Известны способы изготовления литейных форм прессованием с использованием прессующих устройств с различным удельным давлением.
Особенность настоящего способа заключается в том, что, с целью улучщения качества литейных форм, дозирование смеси осуществляют за счет утапливания модельной плиты на необходимую глубину с последующим уплотнением смеси нижним прессованием.
С целью предупреждения нарущения точности очертания форм, их изготовляют на формовочных мащинах высокого удельного давления без предварительного кантования, с использованием автоматического блока, в котором поддержание земляного выступа в момент протяжки модели осуществляют подпружиненным центральным стержнем.
С целью обеспечения синхронизации работы всех механизмов блока, управление ими осуществляют от литейного конвейера.
Описываемый -способ заключается в том, что изготовление литейных форм можно производить на формовочных мащинах высокого удельного давления без предварительного кантования форм, входящих в автоматический блок. Дозирование формовочной смеси осуществляют за счет утапливания модельной плиты на необходимую глубину с последующим уплотнением смеси нижним прессованием с удельным давлением 15-25 кг/см и с поддержанием земляного выступа в момент протяжки модели при помощи подпружиненного центрального стержня. Стержень перемещается под воздействием подвижного цилиндра вместе с подвижной частью стола до его верхней плоскости. При обратном ходе подвижногоПОрщня сначала перемещается подвижная часть стола, а после выбора незначительного зазора происходит опускание подпружиненного порщня.
М м ° - Щэавлени
давление BceMli/механизмами блока производится от литейного конве ра, что обеспечивает синхронизацию работы всех механизмов в трех проекциях/
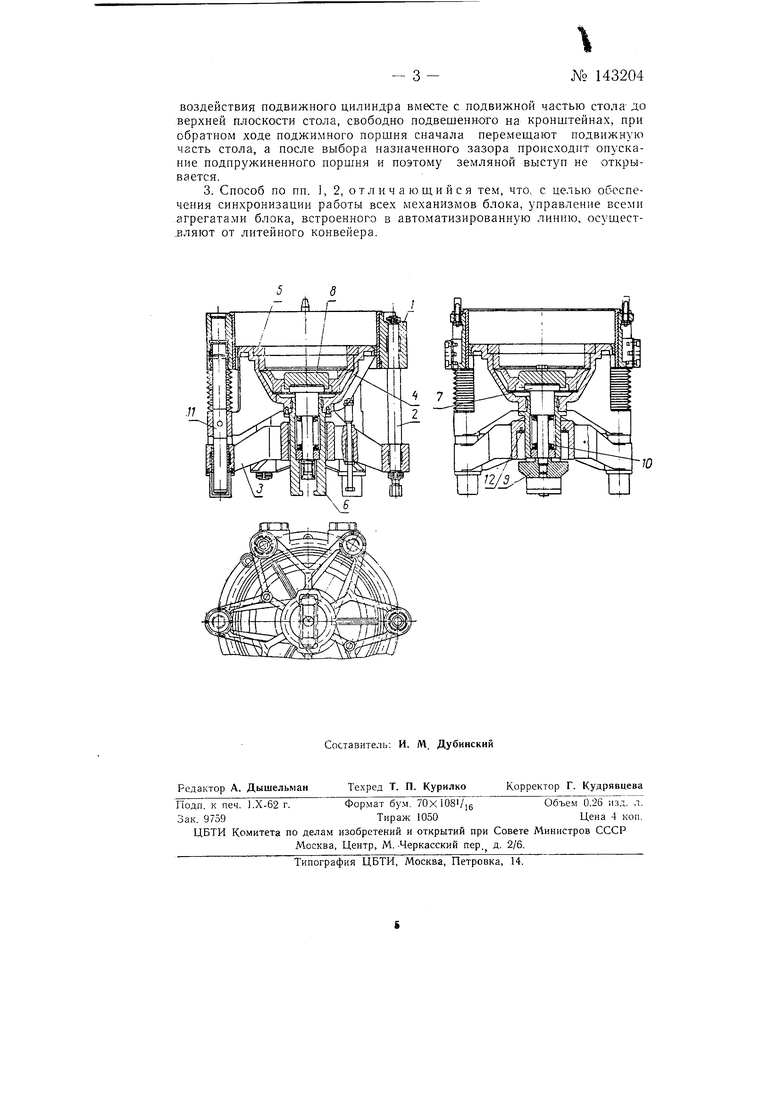
На чертеже роказана машина для прессования и протяжки литейных форм.
