(Л
с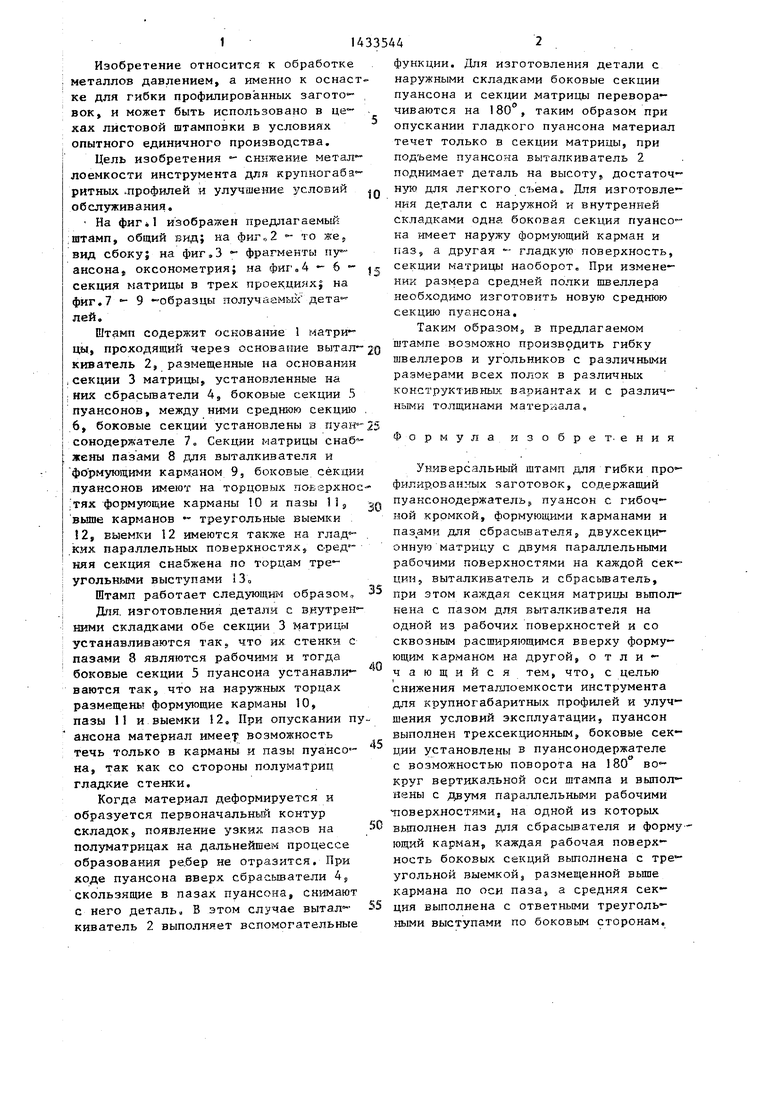
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки профилированных заготовок | 1984 |
|
SU1214273A1 |
| Штамп для гибки профилированных заготовок | 1986 |
|
SU1388143A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп для обработки концевых участков балки П-образного сечения | 2020 |
|
RU2746193C1 |
| Штамп для безоблойной штамповки | 1975 |
|
SU562368A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для деформации полыхлиСТОВыХ зАгОТОВОК | 1978 |
|
SU845982A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1409464A1 |
| Штамп для резки швеллеров | 1979 |
|
SU854618A1 |
Изобретение относится к обработ г ке металлов давлением, а именно к оснастке для гибки профилированных заготовок. Цель изобретения - снижение металлоемкости инструмента для крупногабаритных профилей и улучшение условий эксплуатации. Штамп содержит трехсекционный пуансон, боковые секции установлены с возможностью поворота на 180 вокруг вертикальной оси и выполнены с двумя рабочими поверхностями, на одной из которых вьтолнен паз для сбрасьтателя и фopмy ющий карман. Штамп содержит также двухсекционную матрицу, на одной из рабочих поверхностей секций выполнен паз, расширяющийся вверху. Для различных вариантов установки секций матрицы и пуансона возможно производить гибку швеллеров и угольников со вкладышами наружу, внутрь и другие комбинации. 9 ил.i
4
со
00
1
Изобретение относится к обработке металлов давлением, а именно к оснастке для гибки профилированных загото- век, и может быть использовано в це хах листовой штамповки в условиях опытного единичного производства.
