11
3
сл
со
00 00
4
СО
Фи2.1
10
Изобретение относится к обработке металлов давлением и может быть использовано при гибке профильных заготовок типа угольника или швеллера, предварительно изготовленных из листового металла.
Цель изобретения - расширение производительности за счет одновременной гибки двух концов заготовки.
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - формуюш.ая планка в момент съема детали с пуансона.
Штамп содержит съемники 1 (фиг. 1), установленные в плане по четырем углам матрицы 2, подпружиненный выталкиватель 3. Сердечник 4 в корпусе по продольной ij осуш,ествляется одновременная гибка двух оси симметрии имеет криволинейные пазы 5,концов швеллера с получением стабильных
выходящие на противоположные боковые стороны, а на торцовых поверхностях - скобы 6, к скобам 6 примыкают подпружиненные ограничители 7, снабженные криволинейными направляющими 8. На боковых по- 20 Штамп для гибки профилированных за- верхностях пуансона на осях 9 закреплены подпружиненные поворотные формующие планки 10. Планки 10 и ограничители 7 снабжены скосами 11, образующими карманы для складок изделия. Каждый огра- s ° Целью увеличения производительнос- ничитель 7 имеет гибочную кромку 12, ати за счет одновременной гибки двух конформируюшие планки установлены в пазахцов заготовки, пуансон выполнен в виде
13 сердечника 4, размещенных на противо-сердечика со скосами на торцовых поверхположных боковых сторонах.ностях, угловыми пазами на одних протиШтамп работает следующим образом.воположных боковых поверхностях и криЗаготовку укладывают на матрицу 2, зо волинейными пазами, выходящими на другие сердечик 4 опускается, прижимает заготовкупротивоположные боковые поверхности,
к выталкивателю 3, в это время фор-четырех подпружиненных поворотных формующие планки 10 под действием своихмующих планок со скосами, установленных
пружин образуют со скосами 6 одну ги-в угловых пазах сердечника и двух подпрубочную кромку. При дальнейшем движениижиненных поворотных ограничителей, устапуансона вниз начинается одновременная з5 новленных в противолинейных пазах сердеч- гибка обоих концов, ограничители 7 по па-ника, на которых размешены гибочные кромзам 5 поворачиваются на 45°, примыкая кки и выполнены скосы, образующие со скопуансону и становясь с ним как бы единымсами формующих планок карманы для склацелым. Образовавщиеся складки по угламдок изделия.
размещаются в карманах, образованных скосами 11. Пружины, взаимодействующие с ограничителями, обладают заведомо меньшим усилием сжатия нежели требуется для 5 разбивки детали в первоначальный момент выхода пуансона из матрицы. Далее в работу вступают съемники (1 (фиг. 1), которые, снимая деталь, одновременно не дают ей разогнуться. Съемники оказывают давление на вертикальные стенки детали, складки металла в углах детали оказывают давление на формирующие планки 10 (фиг. 3), которые отходят в сторону и не препятствуют съему детали.
Таким образом, за один ход пресса
размеров средней части.
Формула изобретения
готовок, содержащий установленную на основании матрицу с подпружиненным выталкивателем, съемники и составной пуансон с гибочными кромками, отличающийся тем.
0
j осуш,ествляется одновременная гибка двух концов швеллера с получением стабильных
размещаются в карманах, образованных скосами 11. Пружины, взаимодействующие с ограничителями, обладают заведомо меньшим усилием сжатия нежели требуется для 5 разбивки детали в первоначальный момент выхода пуансона из матрицы. Далее в работу вступают съемники (1 (фиг. 1), которые, снимая деталь, одновременно не дают ей разогнуться. Съемники оказывают давление на вертикальные стенки детали, складки металла в углах детали оказывают давление на формирующие планки 10 (фиг. 3), которые отходят в сторону и не препятствуют съему детали.
Таким образом, за один ход пресса
Штамп для гибки профилиров ° Целью увеличения произво ти за счет одновременной гибки
размеров средней части.
