Изобретение относится к машиностроению, в частности, к области обработки металлов давлением, и может быть использовано для обработки концевых участков балок П-образного сечения, например, швеллеров. Балки изготавливают из гнутого швеллера [ГОСТ 8278-83 «Швеллеры стальные гнутые равнополочные. Сортамент»] с размерами h×b×s (h - высота стенки; b - ширина полок; s - толщина швеллера) по техническим условиям [ГОСТ 11474-76 «Профили стальные гнутые. Технические условия»].
Из уровня техники известен штамп, содержащий пуансон, секционную матрицу, заключенную в обойму, и выталкиватель [Ильин Л.Н. Технология листовой штамповки: учебник для вузов / Л.Н. Ильин, Е.И. Семенов. - М.: Дрофа, 2009. - 475 с. (с. 147)].
Недостатком известного из уровня техники штампа, в том числе, технической проблемой является то, что для изготовления деталей П-образного сечения используют плоскую заготовку ограниченной ширины, и необходимый профиль сечения получают на всей ширине детали.
Наиболее близким по технической сущности и назначению аналогом по отношении к предлагаемому изобретению, является выбранный в качестве прототипа штамп для гибки профилированных заготовок, содержащий трехсекционный пуансон, боковые секции установлены с возможностью поворота на 180° вокруг вертикальной оси и выполнены с двумя рабочими поверхностями, на одной из которых выполнен паз для сбрасывателя и формующий карман. На одной их рабочих поверхностей секций двухсекционной матрицы выполнен паз, расширяющийся вверху [Авторское свидетельство SU 1433544 A1, B21D 7/02. Опубл. 30.10.1988 / В.А. Романенков, Н.К. Иванова].
Недостатком известного из уровня техники штампа, в том числе, технической проблемой является то, что с помощью штампа осуществляется одновременная гибка всех полок балки с обязательным образованием наружных или внутренних складок на боковых полках балки в зависимости от варианта установки секций матрицы и пуансона.
Задачей предлагаемого изобретения является обеспечение возможности обработки длинномерных балок, имеющих по всей длине П-образное сечение, например швеллеров, на ограниченной длине концевых участков с уменьшением размера стенки на заданную величину, при этом исключается возможность образования дефектов в виде прогиба стенки и полок балки.
В основу заявленного изобретения был положен технический результат -изменение размера поперечного сечения длинномерной балки П-образного сечения на заданную величину на ограниченной длине концевого участка за счет комбинированной фиксации положения заготовки на секциях пуансона с сохранением плоскостности стенки за счет применения выталкивателя с упругим элементом, например пружины, в качестве прижима, сжатие которой обеспечивает необходимую силу прижима стенки балки выталкивателем к пуансону.
Поставленная задача решается, а заявленный технический результат достигается тем, что штамп для обработки концевых участков балки П-образного сечения путем уменьшения размера ее стенки, содержащий верхнюю и нижнюю плиты, секционный пуансон и секционную матрицу, заключенную в обойму, снабжен узлом верхнего выталкивателя, выполненным в виде направляющей втулки, закрепленной посредством резьбового соединения на верхней плите, пружины сжатия, расположенной на наружной поверхности направляющей втулки, связанного с ней выталкивателя и размещенного в осевом отверстии направляющей втулки винта для ограничения хода выталкивателя, секционный пуансон состоит из средней секции, на которой закреплен задний упор для ограничения длины обрабатываемого концевого участка балки, и сменных боковых секций, выполненных ступенчатыми и скрепленных со средней секцией посредством резьбового соединения, секционная матрицы выполнена в виде ответных пуансону сменных ступенчатых секций, имеющих рабочую часть с формой и размерами, соответствующим форме и размерам боковых секций пуансона, при этом зазор между сменными боковыми секциями пуансона и ответными сменными ступенчатыми секциями матрицы имеет постоянную по всей рабочей длине пуансона и матрицы величину, равную заданной толщине балки, а выталкиватель выполнен с возможностью прижатия стенки обрабатываемого концевого участка балки к верхней плоскости пуансона с усилием, препятствующим прогибу упомянутой стенки.
Изобретение поясняется графическими изображениями.
