Изобретение относится к обработке металлов давлением и может быть использовано для изготовления полых цилиндрических осесимметричных деталей из трубчатых заготовок.
Целью изобретения является улучшение качества полых цилиндрических осесимметричных деталей.
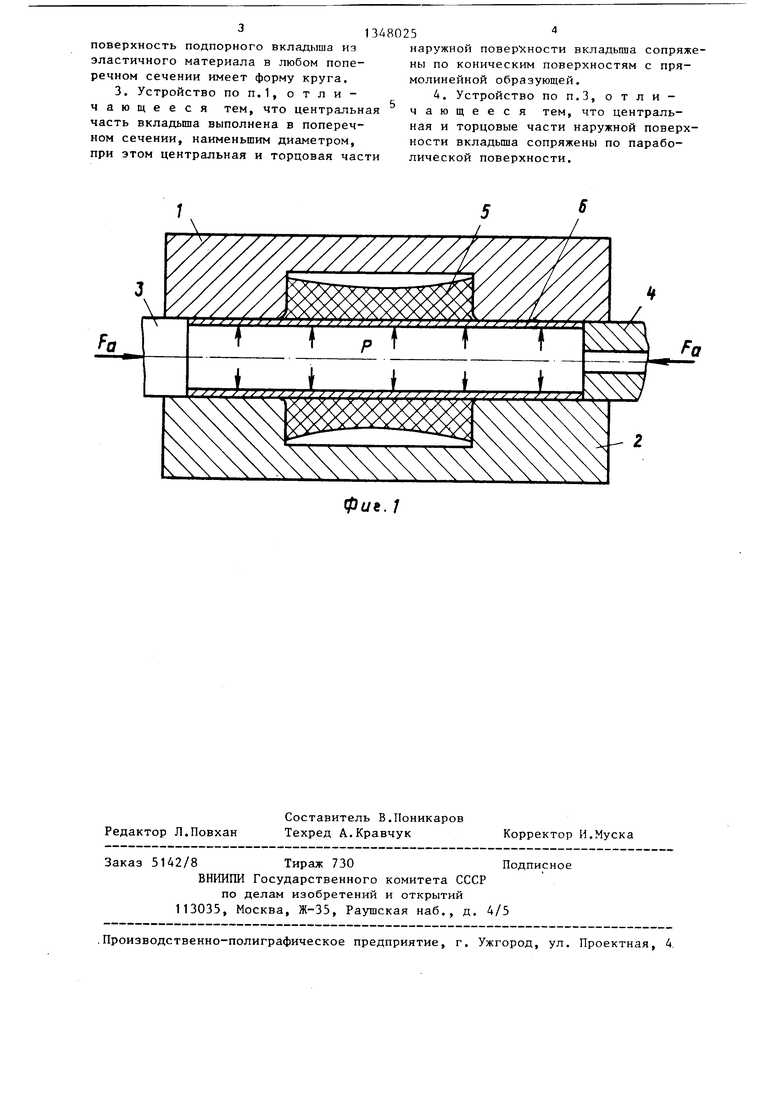
На фиг.1 показано устройство для гидравлической штамповки полых цилиндрических осесимметричных деталей, начало штамповки; на фиг.2 - то же, конец штамповки.
Устройство для гидравлической штамповки содержит разъемную жесткую матрицу, состоящую из двух полуматриц ,1 и 2, два жестких осевых пуансона 3 и 4 и эластичный подпорный вкладьш 5. Эластичный подпорный вкладыш 5 имеет продольное осевое цилиндрическое отверстие, в котором находится деформируемая часть трубчатой заготовки 6. Наружная поверхность эластичного подпорного вкладьш1а 5 в любом поперечном сечении представляет собой окружность, причем диаметр зтой окружности в центре вкладыша наименьший и постепенно увеличивается к торцам вкладыша.
Устройство для гидравлической штамповки полых цилиндрических осесимметричных деталей работает следующим образом.
Трубчатую заготовку 6 (фиг.1) помещают в полость нижней полуматрицы 2 с надетым на заготовку эластичным подпорным вкладьш1ем 5, после чего опускают верхнюю полуматрицу 1 до полного смыкания с полуматрицей 2. Внутрь заготовки 6 заливают жидкость после чего герметизируют полость заготовки 6 путем перемещения жестких пуансонов 3 и 4 один навстречу другому до упора в торцы заготовки 6.
