4аь
00
со
СП IN9
сд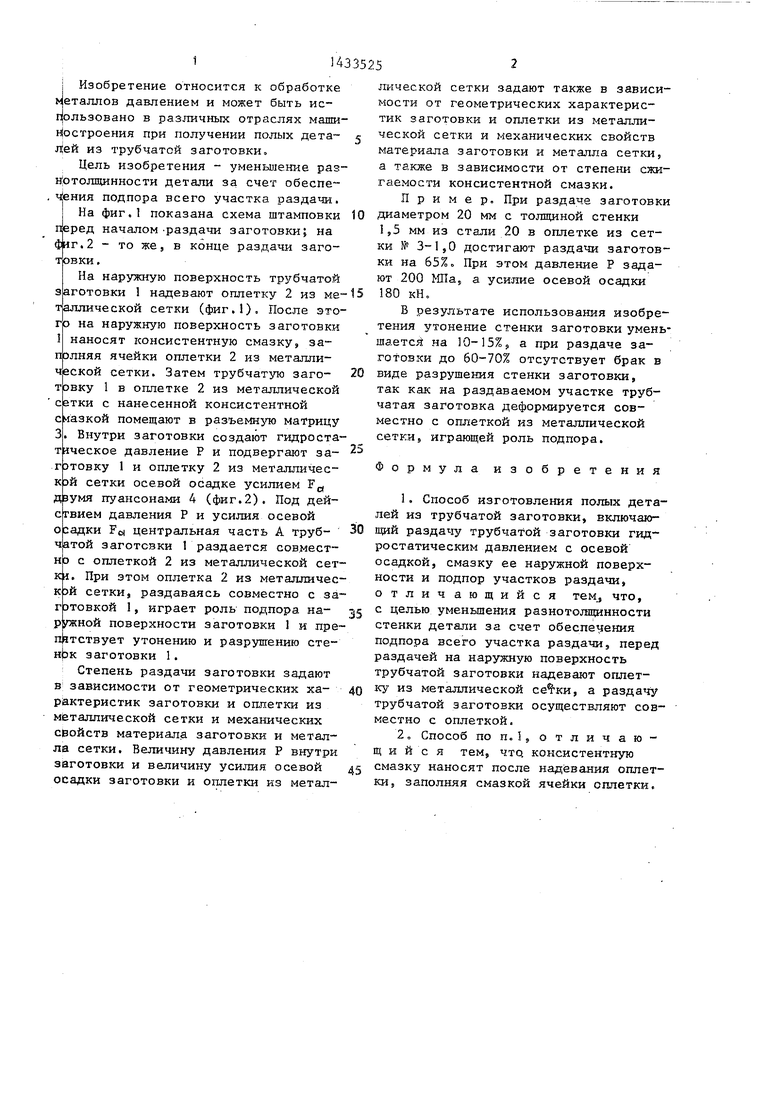
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей | 1986 |
|
SU1348025A1 |
| Способ получения трубчатых изделий с фланцем | 1989 |
|
SU1637933A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ОСКОЛОЧНОГО СНАРЯДА С ВЕДУЩИМ ПОЯСКОМ | 2009 |
|
RU2406589C1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026508C1 |
| ГИБКИЙ ТРУБОПРОВОД, СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ ФТОРОПЛАСТОВОЙ ТРУБКИ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1992 |
|
RU2026507C1 |
| Способ гидравлической штамповки | 1987 |
|
SU1417954A1 |
| СПОСОБ ПРОШИВКИ ЗАГОТОВОК И ПОЛУЧЕНИЯ ТРУБ В СТАНЕ ПРОДОЛЬНОЙ ПРОКАТКИ | 1992 |
|
RU2037348C1 |
| Способ формовки из круглой трубы полого изделия прямоугольного сечения | 1986 |
|
SU1398963A1 |
| Способ изготовления полых деталей | 1986 |
|
SU1433524A1 |