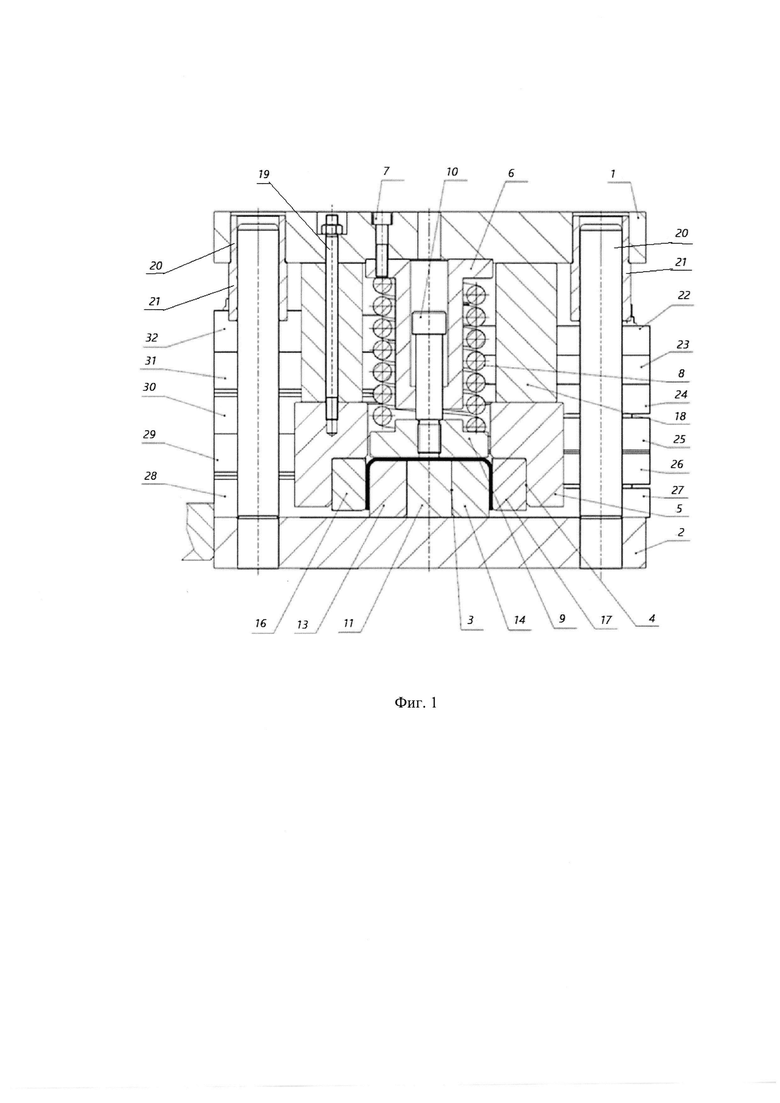
Фиг. 1 - Штамп для обработки концевых участков балок П-образного сечения -главный вид (разрез по Б-Б).
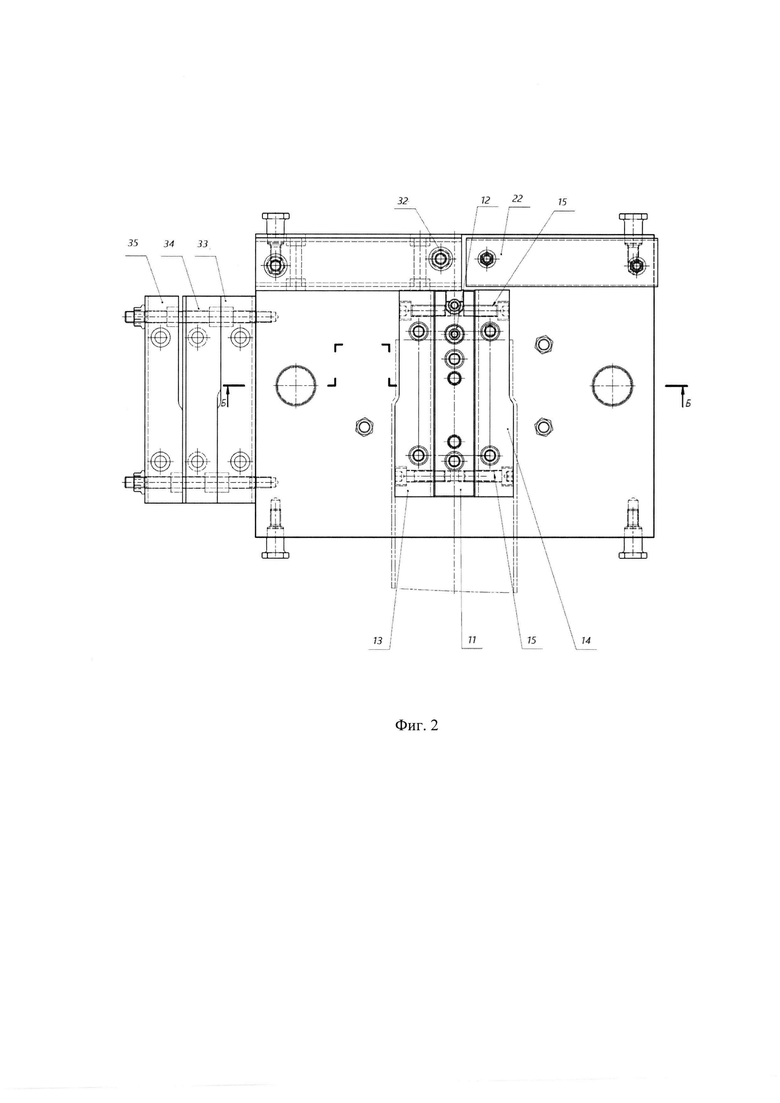