Используемая для осуществления способа машина состоит из корпуса L скрепленного тремя стержнями 2 с крестовиной 3. В колодце корпуса расположена прессующая чаща 4, в которой закреплена нижняя часть 5 модели тормозного барабана. Под чашей 4 установлен стакан 6 с расположенным в нем стержнем 7, на верхней части которого укреплена центральная часть 8 модели. К нижней части стакана 6 прикреплена перекладина 9. Центральный стержень 7 поднят в верхнее положение тарелочной пружиной 10. Для центрирования чащи 4 относительно корпуса / к приливам чащи прикреплены три скалки П, которые двигаются во втулках, установленных в корпусе / и крестовине.
При подходе стола машины с опокой к позиции прессования OinoKa двумя цилиндрами прижимается к траверсе. Затем поршень прессового цилиндра давит на стакан и чаша 4 вместе со стержнем 7 и обеими частями 5 н 8 модели движется вверх, в результате чего идет процесс прессования. За 20-30 Л1М до конца хода перекладина 9 стержня упирается в упоры J2 крестовины и центральная часть модели останавливается. Чаша, сжимая пружину JO, движется вверх, продолжая процесс прессования.
При ходе поршня вниз стержень 7 вместе с центральной частью 8 Л1одели под действием пружины 10 остается в верхнем положении, а чаша вместе с «ижней частью 5, модели движется вниз, в результате чего производится протяжка. После полного растяжения пружины вместе с чашей начинает двигаться вниз и центральная часть модели. Затем цикл повторяется.
Институт литейного дела АН УССР в своем заключении отмечает, что способ изготовления форм -с высокими земляны.ми выступами является новым и оригинальным, а применение подпружиненного стержня, поддерживающего земляной выступ при протяжке модели, позволяет изготавливать форму с земляным выступом без разрушений и отрыва последнего от верхней полуформы. Кроме того, при предлагаемой конструкции стола дозирование земли осуществляется без применения нацплнительной рамки, лишь вертикальным перемещением модели, что позволяет нолучать различные плотности земляных выступов.
Предмет изобретения
1.Способ изготовления литейных форм обычных и с большими земляными выступами прессованием, отличающийся тем, что, с целью улучшения качества литейных форм, дозирование смеси на форму осуществляют за счет зтапливания модельной плиты на необходимую глубину с последующим уплотнением смеси «ижним прессованием с удельным давлением 15-25 кг/см и поддержанием земляного выступа устройством в момент протяжки модели.
2.Способ по п. I, отличающийся тем, что, с целью предупреждения нарушения форм, изготовление форм осуществляют на формовочных машинах высокого удельного давления без предварительного кантования формы, входящих в автоматический блок, в которых поддержание земляного выступа в момент протяжки модели осуществляют подпружиненным центральным стержнем, перемещающимся от
воздействия подвижного цилиндра вместе с подвижной частью стола до верхней плоскости стола, свободно подвешенного на кронштейнах, при обратном ходе поджимного поршня сначала перемещают подвижную часть стола, а после выбора назначенного зазора происходит опускание подпружиненного поршня и поэтому земляной выступ не открывается.
3. Способ по пп. 1, 2, отличающийся тем, что, с целью обеспечения синхронизации работы всех механизмов блока, управление всеми агрегатами блока, встроенного в автоматизированную линию, осуществляют от литейного конвейера.
о
№ 143204
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| ФОРМОВОЧНЫЙ АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ПЕСЧАНЫХ ФОРМ | 1990 |
|
RU2014942C1 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Карусельная автоматическая формовочная машина Набокина | 1982 |
|
SU1031634A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Формовочная машина для изготовлениябЕзОпОчНыХ лиТЕйНыХ фОРМ | 1973 |
|
SU818468A3 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| ПРОИЗВОДСТВО ТАБЛЕТКИ С ПОМОЩЬЮ ПРЕСС-ФОРМЫ С ИСПОЛЬЗОВАНИЕМ ПОРОШКОВОЙ СМЕСИ С ВОДОСОДЕРЖАЩИМ МАТЕРИАЛОМ | 2010 |
|
RU2552941C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ БЕЗ МОДЕЛИ ОТЛИВКИ И СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ПОЛУФОРМЫ | 2011 |
|
RU2510729C2 |