1
Изобретение относится к порошковой металлургии, в частности к пресс-формам для изготовления алмазного инструмента, например надфилей, состоящих из корпуса с рабочей частью и ручки.
Известна пресс-форма для изготовления алмазного инструмента, включающая обойму, матрицу, пуансон и подкладки р J.
К недостаткам данной пресс-формы относится сложность ее изготовления и ограниченность размеров и формы изготовляемых изделий.
Наиболее близкой к предлагаемой является пресс-форма для изготовления алмазного инструмента, включающая обойму, матрицу и пуансоны, причем обойма снабжена клином для фиксирования матрицы, а матрица выполнена разъемной 2-.
К недостаткам данной пресс-формы относится низкое качество инструмента, например, надфилей, состоящих из корпуса с рабочей частью и ручки, а также значительная металлоемкость пресс-формы, обусловленная необходимостью полного размещения инструмента в полости матрицы.
Цель изобретения - повышение качества инструмента и снижение металлоемкости.
Указанная цель достигается тем,
10 что в пресс-форме для изготовления алмазного инструмента,например надфилей, состоящих из корпуса с рабочей частью и ручки, включающая обойму, матрицу и пуансоны, матри15ца снабжена вставкой, выполненной с отверстием для размещения ручки инструмента и установленной с возможностью перемещения вдоль оси прессования, при этом матрица выполнена с
20 окном для размещения ручки инструмента.
Вставка выполнена разъемной по высоте, причем плоскость разъема расположёна по оси отверстия.