Фиг. 2 - Штамп для обработки концевых участков балок П-образного сечения - вид в плане со снятой верхней частью.
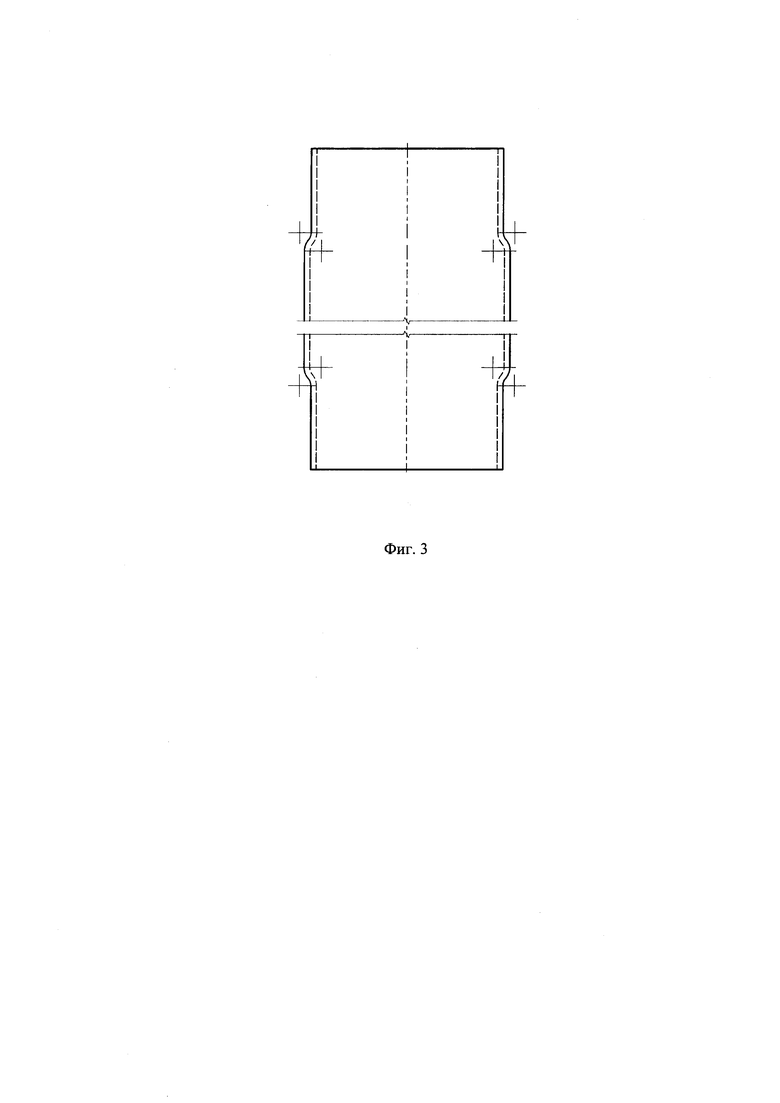
Фиг. 3 - Симметричная обработка противоположных концевых участков балок П-образного сечения.
