Известна пресс-форма для изготовления алмазного инструмента, включающая обойму, матрицу, пуансон и подкладки Щ .
Недостатками этой пресс-формы являются сложность ее изготовления и ограниченность размеров и формы прессуемых изделий.
Наиболее близкой к изобретению по технической сущности и достигаемому результату является пресс-форма для изготовления алмазного инструмента, содержащая обойму, матрицу с отверстиями, пуансоны, подвижные вставки с отверстиями, клин и упоры, Подвижные вставки могут быть выполнены разъемными по высоте,а плоскость разъема расположена по оси отверстия вставки. С помощью известной пресс-формы изготавливают высококачественные надфили, состоящие из корпуса с рабочей частью и ручки 2
Для изготовления алмазного дли номерного инструмента, армированного гибким элементом, например эластичный алмазный шнур, армированный нитью, или проволочная гшмазная пила, армированная проволокой, использование вышеуказанной пресс-формы нерационально из-за большой металлоемкости пресс-формы. Металлоемкая обойма и клин должны соответствовать инструменту с длиной прессуемой awiмазной части 1, 200-400 мм при диаметре спрессованного изделия , D 25 мм, причем гибкий армирующий элемент не может поддерживать подвижную вставку, как корпус, например, надфиля . Кроме того, в процессе прессования и промежуточных подпрессовок армирующий элемент может быть смят, что приводит к разрыву его. Недостаточная жесткость армирующего элемента приводит к его отклонению от оси инструмента в процессе прессования , в результате чего получгиот изделие низкого качества.
Целью изобретения является повышение качества алмазного длиномерного инструмента. I
Поставленная цель достигается тем, что в пресс-форме для иэготовле ния алмазного инструмента, преимущественно длиномерного, армированного гибким элементом, содержащей обойму, матрицу с отверстиями, пуансон и подвижные вставки с отверстиями, торцы вставок по йысоте выполнены с пазами, открытыми в направлении внутренних торцов матрицы и пересекгиощимися с отверстиями вставок.