Цель изобретения - снижение металлоемкости инструмента для крупногабз - ритных лрофилей и улучше ше условий обслуживания, На фиг 41 изображен предлагаемый
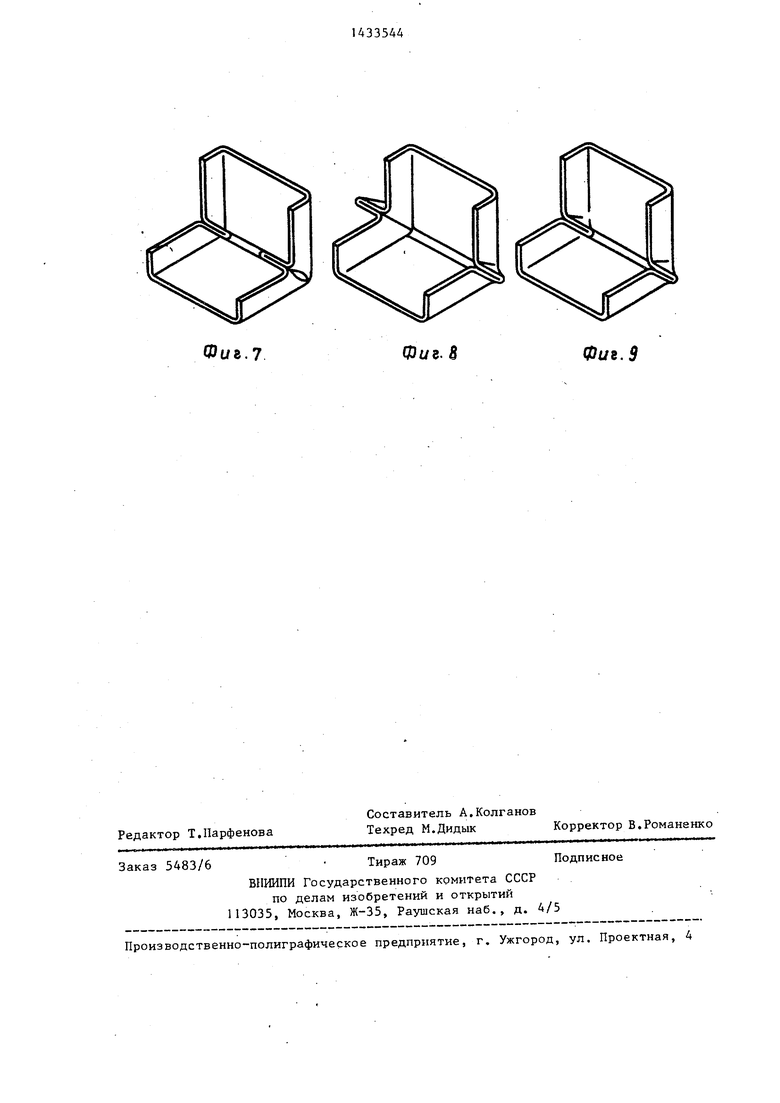
.штамп, общий вид; на фиг„2 то же вид сбоку; на фрагменты пу-- ансона, оксонометрня; на фиг,4 - 6 - секция матрицы в трех проекцияхj на фиг. 7 - 9 - Образцы получаемььх дета°- лей.