Кроме тогоэ матрица выполнена с вертикальным пазом, ширина которого
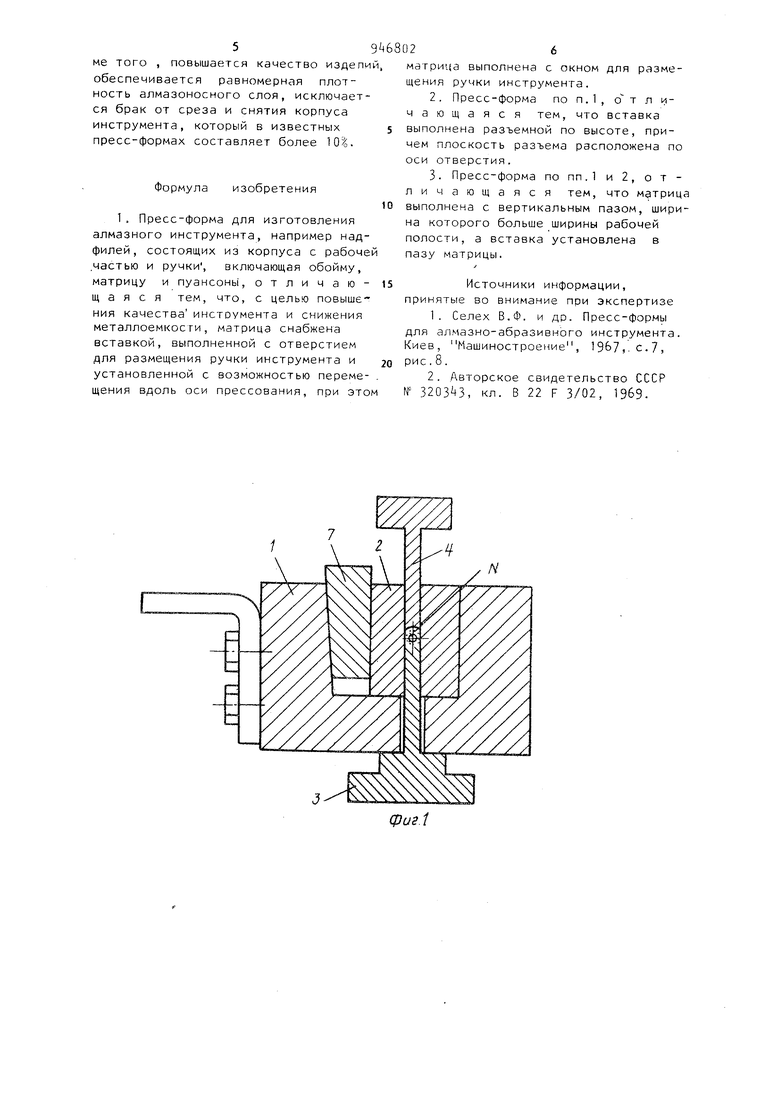
больше ширины рабочей полости, а встаака установлена в пазу матрицы. На фиг.1 изображс на пресс.-сЬорма
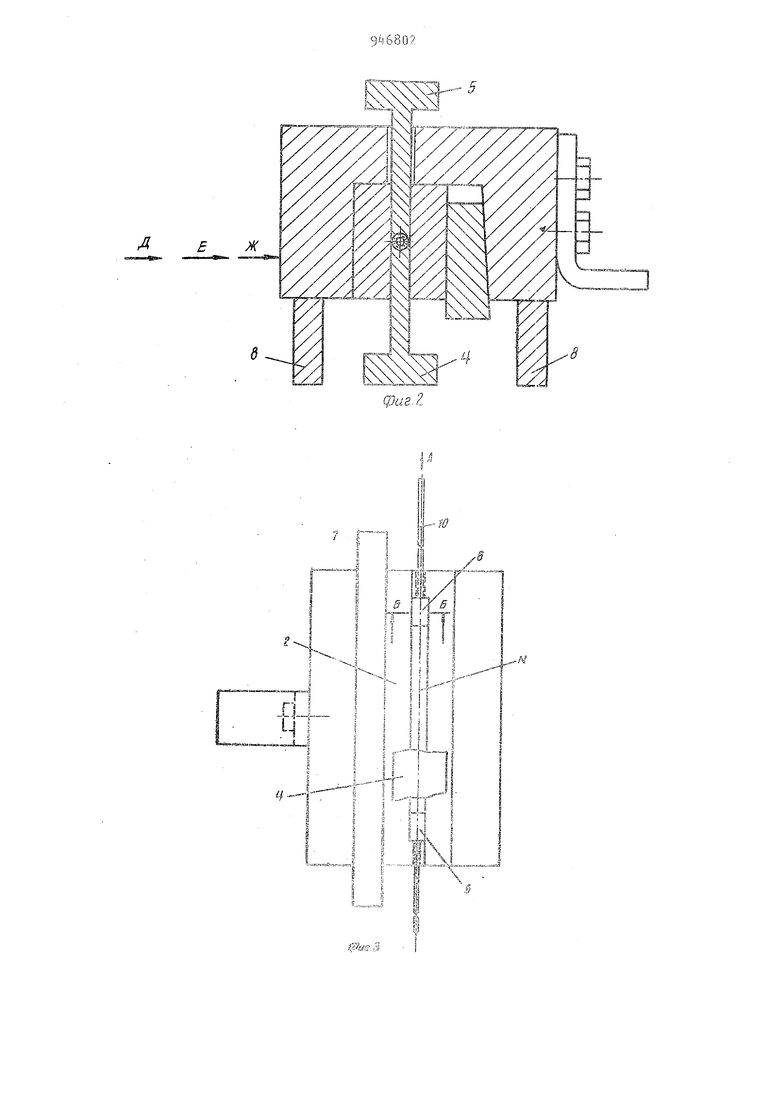
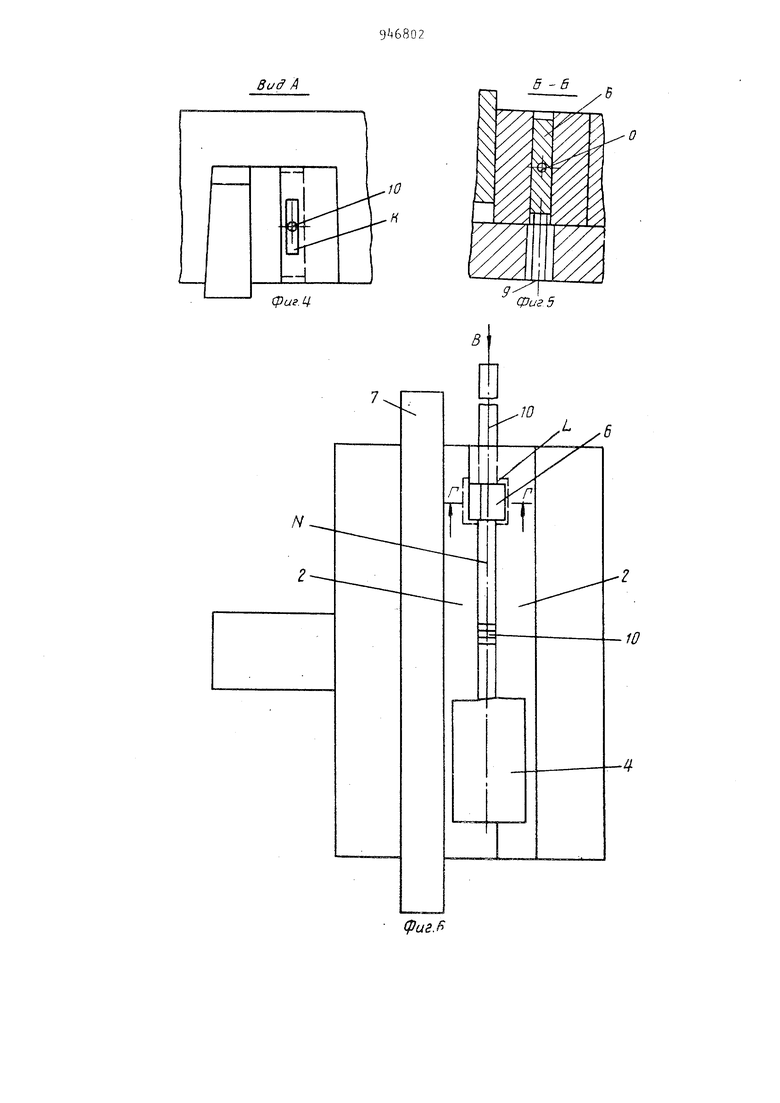
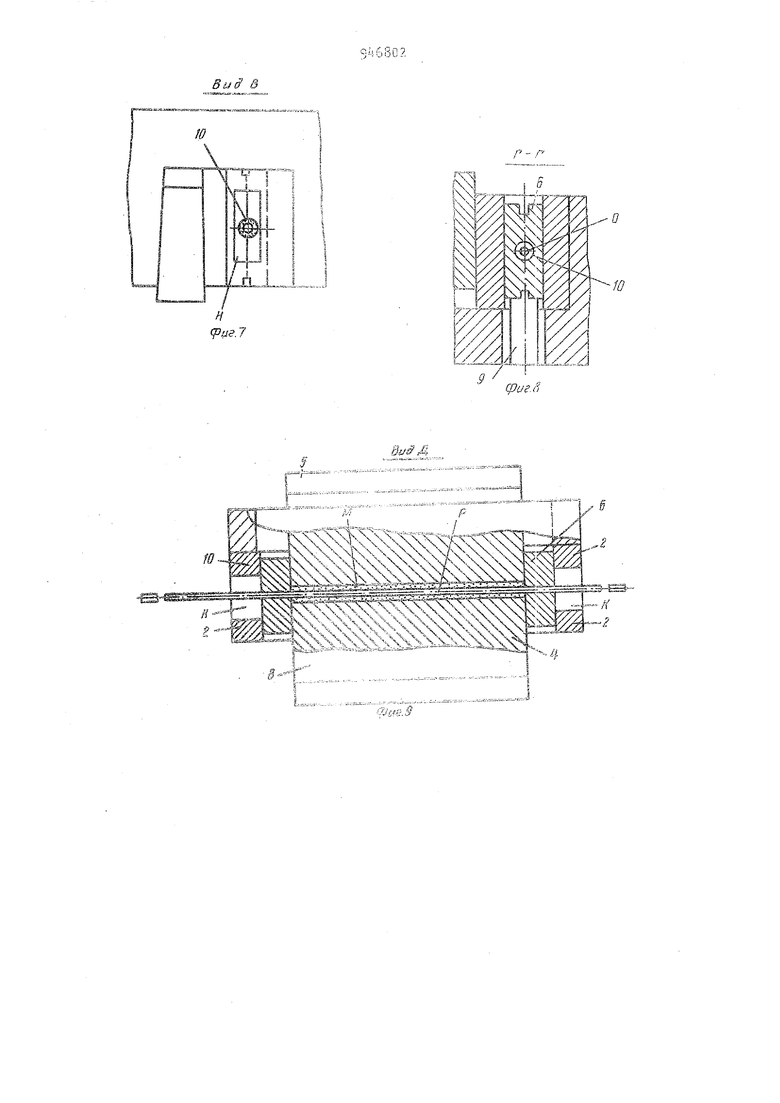
опеоацЕ4я подпрессовки) , обш,ий вид; на - то же; операция прессования; на фиг,3 пресс-форма для прессования инструмента с двумя ручками вставка неразъемная . вид сверху; на фиг.4 - вид по стрелке А на фиг.З;
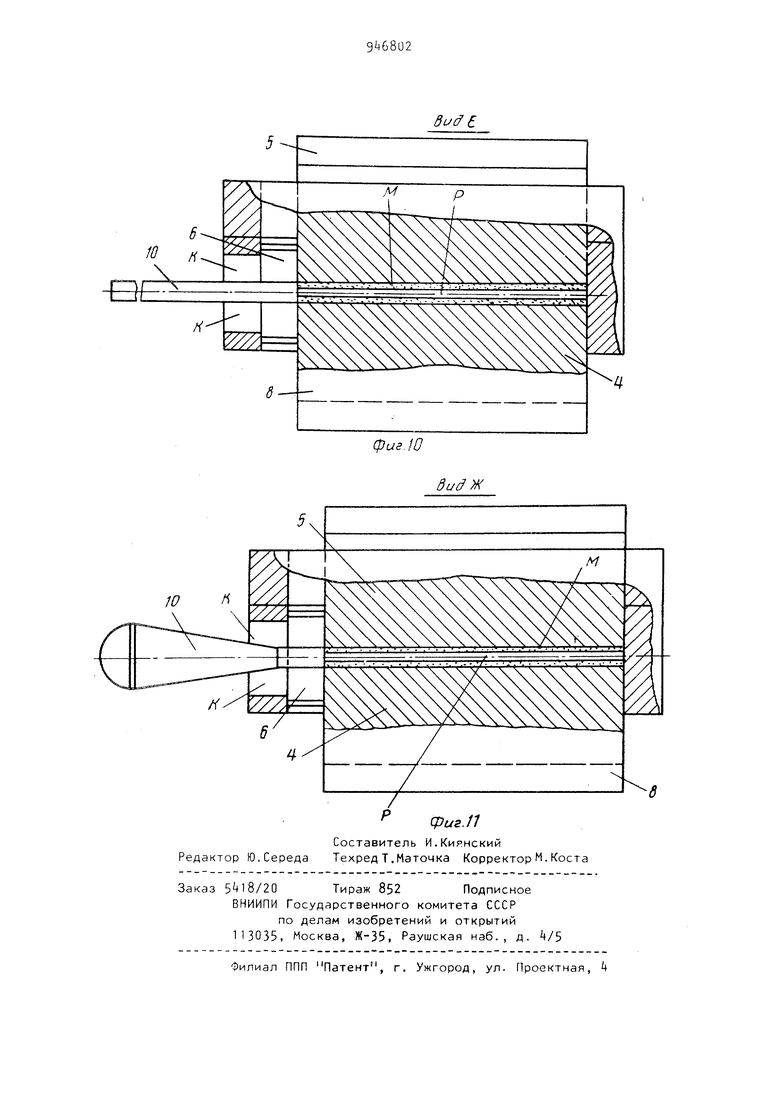
на фиг.5 - разрез Б-Б на фиг.З; на фиг.б - пресс-форма с разъемной вставкой для гфессования инструмента с одной ручкой, ширина которой равна ширине прессовой камеры; на фиг,/ вид по стрелке В на фиг.Ь; на фиг,8 разрез Г-Г на фиг.6; на фиг.9 вид по стрелке D на фиг.2 (прессование инструмента с двумя ручками); на фиг.10 - вид по стрелке Е на фиг,2 1 прессования инструмента с одной ручкойJ ширина корпуса которого равна ширине прессовой камеры, зстаежа разъемная); на фиг. 11 - вид по стрелке Ж на фиг,2 (инструмент с одной ручкой, ширина которой больше ширины прессовой .камеры, зстаека разъемнаяj,
Пресс-форма состоит из обоймы 1. в которой размещена матрица 2, установлены подпрессовочный пуансон 3; верхний ( и нижний 5 рабочие пуансоны и располо : енкый между пуансонами корпус Р инструмента, на рабочую часть которого напрессовывают алмазоносный слой М 5 в пазу L расположена подвижная всгзвка 6. Матрица 6 в обойме зажата клином 7 м снабжена упорами 8., установочным стержнем