(54) СПОСОБ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ | 1996 |
|
RU2096110C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ, РАВНОПРОЧНЫХ С ИСХОДНОЙ ТРУБОЙ | 2001 |
|
RU2205713C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ТИПА ТРОЙНИКОВ, НАПРИМЕР КОРПУСОВ ВОДО- И ТЕПЛОСЧЕТЧИКОВ ИЗ ТРУБНЫХ ЗАГОТОВОК ГИДРОШТАМПОВКОЙ | 2005 |
|
RU2348478C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ДЕТАЛЕЙ С ОТВОДАМИ ПОСРЕДСТВОМ ГИДРАВЛИЧЕСКОЙ ШТАМПОВКИ | 2013 |
|
RU2538888C1 |
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1989 |
|
SU1755992A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НЕРАВНОПРОХОДНЫХ ТРОЙНИКОВ ИЗ ТРУБНОЙ ЗАГОТОВКИ | 2013 |
|
RU2528927C1 |
| Устройство для гидравлической штамповки полых деталей с отводами | 1975 |
|
SU599885A1 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при штамповке трубных деталей с отводами.
Известен способ гидравлической штамповки полыл деталей с отводами в матрице, включающий формовку отводов воздействием давления .рабочей жидкости на внутреннюю поверхность заготовки и ее осевую осадку 1.
Однако способ не позволяет получить достаточно большую высоту отводов из-за высокой величины трения между поверхностями заготовки и матрицы.
Цель изобретения - увеличение высоты отводов за счет снижения трения мезаду поверхностями заготовки и матрицы.
Поставленная цель достигается тем, что одновременно с воздействием давления рабочей жидкости на внутреннюю поверхность заготовки в зазор между матрицей и заготовкой подают смазку под высоким давлением.
Давление смазки можно определить по следующей формуле
..
где qn - давление смазки,
q - рабочее давление жидкости
внутри заготовки, jj - 1,15 - коэффициент Лоде-/ учитывающий влияние главного среднего напряжения, feg - напряжение текучести материала заготовки,
S. - толщина стенки трубной части заготовки с учетом деформации , - средний диаметр трубной за готовки.
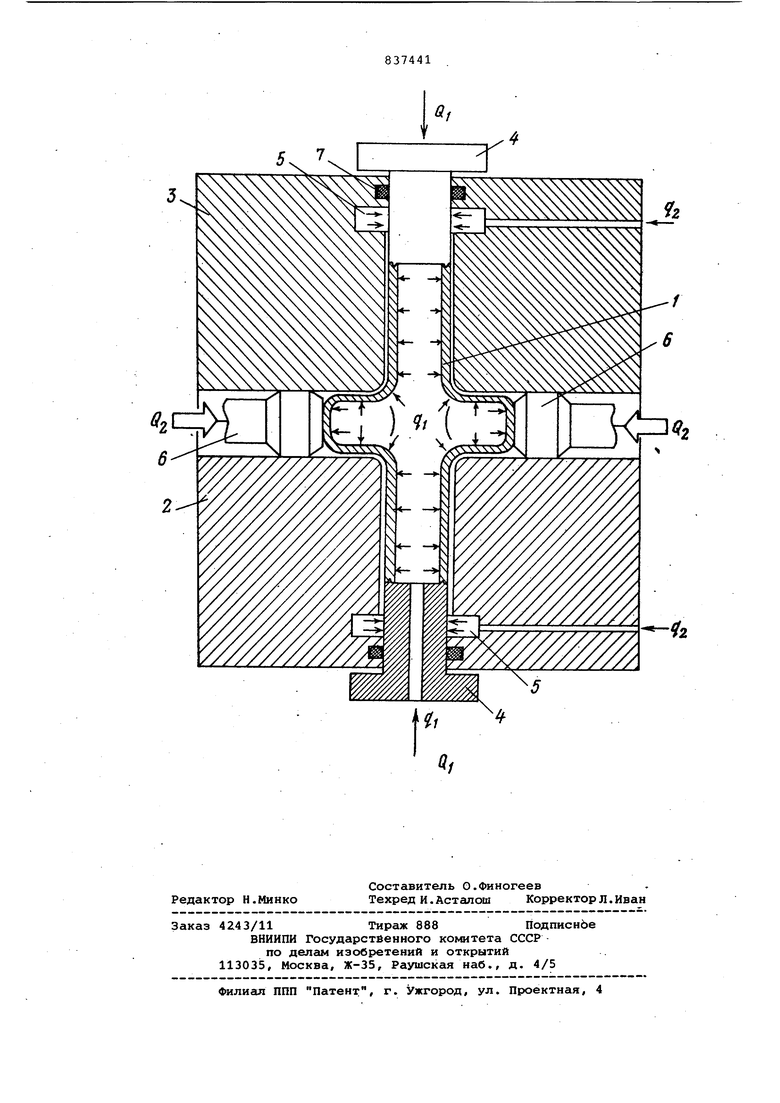
На чертеже изображена схема, поясняюцая способ гидравлической штамповки.
Заготовка 1 помещается во внутреннюю полость матрицы. Для снижения усилия смыкания матрицы и увеличения герметичности полости матрицы разъем матрицы осуществляется перпендикулярно оси заготовки и вдоль ocrf отводов. Нижняя 2 и верхняя 3 полуматрицы смыкаются. Затем осевые пуансоны 4 герметизируют внутреннюю полость заготовки и под действием осевого усилия Q начинают осаживать заготовку в осевом направлении. Одновременно с осевой осадкой заготовки во внутрен нюю полость заготовки через отверстие
в осевом пуансоне подается рабочая жидкость под давлением q , а в зазор между заготовкой и полостью матрицы подается через ролости 5 жидкая смаз на под высоким давлением. Смазка подается с обеих торцов заготовки и вытекает через полость йатрицы под отростки. В целях предотвращения разрыва вершин отводов осуществляется подпор их усилием ( при помощи подпорных пуансонов 6. Герметизация осевых пуансонов 4 осуществляется при помощи уплотнений 7.
Применение смазки под высоким давлением дает увеличение, высоты отводов в среднем на 20%. Например, при гидроштамповке:тройников и крестовин без применения смазки под высоким давлением высота отводов В в зависимости от диаметра заготовки dp для тройников b 1,25-d-3ar. за один переход штамповки, для крестовин b 1,25-1,30da,ar, за два перехода штамповки с промежуточной термообработкой,
Применяя смазку высокого давления, получаем следующие эмпирические отношения для тройников b l,5dijar - за один переход штамповки, для крестовин b l,5-l, два перехода штамповки с промежуточной термообработкой.
Использование предлагаемого способа гидравлической штамповки полых деталей с отводами обеспечивает по сравнению с известными способами
следующие преимущества; увеличение высоты отводов в среднем на 20%; отсутствие операции нанесения смазки перед штамповкой, снижение шероховатости поверхности детали, отсутс ствие задиров и снижение износа инструмента.
Способ гидравлической штамповки полых деталей с отводами может найти применение при изготовлении соедиQ нительных элементов трубопроводов
(фитингов), а также для производства узлов велосипедов, представляющих из себя полые детали с отводами.
Формула изобретения
Способ гидравлической штамповки полых деталей с отводами в матрице, включающий формовку отводов воздействием давления рабочей жидкости на внутреннюю поверхность заготовки и осевую осадку ее, отличающийся тем, что, с целью увеличения высоты отводов, одновременно с
воздействием давления рабочей жидкости на внутреннюю поверхность заготовки в зазор между матрицей и заготовкой подают смазку под высоким давлением.
Источники информации, принятые во внимание при экспертизе
