Изобретение относится к устройствам для экструзии термопластичного материала на сердечник для заполнения внутренних пустот между его элементами и/или изготовления оболочки, а также для экструзии труб и жгутов и может быть использовано в кабельной технике.
Цель изобретения - расширение технологических возможностей, экономия материалов, улучшение качества и повышение производительности изготовления изделий путем регулирования массы разделенных потоков материала и их полного перекрытия в любой последовательности.
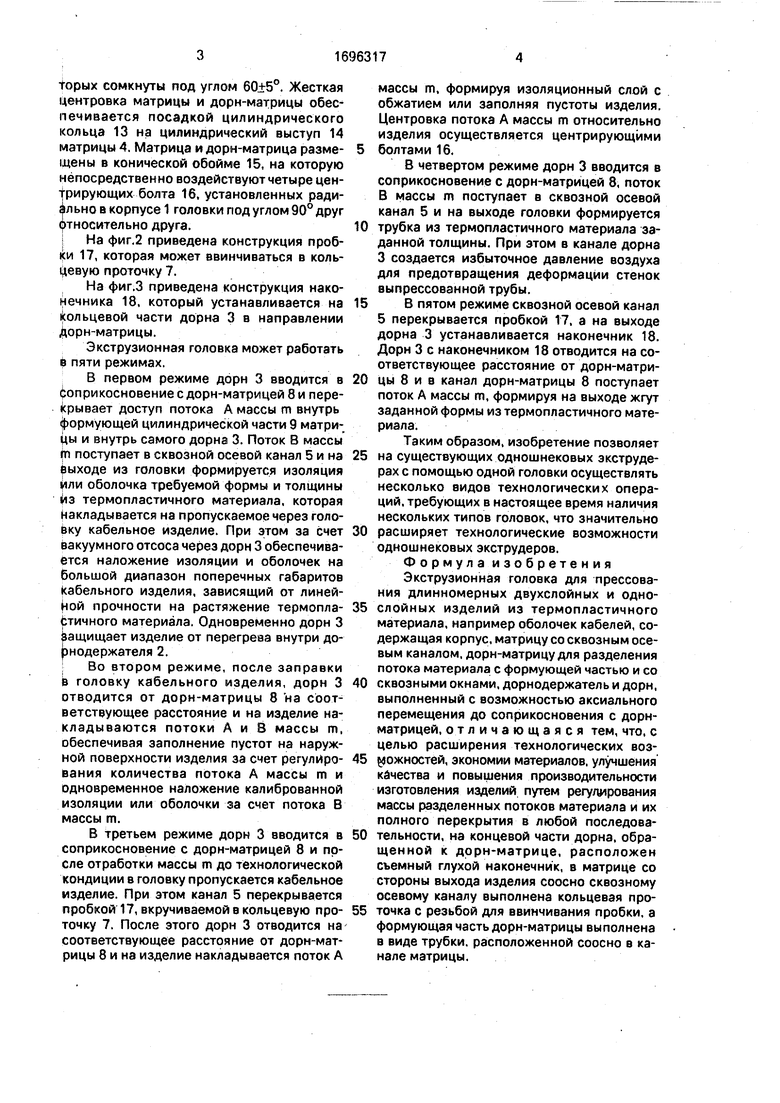
На фиг.1 представлена экструзионная головка, общий вид; на фиг.2 - конструкция пробки; на фиг.З - конструкция наконечника.
Экструзионная головка состоит из корпуса 1, в котором размещен дорнодержатель 2 с концентрически установленным внутри дорном 3 из металла, сплава или теплостойкого материала, матрицы 4 со сквозным осевым каналом 5, сопряженным с конической поверхностью 6, развернутой в направлении дорна, и кольцевой осевой проточкой 7, и дорн-матрицы 8, жестко центрированной относительно матрицы.
Формующая цилиндрическая часть 9 дорн-матрицы 8 соосно введена в канал 5 на всю его длину, при этом его внутренняя цилиндрическая поверхность сопряжена с конической поверхностью 10, развернутой в направлении дорна 3. Кроме того, в дорн- матрице 8 имеется несколько сквозных окон 11 для прохождения массы одного из потоков материала, грани опорных стоек 12 коО
о
Os
Сл)
VI
торых сомкнуты под углом 60+5°. Жесткая центровка матрицы и дорн-матрицы обеспечивается посадкой цилиндрического кольца 13 на цилиндрический выступ 14 матрицы А. Матрица и дорн-матрица разме- щены в конической обойме 15, на которую непосредственно воздействуют четы ре центрирующих болта 16, установленных ради- ально в корпусе 1 головки под углом 90° друг относительно друга.
На фиг.2 приведена конструкция пробки 17, которая может ввинчиваться в кольцевую проточку 7.
На фиг.З приведена конструкция наконечника 18, который устанавливается на кольцевой части дорна 3 в направлении дорн-матрицы.
Экструзионная головка может работать в пяти режимах.
