1
Изобретение относится к устройствам для изменения диаметра труб раздачей.
Известно устройство для раздачи электросварных труб большого диаметра, при помощи которого происходит укорачивание трубы, при этом наружный диаметр трубы трется о внутреннюю поверхность цилиндрической матрицы и изнашивает ее 1,1.
Особенно значительный износ цилиндрической матрицы наблюдается в месте контакта усиления шва трубы с внутренней поверхностью цилиндрической матрицы, так как усиление шва включает в себя абразивные частицы флюса. Кроме того, в атом месте наблюдается двойной перегиб стенки трубы и нарушение геометрии трубы по окружности
Целью изобретения является увеличение износостойкости цилиндрической матрицы и улучшение геометрии труб по окружности.
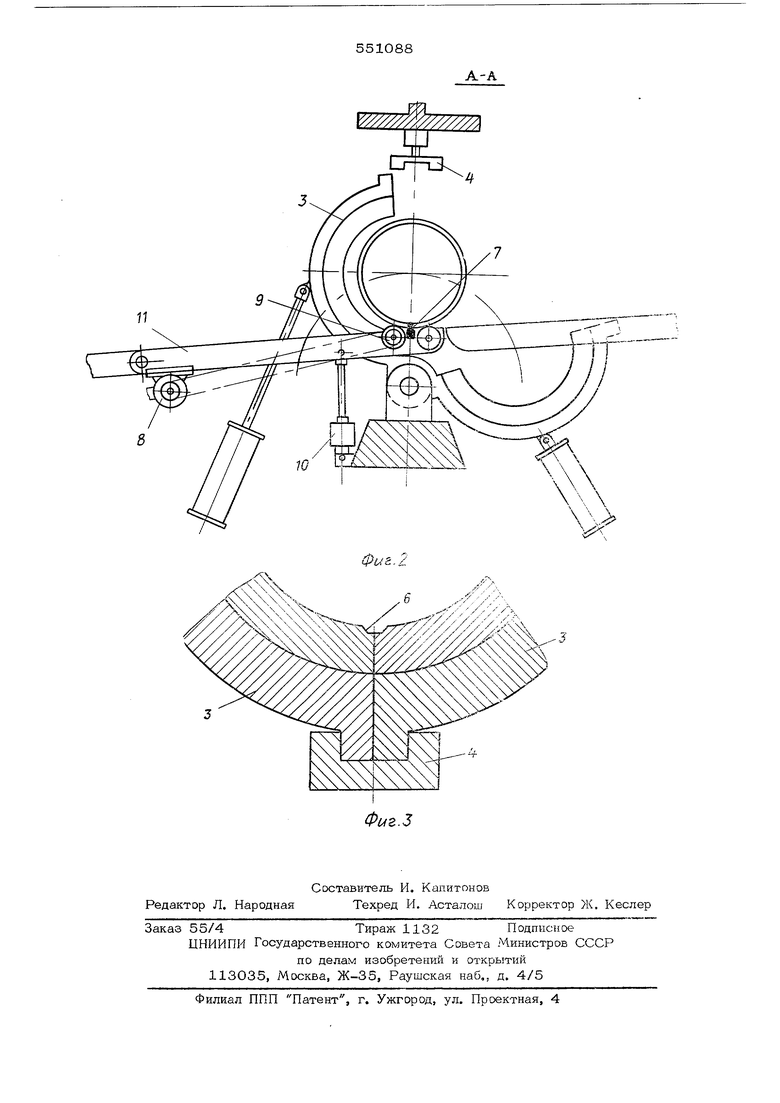
Это достигается тем, что, на внутренней поверхности круглой цилиндрической матрицы выполнен продольный паз, равный в сечении наружному усилению шва трубы. Между секциями цилиндрической матрицы встроен
механизм для поворота и совмещения шва трубы с этим пазом.
