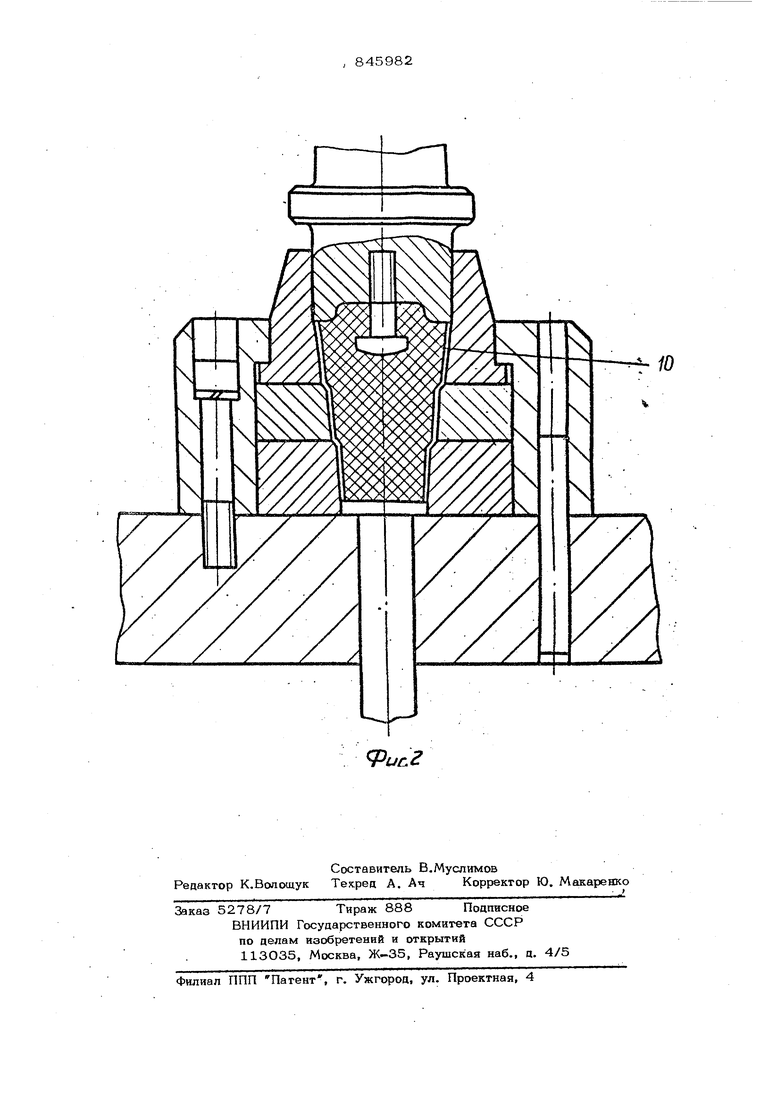
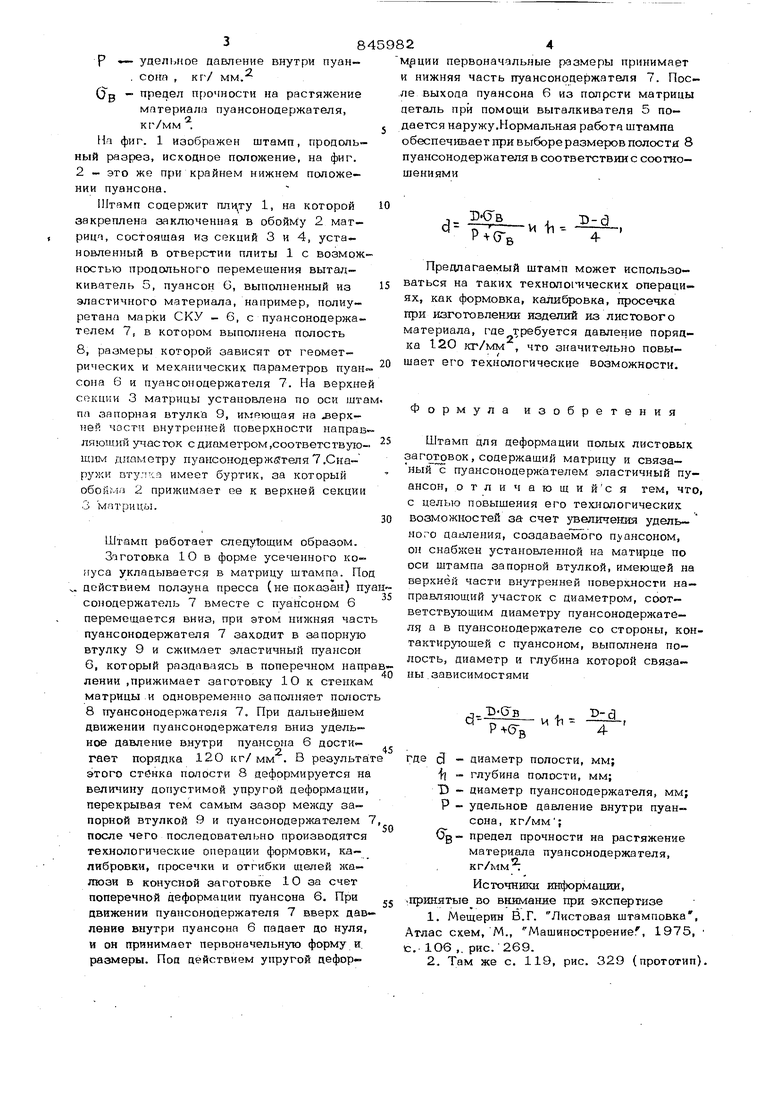
Изобретение огносится к обработке металлов давлением, а именно к штампам для деформации полых листовых заготовок Известен вытяжной штамп с эластичной матрицей, заключенной в контейнер, и жестким пуансоном. В процессе штампов ки пуансон входит в «Контейнер с зазором, создавая рабочее давление внутри матрицы l. Недостатком этого штампа являются его низкие технологические возможности вследствие Малого удельного давления (не более 30 кг/мм) внутри рабочей эластин- ной части штампа. Наиболее близким к предлагаемому по технической сущности и достигаемому эффекту является штамп для деформации полыхлистовых заготовок,содержащий матрицу и связанный с пуансоноцержателем элас тичный пуансон L2 J. Недостатком данного штампа также являются низкие те-хнологические возможное- ти, обусловленные малой величиной удельного давления внутри пуансона из - яа тог что при увеличении удельного давления эластичный материал пуансона вытекает в имеющийся зазор между пуансонодери а- телем и, матрицей. Цель изобретения - повышение тэхж логических возможностей штампа. Указанная цель достигается тем, что штамп снабжен установленной на матрице по оси штампа запорной втулкой, имею ей на верхней части внутренней поверкнос и направляющий участок с диаметром, сое тветствующим диаметру пуансонодержате ля, а в пуансонодержателе со стороны, контактирующей с пуансоном, выполнена пслость, диаметр и глубина которой связаны зависимостями Р-«-(Гв де jj - диаметр полости, .мм; - глубина полости, мм; Б - диаметр пуансонодержателя, мл - удельное давление внутри пуан. сона , KrV мм. - предел п)Очности на растяжение материала пуансонодержателя, к г/мм . На фиг. 1 изображен штамп, продольный разрез, исходное пс ложение, на фиг. 2 - это же при крайнем нижнем положении пуансона. Штамп содержит плцту 1, на которой закреплена заключенная в обойму 2 матрица, состоящая из секций 3 и 4, уста новленный в отверстии плиты 1 с возможностью продольного перемещения вытал киватель 5, пуансон 6, выполненный из эластичного материала, например, нолиу- ретана марки СКУ - 6, с пуансонодержа телем 7, в котором выполнена полость 8, размеры которой зависят от геометрических и механических параметров пуан сона 6 и пуансонодержателя 7. На верхне секции 3 матрицы установлена по оси шта па запорная втулка 9, имеющая на jsepx- ней части внутренней поверхности направ ляющий участок с диаметром,соответствую- ffiiDvi диаметру нуансонодержйГтеля7.