При этом пресс-форма может быть снабжена устройством для натяжения армирующего элемента.
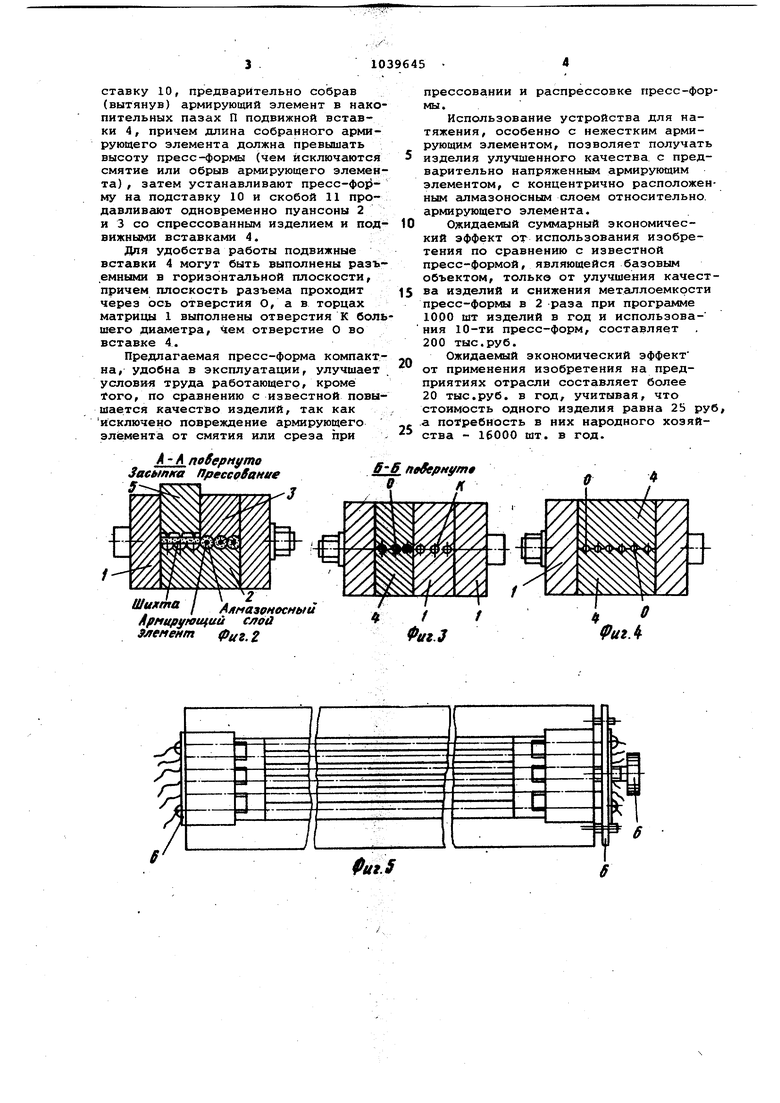
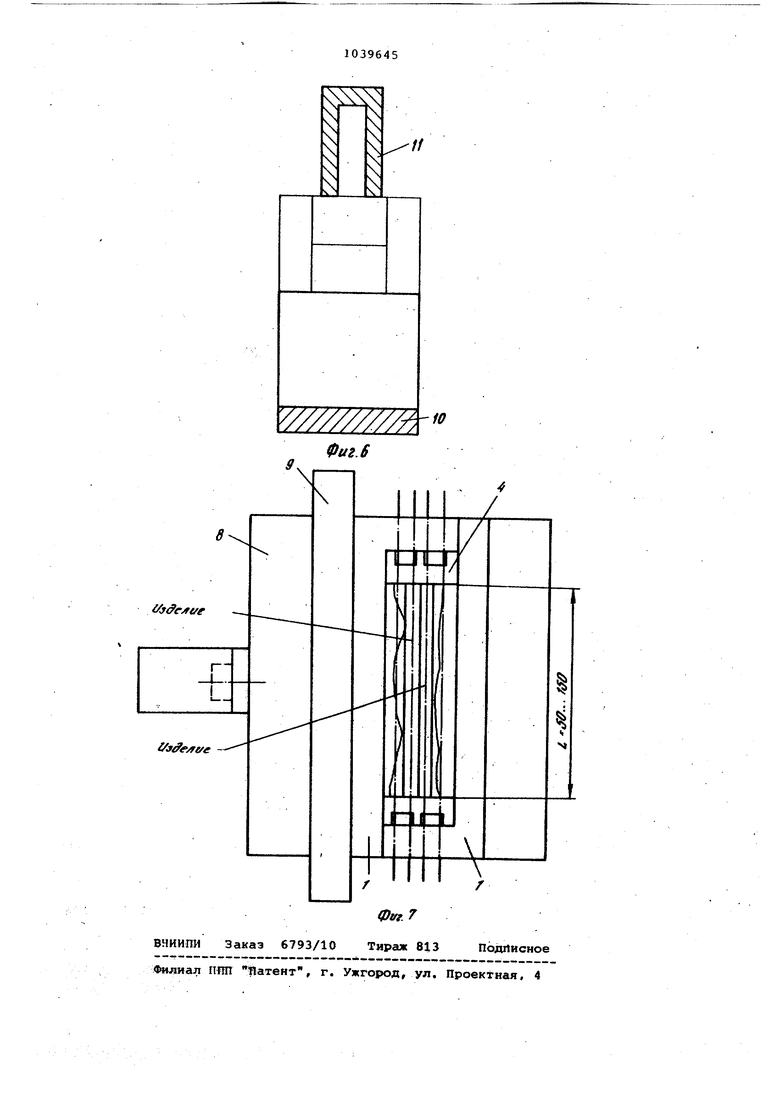
На фиг.1 изображена пресс-форма, общий вид; на фиг.2 - разрез А-А на фиг.1, во время проведения операции засыпки прессования; на фиг.З разрез БгБ на фиг.1; на фиг. 4 .- раземная подвижная вставка; на фиг.5 пресс-форма, снабженная устройством для натяжения армирующего элемента, вариант, общий вид; на фиг.6 - схем распрессовки; на фиг.7 - пресс-форма, используемая для изготовления алмазаого инструмента небольшой длины, общий вид.
Пресс-форма состоит из жестко . собранной матрицы 1 с отверстиями К для выхода армирующего элемента , в которой установлены рабочие пуансоны 2 и 3 и подвижные вставки 4 с пазами II и отверстиями О. Для подпрессовки шихты-проката используют пуансон 5. Для получения изделия с напряженным армирующим элементом пресс-форма снабжена устройством натяжения Ь.
В случае изготовления длиномерного инструмента (L 200-400 мм) прессформа снабжена стягивающими болтами 7, заменяющими обойму, в случае прессования алмазного инструмента с небольшой длиной алмазоносной части (L 50-150 мм) рационально использование пресс-формы с обоймой 8 и клином 9. Для распрессовки изделия используют подставку 10 и скобу 11.
Выполнение вставок с пазами, открытыми в направлении внутренних торцов матрицы и пересекающимися с имеющимися во вставках отверстиями, является обязательным в пресс-форме для изготовления длиномерного алмазного инструмента, армированного гибким элементом. В случае отсутствия пазов в процессе прессования и промежуточных подпрессовок, когда убираются.упоры из-под матрицы, последняя под действием собственного веса движется вниз и при этом травмирует (сминает) армирующий элемент в месте контакта торца подвижной вставки с внутренним торцом матрицы. При выполнении в пресс-форме подвижной вставки с пазс1ми среза армирующего элемента не произойдет при опускании матрицы.