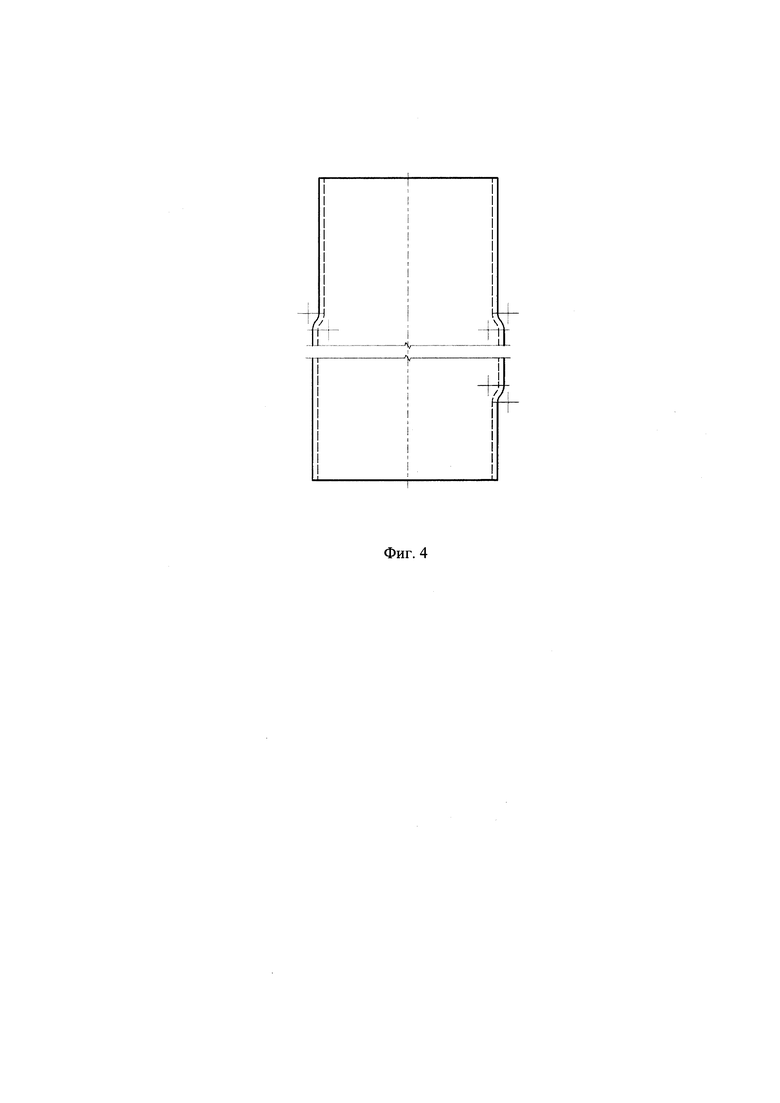
Фиг.4 - Симметричная обработка концевого участка балки и правосторонняя обработка противоположного концевого участка балки.
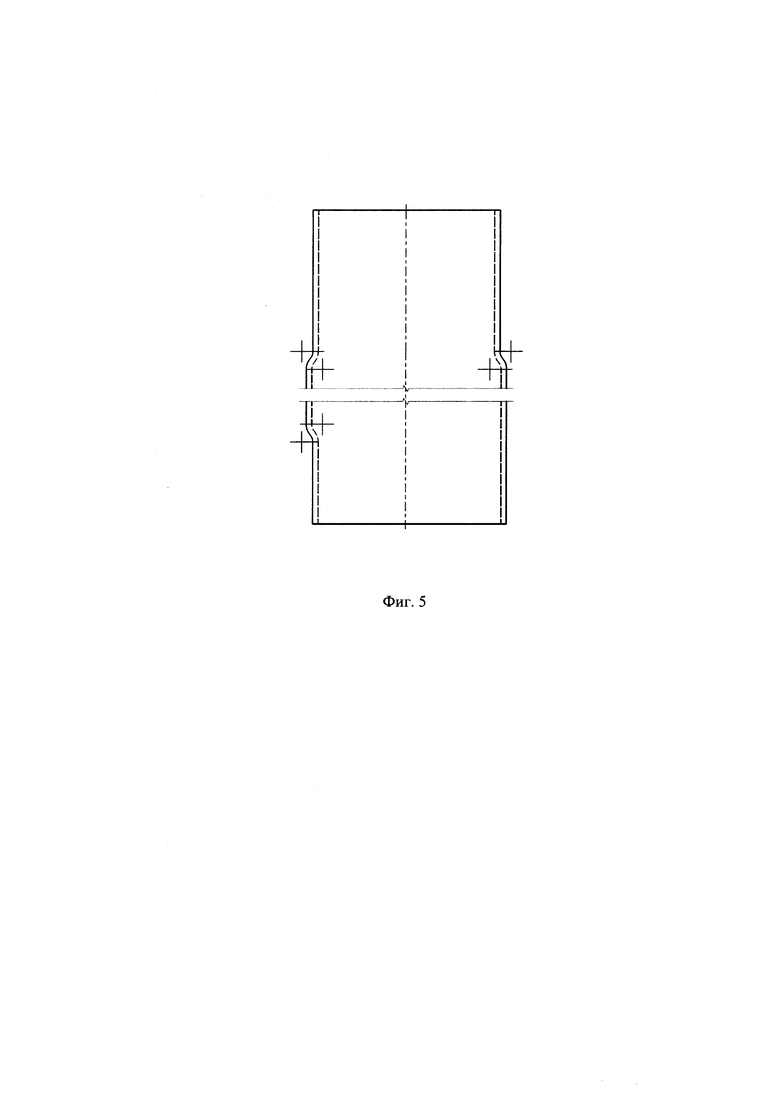
Фиг. 5 - Симметричная обработка концевого участка балки и левосторонняя обработка противоположного концевого участка балки.
Штамп (фиг. 1) для обработки концевых участков балки П-образного сечения путем уменьшения размера ее стенки, содержащий верхнюю 1 и нижнюю 2 плиты, секционный пуансон 3 и секционную матрицу 4, заключенную в обойму 5, снабжен узлом верхнего выталкивателя, выполненным в виде направляющей втулки 6, закрепленной посредством резьбового соединения 7 на верхней плите 1, пружины сжатия 8, расположенной на наружной поверхности направляющей втулки 6, связанного с ней выталкивателя 9 и размещенного в осевом отверстии направляющей втулки 6 винта 10 для ограничения хода выталкивателя 9, секционный пуансон 3 состоит из средней секции 11, на которой закреплен задний упор 12 (фиг. 2) для ограничения длины обрабатываемого концевого участка балки, и сменных боковых секций 13 и 14, выполненных ступенчатыми и скрепленных со средней секцией посредством резьбового соединения 15 (фиг. 2), секционная матрицы 4 выполнена в виде ответных пуансону сменных ступенчатых секций 16 и 17, имеющих рабочую часть с формой и размерами, соответствующим форме и размерам боковых секций 13 и 14 пуансона 3, при этом зазор между сменными боковыми секциями 13 и 14 пуансона 3 и ответными сменными ступенчатыми секциями 16 и 17 матрицы 4 имеет постоянную по всей рабочей длине пуансона 3 и матрицы 4 величину, равную