Снаружи втулС: имеет буртик, за который обойма 2 прижимает ею к верхней секции 3 матрицы. Штамп работает следующим образом. Заготовка 1О в форме усеченного конуса укладывается в матрицу штампа. По .. действием ползуна пресса (не показан) п сонодержатель 7 вместе с njaHcoHOM 6 перемещается вниз, при этом нижняя час пуансонодержателя 7 заходит в запорную втулку 9 и сжимает эластичный пуансон 6, который раздаваясь в поперечном нап 1 пенни ,прижимает заготовку 1О к стенка матрицы .и одновременно заполняет полос 8 пуансонодержателя 7, При дальнейшем движении пуансонодержателя вниз удельное давление внутри пуансона 6 достигает порядка 120 кг/мм. В результа этого стбнка полости 8 деформируется н величину допустимой упругой деформации перекрывая тем самым зазор между запорной втулкой 9 и пуансонодержателем после чего последовательно производятся технологические операции формовки, калибровки, просечки и отгибки щелей жалюзи в конусной заготовке Ю за счет поперечной деформации пуансона 6. При движении пуансонодержателя 7 вверх дав ление внутри пуансона б падает до нуля и он принимает первоначельную форму и. размеры. Поп действием упругой дефор ции первоначальные размеры принимает нижняя часть пуансонодержателя 7. Посе выхода пуансона 6 из полрсти матрицы еталь при помощи выталкивателя 5 поается наружу,Нормальная работа штампа беспечивает при выборе размеров полости 8 уансонодержателя в соответствии с соотноениямиИ -h Предлагаемый штамп может использоаться на таких технолоп ческих операцих, как формовка, калибровка, просечка ри изготовлении изделий из листового атериала, где требуется давление порядка ISO кг/мм , что значительно повыает его технологические возможности. Формула изобретения Штамп для деформации полых листовых аготовок, содержащий матрицу и связа- ныйс пуансонодернсателем эластичный пуансон, о т л и ч а ю щ и ис я тем, что, с целью повышения его технологических возможностей за счет увеличения удельного давления, созцаваемого пуансоном, он снабжен установленной на матирце по оси штампа запорной втулкой, имеющей на верхней части внутренней поверхности направляющий участок с Диаметром, соответствующим диаметру пуансонодержате- ля а в пуансонодержателе со стороны, контактирующей с пуансоном, выполнена полость, диаметр и глубина которой связаны .зависимостями и-н с1 диаметр полости, мм; fj - глубина полости, мм; D - диаметр пуансонодержателя, мм; Р - удельное давление внутри пуансона, кг/мм; Gg - предел прочности на растяжение материала пуансонодержателя, кг/мм . Источники информации, принятые во внимание при экспертизе 1.Мещерин В.Г. Листовая штамповка. Атлас схем, М., Машиностроение , 1975, с. 1О6 ,. рис. 269. 2.Там же с. 119, рис. 329 (прототип).