Изобретение относится к обработ ке металлов давлением и может быть использовано в различных отраслях машиностроения при изготовлении полых- деталей из трубчатой заготовки. Цель - уменьшение разнотолщинности детали за счет обеспечения подпора всего участка заготовки. На наружную поверхность трубчатой заготовки 1 надевают оплетку 2 из металлической сетки. Затем наносят консистентную смазку, заполняя ячейки оплетки. Трубчат то заготовку 1 в оплетке 2 помещают в разъемную матрицу. Затем трубчатую заготовку 1 совместно с оп- леткЬй 2 подвергают раздаче гидростатическим давлением Р с осевой осадкой усилием Рд. Оплетка 2 выполняет функцию подпора участка раздачи. 1 з.п. ф-лы, 2 ил. а (Л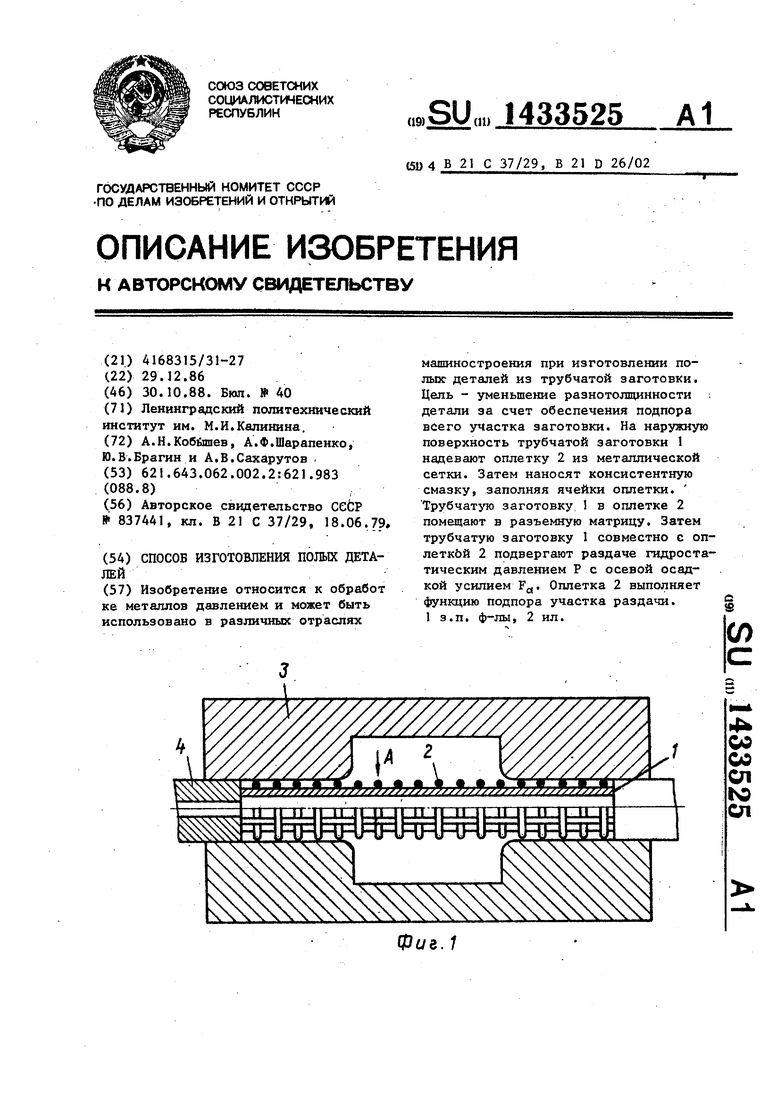
Фиъ. 1
4
Изобретение относится к обработке .еталлов давлением и может быть ис- фльзовано в различных отраслях машиностроения при получении полых дета- л;ей из трубчатой заготовки.
Цель изобретения - уменьшение разно толщинности детали за счет обеспе- фния подпора всего участка раздачи. I На фиг.1 показана схема штамповки перед началом-раздачи заготовки; на фиг.2 - то же5 в конце раздачи заго- трвки.