заданной толщине балки, а выталкиватель 9 выполнен с возможностью прижатия стенки обрабатываемого концевого участка балки к верхней плоскости пуансона 3 с усилием, препятствующим прогибу упомянутой стенки. Обойма 5 через опору 18 соединена с верхней плитой 1 шпилькой 19. Для совмещения подвижных и неподвижных частей штамп снабжен направляющими элементами в виде направляющих колонок 20, закрепленных в нижней плите 2 и направляющих втулок 21, запрессованных в верхнюю плиту 1. Незадействованные сменные секции пуансона и матрицы (позиции с 22 по 35 фиг. 1 и фиг. 2) устанавливаются пакетами на нижней плите 2 штампа с задней и левой сторон (фиг.1 и фиг. 2) и закрепляются с помощью резьбовых соединений.
Штамп для обработки концевых участков балок П-образного сечения работает следующим образом.
Предварительно отрезанную необходимой длины заготовку, например швеллер, с локально нагретым до температуры горячей штамповки концевым участком, ориентированным полками вниз, устанавливают на пунсон (3), который состоит из сменных секций 11, 13 и 14. Во время работы штампа (фиг. 1) сначала на стенку заготовки, например швеллера, опускают выталкиватель 9, действующий локально на длине обрабатываемого концевого участка, во избежание смещения и в дальнейшем прогиба стенки заготовки, затем, постепенно, по мере движения матрицы 4 вниз, прижимают секциями 16 и 17 матрицы 4 противоположные полки концевого участка заготовки к пуансону 3, имеющему по ширине размер, меньше размера исходного сечения балки на заданную величину, изменяя, тем самым, размер поперечного сечения концевого участка заготовки на заданной длине.