Пресс-форма работает следующим образом.
В матрицу 1 устанавливают рабочий пуансон 2, Загружают половину навески шихты. Предварительно подпрессовочным пуансоном 5 формуют в половине навески впгшину для укладки в ней армирующего элемента. Затем устанавливают армирующий элемент, загружают вторую половину навески и прессуют до упора пуансоном 3. Для распрессовки пресс-форму устанавливают на подставку 10, предварительно собрав (вытянув) армирующий элемент в накопительных пазах П подвижной вставки 4 , причем длина собранного армярующего элемента должна превышать высоту пресс-формы (чем исключаются смятие или обрыв армирующего элемента) , затем устанавливают пpecc-фoI му на подставку 10 и скобой 11 продавливают одновременно пуансоны 2 и 3 со спрессованным изделием и подвижными вставками 4.
Для удобства работы подвижные вставки 4 могут быть выполнены разъемными в горизонтальной плоскости, причем плоскость разъема проходит через ось отверстия О, а в торцах матрицы 1 выполнены отверстия К большего диаметра, чем отверстие О во вставке 4.
Предлагаемая пресс-форма компактна, удобна в эксплуатации, улучшает условия труда работающего, кроме Того, по сравнению с известной повышается качество изделий, так как исключено повреждение армирующего элемента от смятия или среза при А-А повернуто Засмпгга Прессование S Шихта I Ал/ азомоснми Армирующий cjrffu зленент (, 2
прессовании и распрессовке пресс-формы.
Использование устройства для натяжения, особенно с нежестким армирующим элементом, позволяет получать изделия улучшенного качества с предварительно напряженньв армирующим элементом, с концентрично расположенным алмазоносным слоем относительно, армирующего элемента.
0
Ожидае лый суммарный экономический эффект от использования изобретения по сравнению с известной пресс-формой, являющейся базовым объектом, только от улучшения качества изделий и снижения металлоемкости