Штамп содержит основание 1 матри цы, проходящий через основаиие вытал- киватель 2, размещенные на основании
,секции 3 матрицы, установленные на
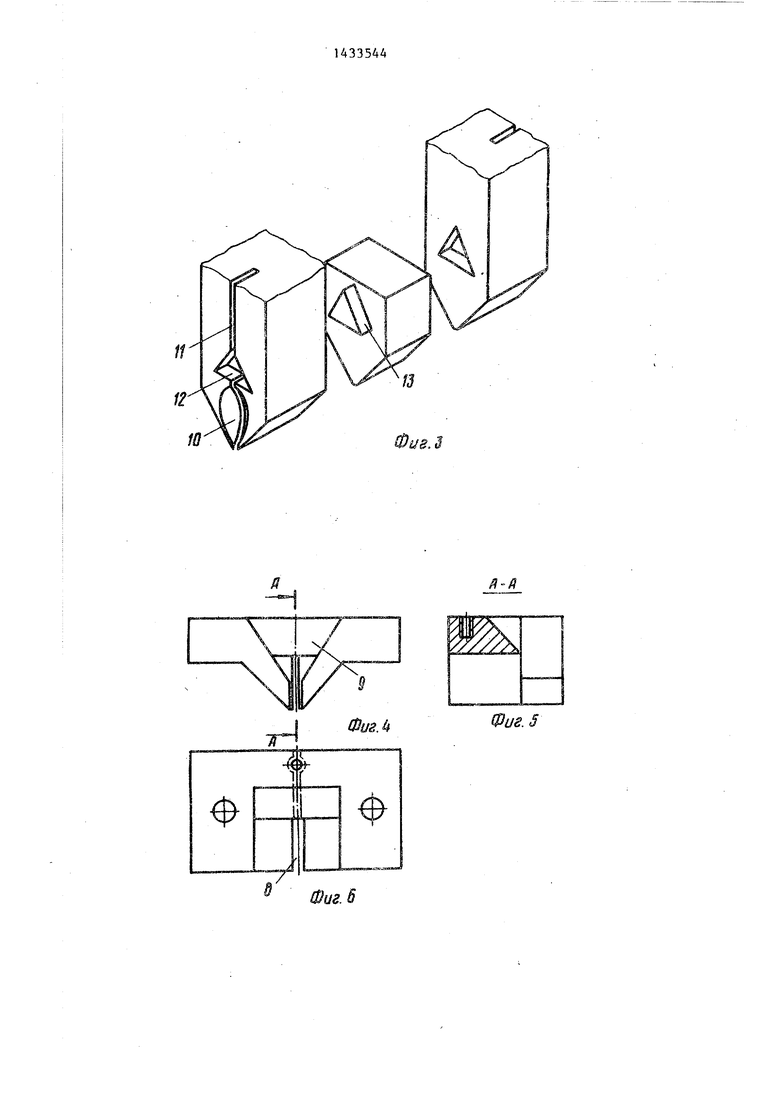
;них сбрасьшатели 4, боковые секции 5 пуансонов, между ними среднюю секцию 6, боковые секции установлены в пуан сонодержателе 7. Секции матрицы снаб-жены пазами 8 для выталкивателя и
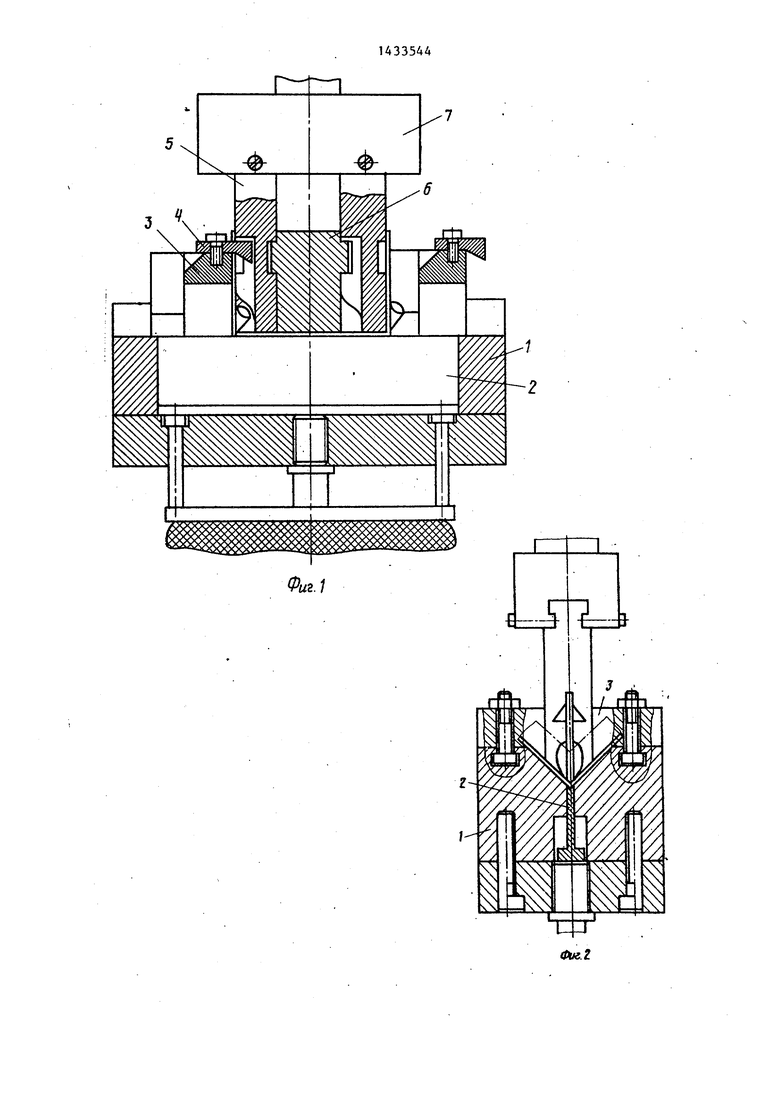
формующими карманом 9, боковые секции пуансонов имеют на торцовых поверхнос
:тях формующие карманы 10 и пазы llj вьше карманов - треугольные выемки 2, выемки 12 имеются также на глад- ких параллельных поверхностях няя секция снабжена по торцам тре- угольными выступами 13„
Штамп работает следующим образом, Для. изготовления детали с вкутрен- ними складками обе секции 3 матрицы устанавливаются так., что их стенки с пазами 8 являются рабочими и тогда боковые секции 5 пуансона устанавли - ваются так, что на наружных торцах размещены формующие карманы 10, пазы 11 и выемки 12. При опускании пуансона материал имеет возможность течь только в карманы и пазы пуансона, так как со стороны полуматриц гладкие стенки.
Когда материал деформируется и образуется первоначальный контур складок, появление узких пазов на полуматрицах на дальнейше1ч процессе образования ре.бер не отразится. При ходе пуансона вверх сбрасьшатели 4, скользящие в пазах пуансона, снимают с него деталь, В этом случае вытал - киватель 2 выполняет вспомогательные
o
5
0
5
о
5
0
5
0
5
функции. Для изготовления детали с наружными складками боковые секции пуансона и секции матрицы переворачиваются на 180°, таким образом при опускании гладкого пуансона материал течет только в секции матрицы, при подъеме пуансона выталкиватель 2 поднимает деталь на высоту, достаточную