В штамп (фиг. 1) для обработки концевых участков балок П-образного сечения, например швеллера, заготовку, подают нагретым концом вперед и фиксируют длину обрабатываемого концевого участка по заднему упору 12 (фиг. 2). После включения пресса (на изображениях не показан) на рабочий ход выталкиватель 9 механизма верхнего выталкивания, прикрепленного к верхней плите 1 штампа, который связан с пружиной сжатия 8, опускают на полку заготовки и на длине обрабатываемого концевого участка прижимает ее к верхней плоскости пуансона 3, состоящего из сменных секций 11, 13 и 14. По мере движения верхней плиты 1 штампа вниз пружина 8 сжимается, что ведет к увеличению силы, прижимающей выталкиватель 9, который, при одновременном сжатии полок противоположно установленными секциями 16 и 17 матрицы 4 (фиг. 1), препятствует прогибу стенки концевого участка заготовки, которая в свою очередь остается плоской. Обработку давлением концевого участка заготовки проводят на величину, равную толщине балки со стороны обеих полок при двухсторонней обработке (фиг. 3), или со стороны одной из полок при односторонней обработке - правосторонней (фиг. 4) или левосторонней (фиг. 5) (нижние концевые участки балки). При замене сменных секций пуансона 3 и матрицы 4 концевые участки балки могут быть обработаны на разную длину. В результате, наряду с получением необходимых формы и размеров концевого участка балки П-образного сечения, например швеллера, обеспечивается плоскостность стенки балки на обрабатываемом концевом участке, что повышает качество изготовления балок, а технология не нуждается в дополнительной операции плоскостной калибровки стенки, что, в свою очередь, повышает производительность.
Из рассмотренного примера следует, что при работе заявленного в формуле изобретения штампа, получают качественные балки П-образного сечения с концевыми участками необходимых размеров и формы, обеспечивая плоскостность стенок.
Таким образом, заявленная совокупность существенных признаков, отраженная в формуле изобретения обеспечивает решение поставленной задачи - обеспечение возможности обработки длинномерных балок, имеющих по всей длине П-образное сечение, например швеллеров, на ограниченной длине концевых участков с уменьшением размера стенки на заданную величину и достижение заявленного технического результата - изменение размера поперечного сечения длинномерной балки П-образного сечения на заданную величину на ограниченной длине концевого участка за счет комбинированной фиксации положения заготовки на секциях пуансона с сохранением плоскостности стенки за счет применения упругого элемента, например пружины, сжатие которой обеспечивает необходимую силу прижима заготовки выталкивателем к пуансону.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к машиностроению и предназначен для осуществления процесса обработки давлением концевых участков балок П-образного сечения, например швеллеров;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «уровень техники» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки концевых участков балки С-образного сечения | 2020 |
|
RU2746190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОШТАМПОВАННЫХ ДИСКОВ КОЛЕС АВТОМОБИЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2015786C1 |
| Штамп для резки гнутых равнополочных швеллеров | 1987 |
|
SU1530346A1 |