Э, поддержива щ14м зстазку 6 с размещенной з ее отверстии О ручкой 1U инструмента, причем в матрице поессфоргДы предусмотрено окно К для выхода ручки 10 инструмента за габариты :пресс-формы. Кроме того рабочая полость матрицы, пуансоны и подзиж- . мая вставка образуют прессовую asиеру WПресс-форма работает следующим образом,
В обойму 1 устанавлиеают матрицу 2 вместе с подпрессовочным пуансоном 3, затем матрицу 2 заиимают клином 7, через окно К матрицы 2 и отверстие О введенной саерх вставки 6,, которая а свою очередь поддерживается стержнем 3, вставляют корпус Р ручкой 10 инструмента так, чтобы
корпус Р касался подпрессовочного пуансона 3. Подпрессовывают половину навески. Затем повернув прессформу и установив ее на упоры 8, вынимают подпрессовочный пуансон 3, засыпают вторую половину навески и прессуют ее нижним пуансоном 5Конструкция пресс-формы исключает срез корпуса Р инструмента (благодаря наличию подвижной вставки 6, которая перемещается вместе с инструментом) , Например при изготовлении надфилей высокого качества круглой, квадратной, овальной и других
5 подобных им форм, двухстороннее прессование является необходимым. При зтом возможно смещение корпуса Р инструмента по высоте прессовой камеры iJ , а так как ручка 10
0 не защемлена в пресс-форме, явление смятия или среза не наблюдается. Это тем более важно, что размерь корпуса надфилей в поперечном сечении малы,
5 Одинаковая плотность алмазонос- него слоя инструмента достигается, благодаря эозможности двухстороннего прессования в предлагаемой прессформе. Это значительно повышает качестно изделия. На фиг.З, 6 и П