В первом режиме дорн 3 вводится в соприкосновение с дорн-матрицей 8 и перекрывает доступ потока А массы m внутрь формующей цилиндрической части 9 матрицы и внутрь самого дорна 3. Поток В массы m поступает в сквозной осевой канал 5 и на выходе из головки формируется изоляция или оболочка требуемой формы и толщины из термопластичного материала, которая накладывается на пропускаемое через головку кабельное изделие. При этом за счет вакуумного отсоса через дорн 3 обеспечивается наложение изоляции и оболочек на большой диапазон поперечных габаритов кабельного изделия, зависящий от линейной прочности на растяжение термопла- стичного материала. Одновременно дорн 3 защищает изделие от перегрева внутри до- рнодержателя 2.
Во втором режиме, после заправки в головку кабельного изделия, дорн 3 отводится от дорн-матрицы 8 на соответствующее расстояние и на изделие накладываются потоки А и В массы т, обеспечивая заполнение пустот на наружной поверхности изделия за счет регулйро- вания количества потока А массы m и одновременное наложение калиброванной изоляции или оболочки за счет потока В массы т.
В третьем режиме дорн 3 вводится в соприкосновение с дорн-матрицей 8 и после отработки массы m до технологической кондиции в головку пропускается кабельное изделие. При этом канал 5 перекрывается пробкой 17, вкручиваемой в кольцевую про- точку 7. После этого дорн 3 отводится на соответствующее расстояние от дорн-матрицы 8 и на изделие накладывается поток А
массы т, формируя изоляционный слой с обжатием или заполняя пустоты изделия. Центровка потока А массы m относительно изделия осуществляется центрирующими болтами 16.
В четвертом режиме дорн 3 вводится в соприкосновение с дорн-матрицей 8, поток В массы m поступает в сквозной осевой канал 5 и на выходе головки формируется трубка из термопластичного материала заданной толщины. При этом в канале дорна 3 создается избыточное давление воздуха для предотвращения деформации стенок выпрессованной трубы.
В пятом режиме сквозной осевой канал 5 перекрывается пробкой 17, а на выходе дорна 3 устанавливается наконечник 18. Дорн 3 с наконечником 18 отводится на соответствующее расстояние от дорн-матрицы 8 и в канал дорн-матрицы 8 поступает поток А массы т, формируя на выходе жгут заданной формы из термопластичного материала.
Таким образом, изобретение позволяет на существующих одношнековых экструде- рах с помощью одной головки осуществлять несколько видов технологических операций, требующих в настоящее время наличия нескольких типов головок, что значительно расширяет технологические возможности одношнековых экструдеров.
Формула изобретения
Экструзионная головка для прессования длинномерных двухслойных и однослойных изделий из термопластичного материала, например оболочек кабелей, содержащая корпус, матрицу со сквозным осевым каналом, дорн-матрицу для разделения потока материала с формующей частью и со сквозными окнами, дорнодержатель и дорн, выполненный с возможностью аксиального перемещения до соприкосновения с дорн- матрицей, отличающаяся тем, что, с целью расширения технологических возможностей, экономии материалов, улучшения качества и повышения производительности изготовления изделий путем регулирования массы разделенных потоков материала и их полного перекрытия в любой последовательности, на концевой части дорна, обращенной к дорн-матрице, расположен съемный глухой наконечник, в матрице со стороны выхода изделия соосно сквозному осевому каналу выполнена кольцевая проточка с резьбой для ввинчивания пробки, а формующая часть дорн-матрицы выполнена в виде трубки, расположенной соосно в канале матрицы.
1516 14 is

| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка | 1984 |
|
SU1224834A1 |
| Экструзионная кабельная головка | 1987 |
|
SU1407825A1 |
| Экструзионная головка для полимерных материалов | 1982 |
|
SU1047717A1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| Экструзионная головка | 1984 |
|
SU1356006A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГИБКОГО ТРУБЧАТОГО СЛОЯ ЭЛЕКТРОПРОВОДНИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2365463C2 |
| Экструзионная головка для изготовления слоистых труб из полимерных материалов | 1988 |
|
SU1570929A1 |
| Головка экструдера для изготовления армированных оболочек | 1979 |
|
SU959169A1 |
| Кольцевая головка экструадера | 1976 |
|
SU592610A1 |
| Экструзионная головка для изготовления полимерных трубчатых изделий | 1980 |
|
SU889453A1 |
Изобретение относится области электротехники, в частности к кабельной технике. Целью изобретения является расширение технологических возможностей, экономия материалов, улучшение качества и повышение производительности изготовления двухслойных и однослойных кабельных изделий путем регулирования массы разделенных потоков и их полного перекрытия в любой последовательности. Экструзионная головка содержит корпус, матрицу, дорн-матрицу, дорнодержатель и аксиально перемещающийся дорн. Имеются съемные глухой наконечник для дорна и пробка с резьбой, предназначенная для перекрытия одного из потоков материала. Дорн-матрица жестко центрирована относительно матрицы. Формующая часть дорн- матрицы выполнена в виде цилиндра, что обеспечивает возможность изготовления трубчатых изделий. 3 ил. -У и
Фм.1
Фив,2
W
4з
Фие.З
| СПОСОБ СТАБИЛИЗАЦИИ ВАКЦИННОГО ТУЛЯРЕМИЙНОГО ШТАММА | 2010 |
|
RU2457249C2 |
| Солесос | 1922 |
|
SU29A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