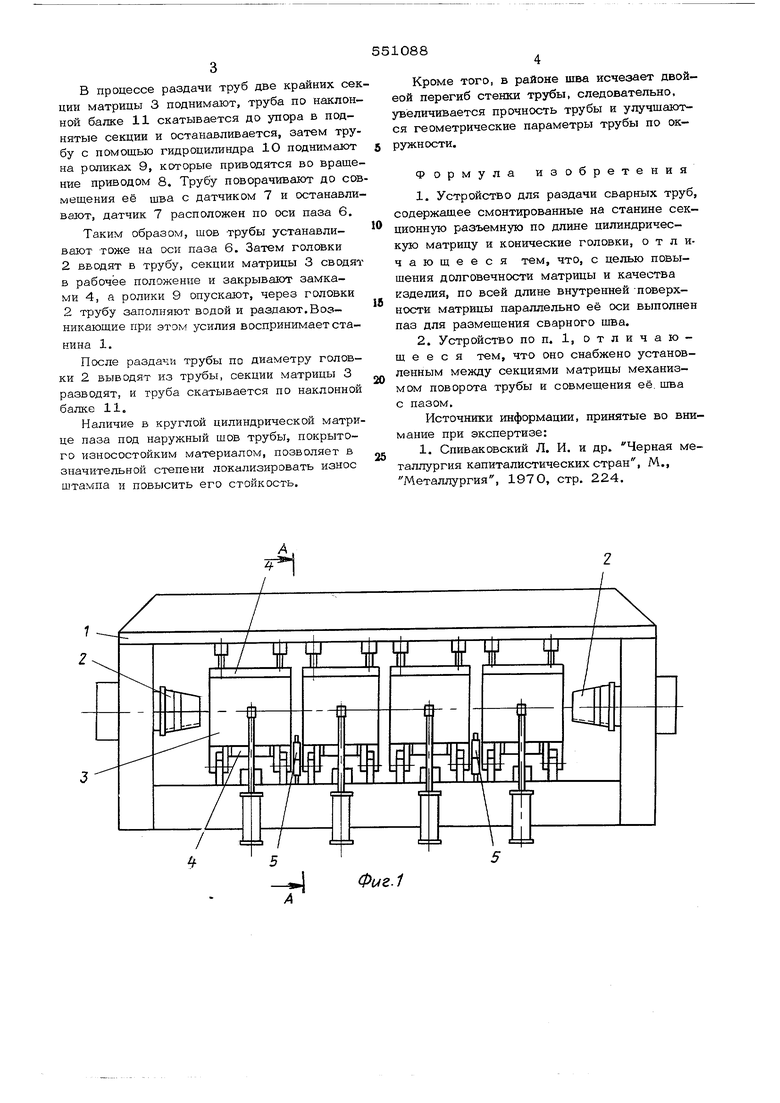
На фиг. 1 изображено устройство для раздачи труб, общий вид; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - матрица, разрез.
Устройство для раздачи труб имеет станину 1, на концах которой закреплены головки 2. По оси ус7ройства расположена разъемная по длине круглая цилиндрическая матрица 3, состоящая из двух половин, разбитая на секции и в сведенном положении закрытая сверху и снизу подвижными замками 4.
В торцовом зазоре между секциями матрицы 3 расположен механизм 5 поворота трубы и фиксации щва относительно паза б, вь;полненного в матрице по всей длине.
Механизм поворота 5 трубы имеет датчик 7 шва трубы, привод 8 поворота роликов 9, гидравлический цилиндр 10 подъемаопускания роликов 9, Механизм 5 расположен на наклонной балке 11, которую можно регулировать по высоте. Поверхность паза 6 покрыта износостойкими материалом-сормайтом.
В процессе раздачи труб две крайних секции матрицы 3 поднимают, труба по наклонной балке 11 скатывается до упора в поднятые секции и останавливается, затем трубу с помощью гидроцилиндра 1О поднимают на роликах 9, которые приводятся во вращение приводом 8. Трубу поворачивают до совмещения её шва с датчиком 7 и останавливают, датчик 7 расположен по оси паза 6.
Таким образом, шов трубы устанавливают тоже на оси паза 6. Затем головки 2 вводят в трубу, секции матрицы 3 сводят в рабочее положение и закрывают замками 4, а ролики 9 опускают, через головки 2 трубу заполняют водой и раздают.Возникающие при этом усилия воспринимает станина 1.
После раздачи трубы по диаметру головки 2 выводят из трубы, секции матрицы 3 разводят, и труба скатывается по наклонной балке 11.
Наличие в круглой цилиндрической матрице паза под наружный щов трубы, покрытого износостойким материалом, позволяет в значительной Степени локализировать износ штампа и повысить его стойкость.
Кроме того, Б районе шва исчезает двойеой перегиб стенки трубы, следовательно, увеличивается прочность трубы и улучшаются геометрические параметры трубы по окружности.