для легкого съема„ Для изготовления детали с наружной и внутренней складками одна боковая секхщя пуансона имеет наружу формующий карман и паз, а другая - гладкую поверхность, секции матрицы наоборот. При изменении размера средней полки швеллера необходимо изготовить новую среднюю секцию пуансона.
Таким образом, в предлагаемом штампе возможно производить гибку швеллеров и угольников с различными размерами всех полок в различных конструктивных; вариантах и с различ- ньпчи толщинами материала.
Формула изобрет. ения
Универсальный штамп для гибки профилированных заготовок, содержащий пуансонодержатель, пуансон с гибочной кромкой, формующими карманами и пазами для сбрасывателя, двухсекционную матрицу с двумя параллельными рабочими поверхностями на каждой секции, выталкиватель и сбрасьшатель, при этом каждая секция матрицы вьтол- нена с пазом для выталкивателя на одной из рабочих поверхностей и со сквозным расширяющимся вверху формующим карманом на другой, отличающийся тем, что, с целью снижения металлоемкости инструмента для крупногабаритных профилей и улучшения условий эксплуатации, пуансон выполнен трехсекционным, боковые секции установлены в пуансонодержателе с возможностью поворота на 180 вокруг вертикальной оси штампа и выполнены с Двумя параллельными рабочими поверхностями, на одной из которых выполнен паз для сбрасьшателя и формующий карман, каждая рабочая поверхность боковых секций выполнена с треугольной выемкой3 размещенной вьппе кармана по оси паза, а средняя секция выполнена с ответными треугольными выступами по боковым сторонам.
Фи2.1
fO
т
Фиг. 6
й-fi
Фиё. 5
Фиг.7
Фиг. В
Фи9,9
| Штамп для гибки профилированных заготовок | 1984 |
|
SU1214273A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