В полости заготовки 6 создают давление жидкости Р и осуществляют осевое сжатие заготовки 6 одновременно двумя осевыми жесткими пуансонами 3 и 4 с усилием FQ. При этом центральная цилиндрическая часть заготовки 6, находящаяся в эластичном подпорном вкладьппе 5, деформируется, раздаваясь в радиальном направлении (фиг.2). Во время радиальной раздачи заготовки эластичный вкладьщ 5 также раздается, поддерживая наружную поверхность раздаваемой части заготовки. Давление подпора со стороны эластичного вкладьш1а 5 на наружную поверхность раздаваемой части заготовки неодинаково. Наименьшее давление под- пора создается в центре вкладьщ1а, т.е. в центре раздаваемой части заготовки. Наибольшее давление подпора создается у торцов вкладыша, т.е. на участках перехода заготовки в раздаваемую часть. Поэтому раздача заготовки происходит сначала в центре раздаваемой части заготовки. Это позволяет избежать седлообразности в центре раздаваемой части заготовки.
Давление Р и усилие F задают в зависимости от механических характеристик материала заготовки и размеров заготовки и изделия. Геометрические размеры вкладыша задают в зависимости от геометрических размеров заготовки и детали, давления Р, усилия Рд и материала вкладьщ1а. Например, при штамповке из заготовки (сталь 12Х18Н10Т) с наружным диаметром 25 мм, толщиной стенки 1 мм и длиной 145 мм детали длиной 100мм с длиной раздаваемой части 60 мм и диаметром раздаваемой части 37,5 мм задают давление Р-180 МПа, усилие
Рд 280 кН. Материал подпорного эластичного вкладьша - полиуретан марки СКУ-7Л; длина вкладьшза 60 мм, диаметр продольного осевого отверстия 25 мм. Наружный диаметр поперечного сечения вкладьщ1а в центре вкладыша 65 мм, а у торцов вкладьщ1а - 70 мм. Сопряжение центральной и торцовой частей наружной поверхности вкладьш1а происходит по коническим
поверхностям с прямолинейной образующей .
Формула изобретения
1. Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей, содержащее разъемную жесткую матрицу, два жестких осевых пуансона и подпорный вкладьш1 из эластичного материала с продольным осевым отверстием, размещенный в матрице, отличающееся тем, что, с целью повьщ1ения качества деталей, продольное осевое отверстие в подпорном вкладьщге из
эластичного материала выполнено цилиндрическим.
2. Устройство по П.1, отличающееся тем, что наружная
поверхность подпорного вкладыша из эластичного материала в любом поперечном сечении имеет форму круга.
3. Устройство по П.1, отличающееся тем, что центральная часть вкладыша выполнена в поперечном сечении, наименьшим диаметром, при этом центральная и торцовая части
наружной повер :ности вкладыша сопряжены по коническим поверхностям с прямолинейной образующей.