5 пресс-формы в 2 раза при программе 1000 шт изделий в год и использования 10-ти пресс-форм, составляет 200 тыс.руб.
Ожидаемый экономический эффект
0 от применения изобретения на предприятиях отрасли составляет более 20 тыс.руб. в год, учитывая, что стоимость одного изделия равна 25 руб, а потребность в них народного хозяй5ства - 16000 шт. в год. Вб повернут РК Фиг Л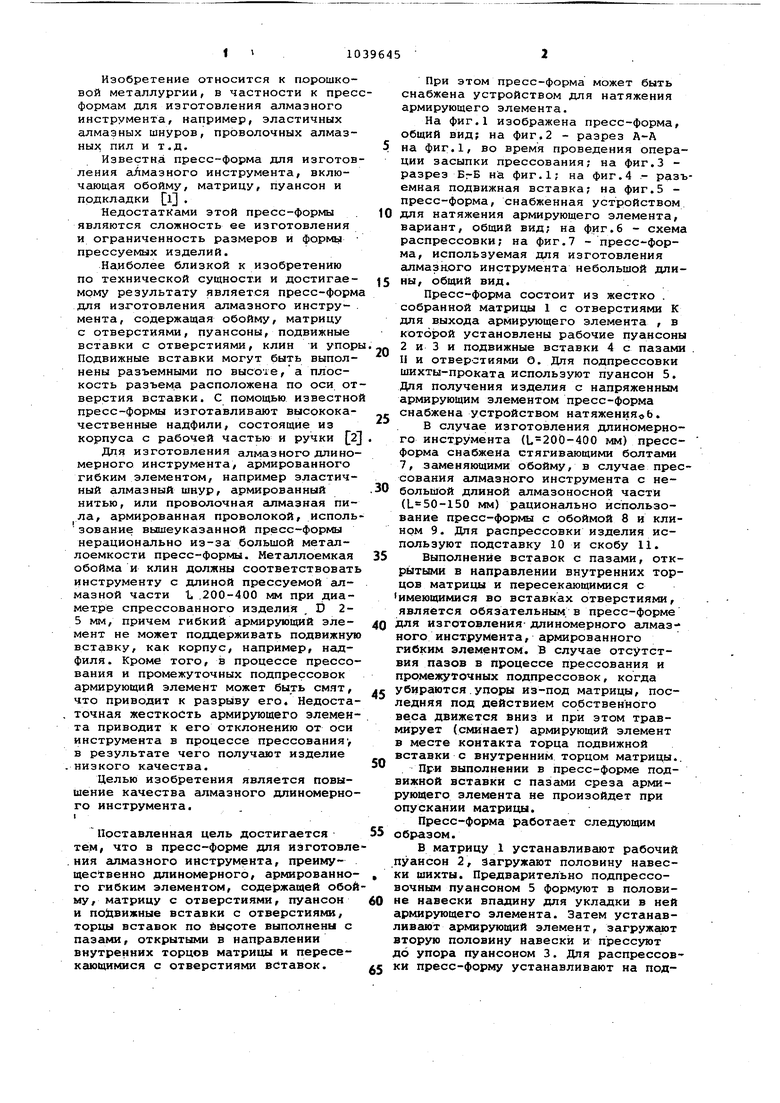
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Пресс-форма для изготовления алмазного инструмента | 1985 |
|
SU1242304A1 |
| Пресс-форма для прессования абразивного инструмента с прерывистым рабочим слоем | 1986 |
|
SU1400901A1 |
| Пресс-форма для изготовления алмазного инструмента | 1981 |
|
SU946802A1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ОТЛИВОК | 1991 |
|
RU2040360C1 |
| Пресс-форма для напрессовки рабочего слоя с чередующимися участками различных характеристик на оправку рабочего инструмента | 1985 |
|
SU1418065A1 |
| Пресс-форма для абразивных изделий | 1977 |
|
SU709387A1 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУпатб^^г :-^-^5!,..jасло„. | 1970 |
|
SU260891A1 |
1. ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА, преимущественно длиномерного, армированного гибким элементом, содержащая обойму, матрицу с отверстиями, пуансоны и подвижные вставки с отверстиями, отличающаяся тем, что, с целью повышения качества инструмента, торцы вставок по высоте выполнены с пазами, открытыми в направлении внутренних торцов матрицы .и перерекгиощимися с отверстиями вставок. 2. Пресс-форма по п. I, о тл ич а ю ц а я с я тем, что она снабжена уст1Юйством для натяжения армирующего элемента. S со со ел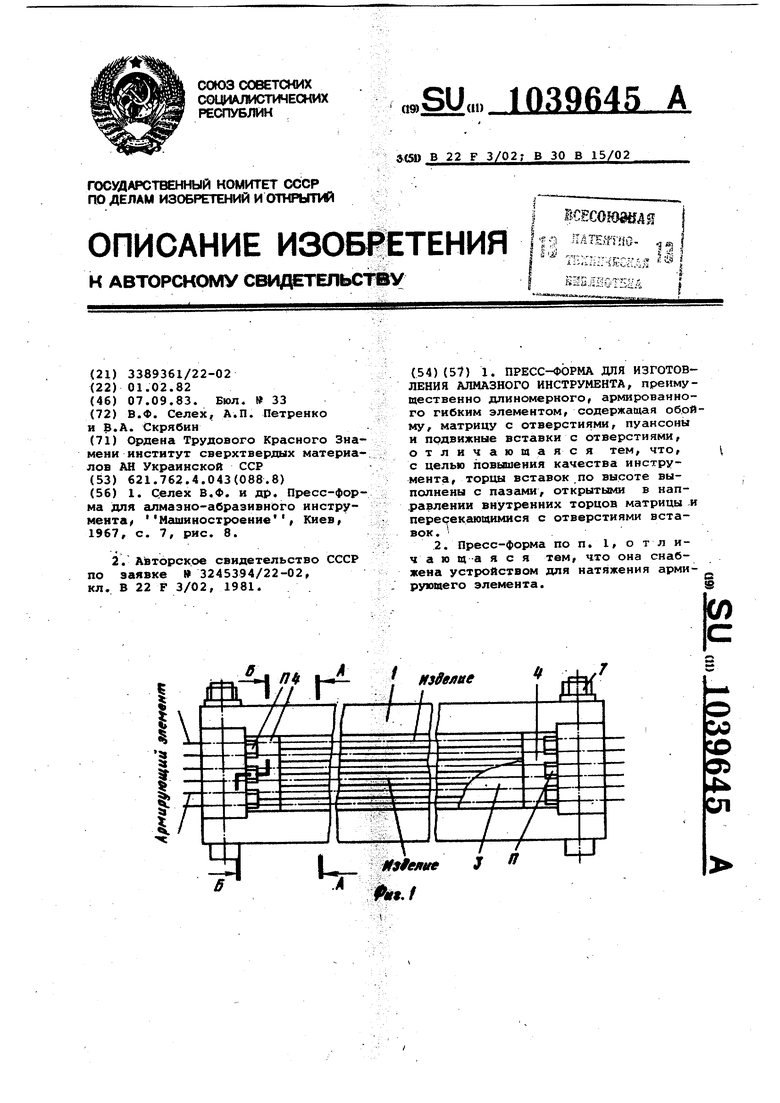
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| С.елех В.Ф | |||
| и др | |||
| Пресс-форма для сшмаэно-абразивного инструмента « Мсшиностроенне, Киев, 1967, с | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР по заявке 3245394/22-02, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