| Штамп для безоблойной объемной штамповки | 1987 |
|
SU1417988A1 |
| Штамп для радиальной калибровки изделий | 1988 |
|
SU1581457A1 |
| УСТРОЙСТВО ДЛЯ КОВКИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2011468C1 |
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНУСООБРАЗНЫХ ТРУБ ДЛЯ ТЕПЛООБМЕННЫХ АППАРАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2516334C2 |
| Устройство для получения полых деталей с внутренним фланцем из трубчатых заготовок | 1991 |
|
SU1796338A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
Изобретение относится к области обработки металлов давлением и может быть использовано для обработки концевых участков балок П-образного сечения, например швеллеров. Штамп содержит верхнюю и нижнюю плиты, секционный пуансон и секционную матрицу. Предусмотрен узел верхнего выталкивателя, выполненный в виде направляющей втулки, закрепленной на верхней плите, пружины сжатия, расположенной на наружной поверхности направляющей втулки, связанного с ней выталкивателя и размещенного в отверстии направляющей втулки винта. Пуансон состоит из средней секции, на которой закреплен задний упор, и сменных боковых ступенчатых секций, скрепленных со средней секцией. Матрица выполнена в виде ответных пуансону сменных ступенчатых секций, имеющих рабочую часть с формой и размерами, соответствующими форме и размерам боковых секций пуансона. Зазор между сменными боковыми секциями пуансона и ответными сменными ступенчатыми секциями матрицы имеет постоянную по всей рабочей длине пуансона и матрицы величину, равную заданной толщине балки. В результате исключается прогиб стенки балки. 5 ил.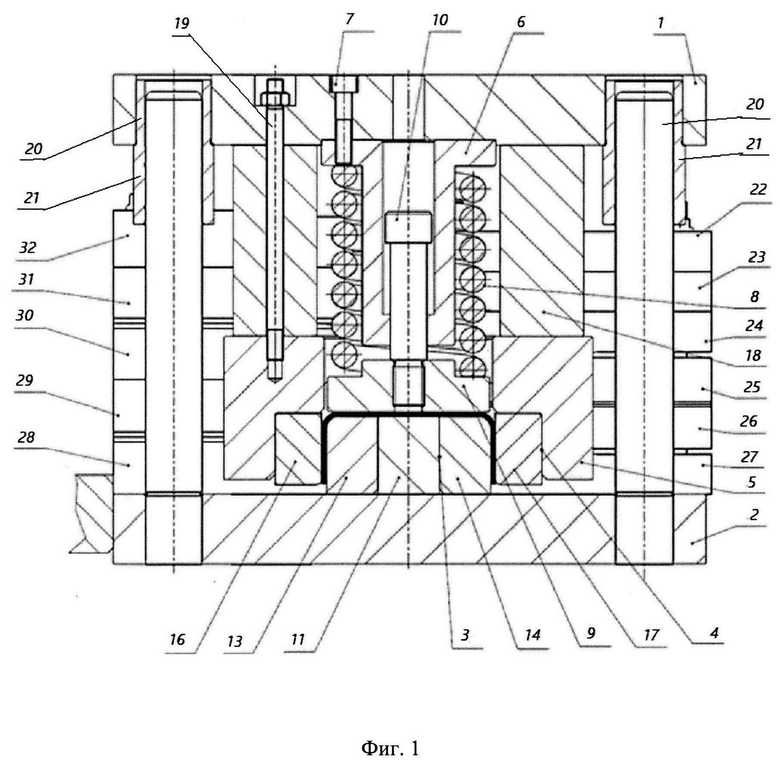
Штамп для обработки концевых участков балки П-образного сечения путем уменьшения размера ее стенки, содержащий верхнюю и нижнюю плиты, секционный пуансон и секционную матрицу, заключенную в обойму, отличающийся тем, что он снабжен узлом верхнего выталкивателя, выполненным в виде направляющей втулки, закрепленной посредством резьбового соединения на верхней плите, пружины сжатия, расположенной на наружной поверхности направляющей втулки, связанного с ней выталкивателя и размещенного в осевом отверстии направляющей втулки винта для ограничения хода выталкивателя, секционный пуансон состоит из средней секции, на которой закреплен задний упор для ограничения длины обрабатываемого концевого участка балки, и сменных боковых секций, выполненных ступенчатыми и скрепленных со средней секцией посредством резьбового соединения, секционная матрица выполнена в виде ответных пуансону сменных ступенчатых секций, имеющих рабочую часть с формой и размерами, соответствующими форме и размерам боковых секций пуансона, при этом зазор между сменными боковыми секциями пуансона и ответными сменными ступенчатыми секциями матрицы имеет постоянную по всей рабочей длине пуансона и матрицы величину, равную заданной толщине балки, а выталкиватель выполнен с возможностью прижатия стенки обрабатываемого концевого участка балки к верхней плоскости пуансона с усилием, препятствующим прогибу упомянутой стенки.
| Универсальный штамп для гибки профилированных заготовок | 1987 |
|
SU1433544A1 |
| ШТАМП ДЛЯ П-ОБРАЗНОЙ ГИБКИ | 1994 |
|
RU2078634C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ П-ОБРАЗНЫХ ДЕТАЛЕЙ | 2013 |
|
RU2535823C2 |
| US 4787283 A1, 29.11.1988 | |||
| US 5501094 A1, 26.03.1996. | |||