4. Устройство поп.З, отличающееся тем, что центральная и торцовые части наружной поверхности вкладьш1а сопряжены по параболической поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гидравлической штамповки полых осесимметричных цилиндрических деталей | 1986 |
|
SU1348024A1 |
| ИНСТРУМЕНТ ДЛЯ ФОРМООБРАЗОВАНИЯ ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2087229C1 |
| Способ изготовления полых осесимметричных деталей из трубчатой заготовки | 1986 |
|
SU1323155A1 |
| Способ раздачи трубчатых заготовок и штамп для его осуществления | 1985 |
|
SU1286323A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Способ гидравлической штамповки полых осесимметричных деталей | 1985 |
|
SU1248685A1 |
| Способ изготовления полых деталей с отводами и устройство для его осуществления | 1984 |
|
SU1328032A1 |
| СПОСОБ ШТАМПОВКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ ИЗ ТРУБНЫХ ЗАГОТОВОК | 2006 |
|
RU2314889C1 |
| Устройство для штамповки полых зигзагообразных изделий из трубчатых заготовок | 1985 |
|
SU1296256A1 |
| Устройство для гидравлической штамповки тонкостенных полых деталей | 1986 |
|
SU1323154A1 |
Изобретение относится к обработке металлов давлением, в частности для холодной штамповки с использованием непосредственного давления жидкой среды. Целью изобретения является улучшение качества полых цилиндрических осесимметричньгх деталей и уменьшение процента брака. Трубчатую заготовку 6 помещают в полость нижней полуматрицы 2 с надетым на заготовку эластичным вкладьштем (ЭВ) 5, наружный контур которого в любом поперечном сечении представляет собой окружность. Диаметр этой окружности в центре вкладыша наименьший и постепенно увеличивается к торцам вкладьш1а. После смыкания полуматриц внутрь заготовки 6 заливают жидкость и герметизируют полость заготовки путем перемещения жестких осевых пуансонов 3 и 4 один навстречу другому до упора в торцы заготовки. В полость заготовки подают жидкость под давлением Р и осуществляют ее осевое сжатие одновременно двумя пуансонами 3 и 4 с усилием F. При этом центральная часть деформируется. Во время радиальной раздачи ЭВ 5 также раздается. Давление подпора со стороны ЭВ 5 на наружную поверхность раздаваемой части заготовки неодинаково. Наименьшее давление подпора создается в центре ЭВ 5, т.е. в центре раздаваемой части заготовки, а наибольшее - на участках перехода заготовки в раздаваемую часть. Это позволяет избежать седлообразности в центре раздаваемой части заготовки. 3 з.п.ф-лы. 2 ил. (Л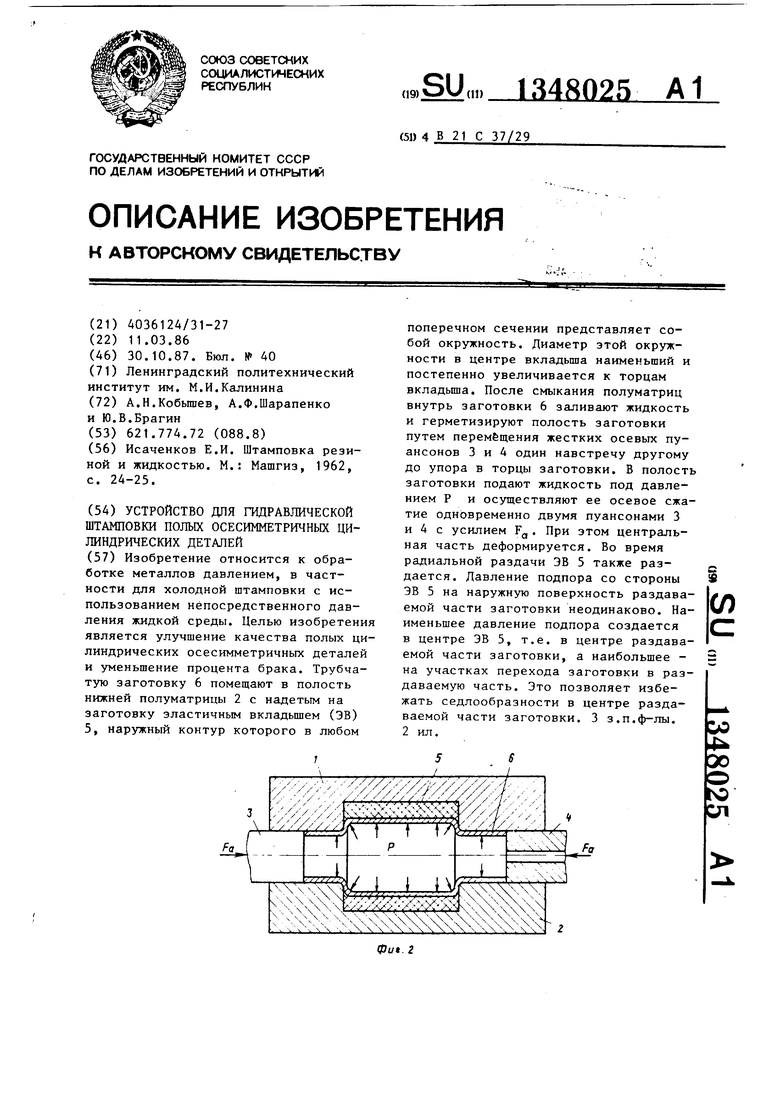
фие. 1
Редактор Л.Повхан
Составитель В.Поникаров Техред А.Кравчук
Заказ 5142/8Тираж 730Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
.Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
Корректор И.Муска
| Исаченков Е.И | |||
| Штамповка резиной и жидкостью | |||
| М.: Машгиз, 1962, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