Формула изобретения
1.Устройство для раздачи сварных труб, содержащее смонтированные на станине секционную разъемную по длине цилиндрическую матрицу и конические головки, отличающееся тем, что, с целью повышения долговечности матрицы и качества изделия, по всей длине внутренней -поверхности матрицы параллельно её оси выполнен паз для размещения сварного щва.
2.Устройство по п. 1, отличающееся тем, что оно снабжено установленным между секциями матрицы механизмом поворота трубы и совмещения её. щва
с пазом.
Источники информации, принятые во внимание при экспертизе:
1, Спиваковский Л. И. и др. Черная металлургия капиталистических стран, М., Металлургия, 197О, стр. 224.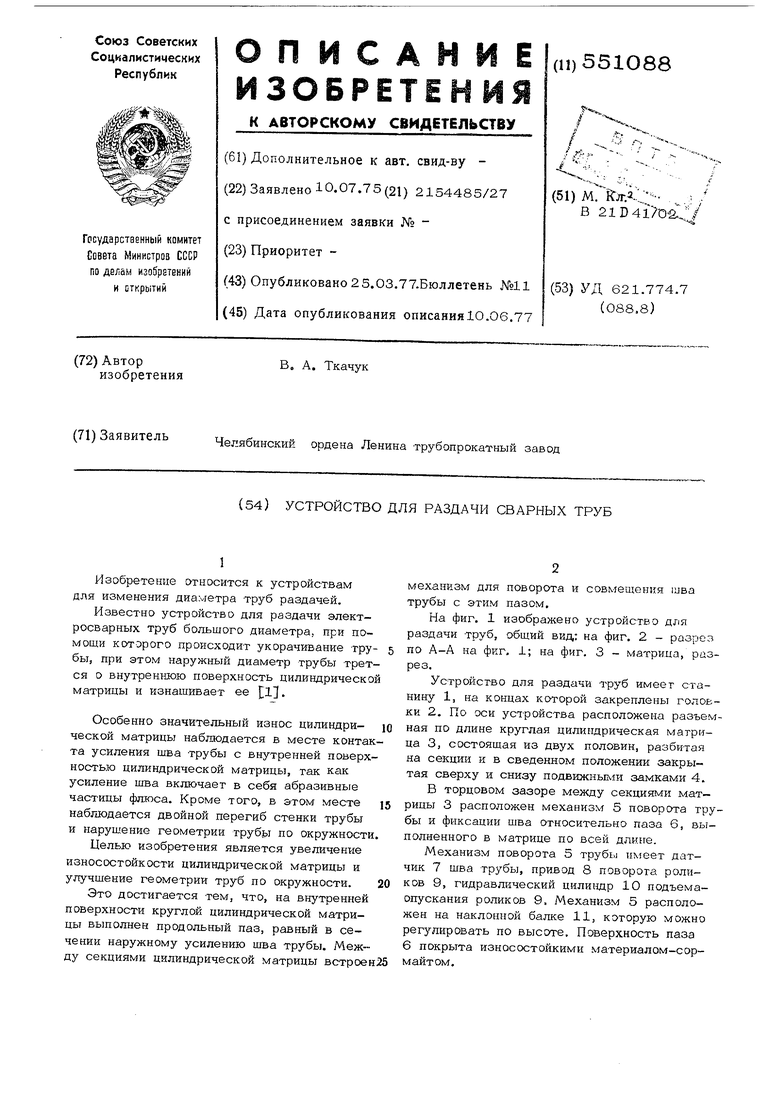
| название | год | авторы | номер документа |
|---|---|---|---|
| Механический экспандер для калибровки сварных труб большого диаметра | 1980 |
|
SU871873A1 |
| Способ экспандирования труб | 2019 |
|
RU2763079C2 |
| Установка для раздачи полых заготовок внутренним давлением | 1980 |
|
SU897343A1 |
| Устройство для ультразвукового контроля сварных швов труб | 1984 |
|
SU1165979A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ОБЪЕКТОВ СО СТЕНКАМИ НЕРЕМЕННОЙ И ПОСТОЯННОЙ КРИВИЗНЫ | 1969 |
|
SU244532A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ ТРУБОПРОВОДОВ | 1995 |
|
RU2096154C1 |
| Устройство для зачистки сварных швов | 1983 |
|
SU1107926A1 |
| Установка для изготовления крупногабаритных цилиндрических изделий из термопластичных полимерных материалов | 1961 |
|
SU145337A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
/у / ///////Щ