показано прессование трех.разновидностей инструмента. На фиг.З подвижные 8СТ53КИ 6 выполнены цельными, как ручки 10 -1 корпус Р инстру- мента одного размера и меньше ширины прессовой камеры N. На фиг.6 вставка разьемная и размещена в пазу Ь сборной матрицы 2. Паз Ь необходим для случая, когда корпус Р инстоумен5 та занимает всю прессовой камеры Ы, исключая возможность размещения в прессовой камере подвижной зг:тавки 6. Если на фиг. 6 исполнение вставки 6 разъемной необходимо для
- удобства в работе, то на фиг. 11 представлен зариант, когда разъемная вставка является необходимой, ибо после прессования с одной стороны подвижная вставка 6 закрывается слоем М , а с другой - ручкой 10 инструмента ,
Пресс -форма пред.пагаемсй конструкции компактна, при ее изготовлении в дза раза снижается расход дорогостоящего материала (металла) ,
Благодаря своему излому весу пред/шгаемая пресс-Форма удобна в эксплуатз14ии и улучшает условия труда. Кроме того , повышается качество издели обеспечивается равномерная плотность алмазоносного слоя, исключается брак от среза и снятия корпуса инструмента, который в известных пресс-формах составляет более 101. Формула изобретения 1 , Пресс-форма для изготовления алмазного инструмента, например надфилей, состоящих из корпуса с рабоче .частью и ручки , включающая обойму, матрицу и пуансоны, отличающаяся тем, что, с целью повышения качества инструмента и снижения металлоемкости, матрица снабжена вставкой, выполненной с отверстием для размещения ручки инструмента и установленной с возможностью переме щения вдоль оси прессования, при это матрица выполнена с окном для размещения ручки инструмента. 