ur.f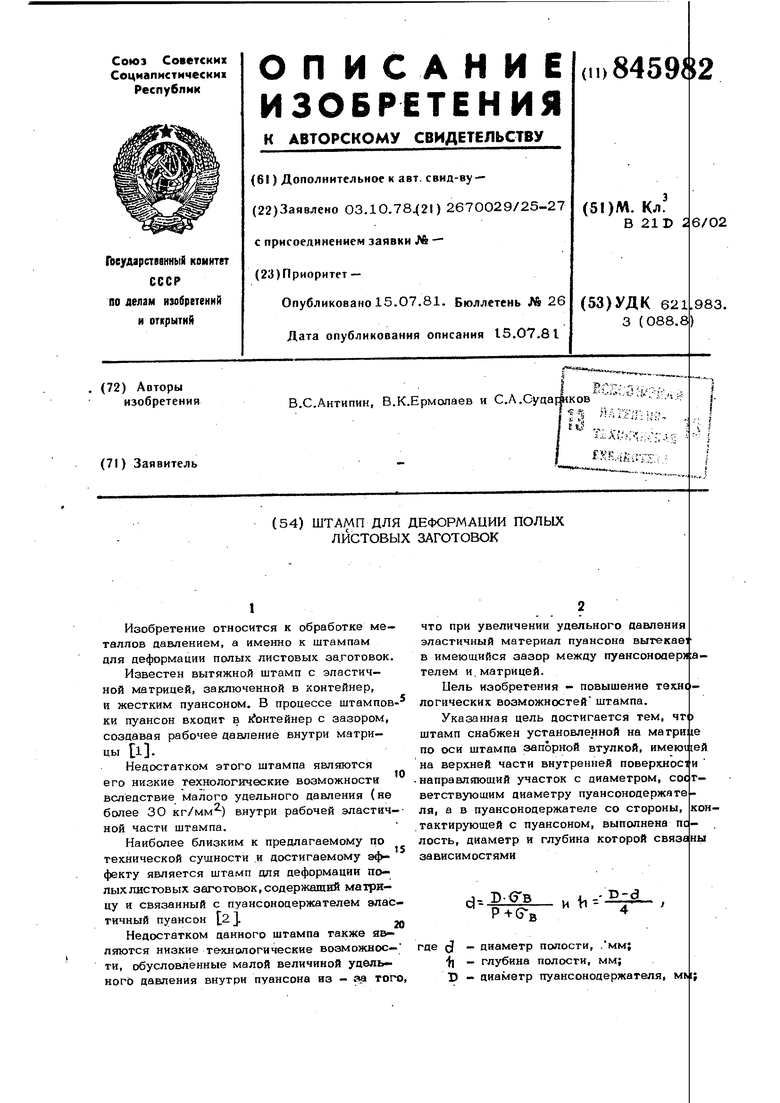
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для раздачи полых заготовок | 1985 |
|
SU1279710A1 |
| Устройство для перфорирования листовых заготовок прямоугольной формы | 1987 |
|
SU1655775A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1978 |
|
SU764790A1 |
| Штамп для вытяжки с утонением | 1983 |
|
SU1147475A1 |
| Штамп для изготовления втулок из листового материала | 1975 |
|
SU564053A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Устройство для глубокой вытяжки заготовок из труднодеформируемого материала | 2022 |
|
RU2785759C1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| Способ изготовления конических оболочек из листа | 1978 |
|
SU719745A1 |