Формула изобретения
Штамп для гибки профилированных за- ° Целью увеличения производительнос- ти за счет одновременной гибки двух конготовок, содержащий установленную на основании матрицу с подпружиненным выталкивателем, съемники и составной пуансон с гибочными кромками, отличающийся тем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штамп для гибки профилированных заготовок | 1987 |
|
SU1433544A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Гибочный штамп | 1984 |
|
SU1183259A1 |
| Штамп для гибки профилированных заготовок | 1984 |
|
SU1214273A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| Штамп для гибки П-образных деталей | 1988 |
|
SU1530297A1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Штамп для гибки | 1985 |
|
SU1299658A1 |
Изобретение относится к обработке металлов давлением, к оснастке для гибки профилированных заготовок. Цель - повышение производительности за счет одновременной гибки двух концов швеллера. Швеллер гнется с двух концов одновременно. В торце сердечника 4 стоят ограничители 7, которые отделяют участки боковых полок, где материал не должен подвергаться деформации. Ограничители 7 и планки 10 имеют скосы 11, которые образуют карманы, в полости которых формируется складка изделия. Планки 10 установлены на осях 9. При съеме детали с пуансона они отклоняются на определенный угол и не препятствуют съему детали. За один ход пресса осуществляется гибка двух концов швеллера с получением стабильных размеров средней части 2 ил.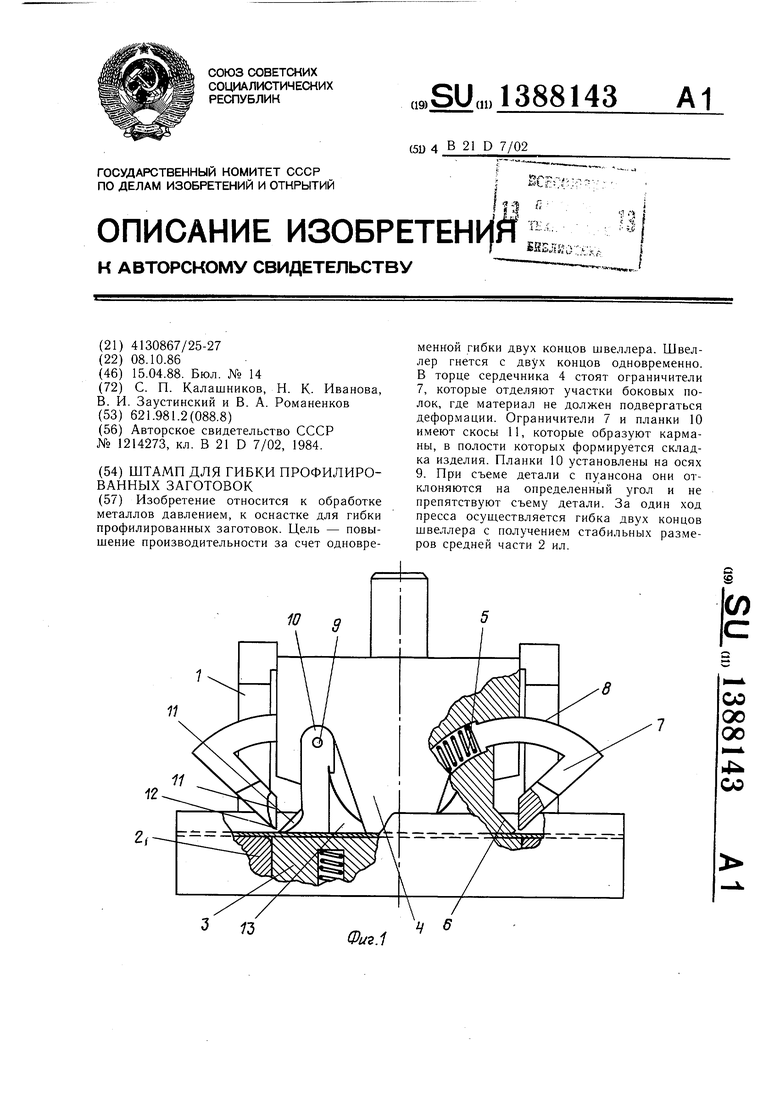
| Штамп для гибки профилированных заготовок | 1984 |
|
SU1214273A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