2.Пресс-форма по п.1, о т л ичающаяся тем, мто вставка выполнена разъемной по высоте, причем плоскость разъема расположена по оси отверстия. 3.Пресс-форма по пп.1 и 2, о т личающаяся тем, что матрица выполнена с вертикальным пазом, ширина которого больше ширины рабочей полости, а вставка установлена в пазу матрицы. Источники информации, принятые во внимание при экспертизе 1.Селех В.Ф. и др. Пресс-формы для алмазно-абразивного инструмента. Киев, Машиностроение, 1967). с.7, рис.8. 2.Авторское свидетельство СССР N , кл. В 22 F 3/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления алмазного инструмента | 1982 |
|
SU1039645A1 |
| Пресс-форма для изготовления алмазного инструмента | 1985 |
|
SU1242304A1 |
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Пресс-форма для изготовления алмазного инструмента | 1982 |
|
SU1106581A1 |
| Пресс-форма для изготовления абразивного инструмента | 1984 |
|
SU1217574A1 |
| Способ изготовления алмазно-абразивных кругов | 1981 |
|
SU1044463A1 |
| Пресс-форма для изготовления абразивного инструмента | 1986 |
|
SU1344514A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУпатб^^г :-^-^5!,..jасло„. | 1970 |
|
SU260891A1 |
| Способ изготовления алмазныхпРАВящиХ КАРАНдАшЕй | 1979 |
|
SU841948A1 |
| Пресс-форма для прессования порошков | 1984 |
|
SU1227335A1 |
д
1Л
i 1
т
П
щт
а
ML,L.
Buff А
б -б
N
.ю
/х
4т
г
щ
фиг.1
Г - Г