На наружную поверхность трубчатой slaroTOBKH 1 надевают оплетку 2 из металлической сетки (фиг.1). После этого на наружную поверхность заготовки 1 наносят консистентную смазку, заполняя ячейки оплетки 2 из металлической сетки. Затем трубчатую заго- товку 1 в оплетке 2 из металлической сетки с нанесенной консистентной смазкой помещают в разъемн то матрицу
30
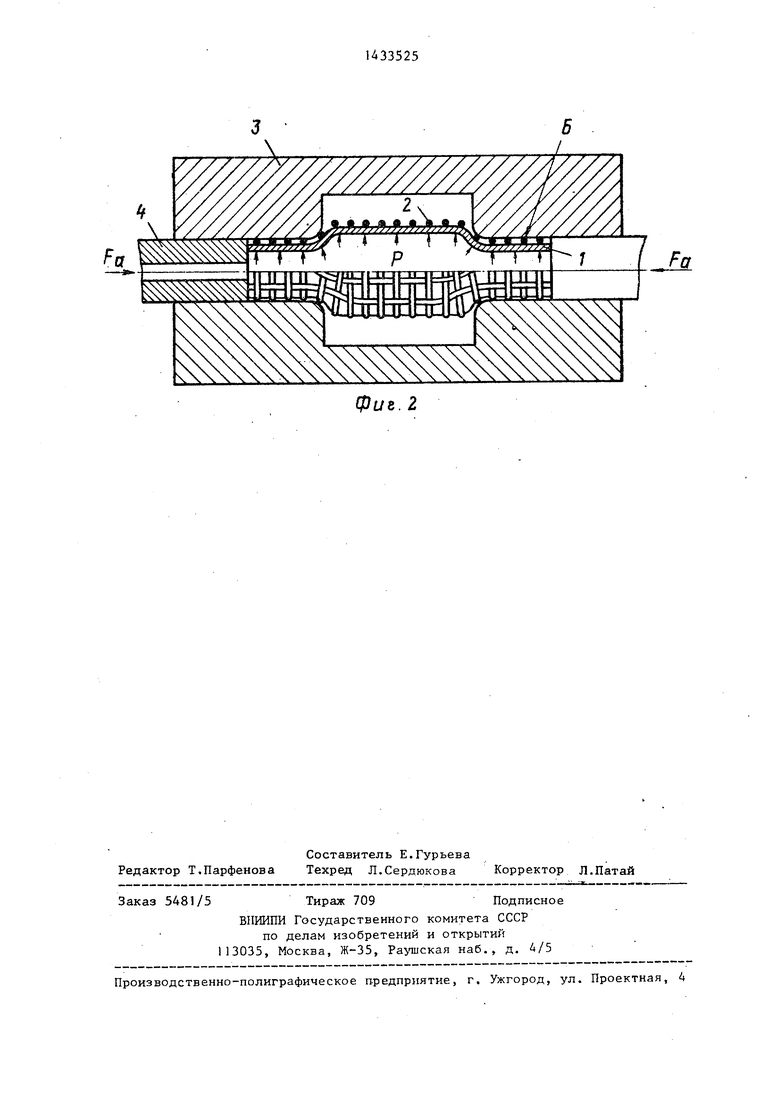
тйческое давление Р и подвергают за- - гэтовку 1 и оплетку 2 из металличес- кэй сетки осевой осадке усилием F двумя пуансонами 4 (фиг.2). Под действием давления Р и усилия осевой осадки FCH центральная часть А трубчатой заготовки 1 раздается сов.мест но с оплеткой 2 из металлической сетки. При этом оплетка 2 из металличес- кэй сетки, раздаваясь совместно с за- гэтовкой 1, играет роль подпора на- з5 ррсной поверхности заготовки 1 и пре- п)гтствует утонению и разрушению сте- HJDK заготовки 1.
Степень раздачи заготовки задают в; зависимости от геометрических характеристик заготовки и оплетки из металлической сетки и механических свойств материала заготовки и металла сетки. Величину давления Р внутри заготовки и величину усилия осевой осадки заготовки и оплетки из метал40
45
Формула изобрет
2„ Способ поп.отли щ и и с я тем, что, консисте смазку наносят после надеван ки, заполняя смазкой ячейки
лической сетки задают также в зависимости от геометрических характеристик заготовки и оплетки из металлической сетки и механических свойств материала заготовки и металла сетки, а также в зависимости от степени сжи- гаемости консистентной смазки.
Пример. При раздаче заготовки диаметром 20 мм с толщиной стенки 1,5 мм из стали 20 в оплетке из сетки № 3-1,0 достигают раздачи заготовки на 65%. При этом давление Р задают 200 МПа, а усилие осевой осадки 180 кН.
В результате использования изобретения утонение стенки заготовки уменьшается на 10-15%., а при раздаче заготовки до 60-70% отсутствует брак в виде разрушения стенки заготовки, так как на раздаваемом участке трубчатая заготовка деформируется совместно с оплеткой из металлической
Формула изобретения
2„ Способ поп.отличаю- щ и и с я тем, что, консистентную смазку наносят после надевания оплетки, заполняя смазкой ячейки оплетки.
Фие. 2
| Способ гидравлической штамповкипОлыХ дЕТАлЕй C ОТВОдАМи | 1979 |
|
SU837441A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
