Изобретение относится к области обработки металлов давлением, а и.менно к устройствам для безоблойной штамповки поковок, в особенности зубчаты.х колес или несимметричных в плане поковок с удлиненной осью и может быть использовало в металлообрабатывающей промышленности.
Известен штамп для безоблойной штамповки поковок, содержащий верхнюю и нижнюю плиты, подвижные держатели с полуматрииами, имеющими горизонтальную плоскость разъема, пуансон, выталкиватель, а также механизм зажима полуматриц, выполненный в виде шарннрно-рычажных устройств .
Известен также , содержащий смонтированные на вер.чней и нижней нлитах с возможностью относительного осевого перемещения держатели, имеющие каналы для подачи смазки и скосы на наружны.х боковых поверхностях и несущие соответственно верхнюю и нижнюю нолуматрицы, а также щарнирно связанный с верхней плитой механизм запирания полуматриц в виде симметрично расположенных в профильных пазах верхней двух роликов с секторообраз ыми вырезами, о:бразующие поверхпости которых наклонены к горизонтальной плоскости под углами, соотБе--ствующими скосам держателей 2.
Однако в известных щтампах центрирозанке держателей и плит осуществляется с помощью колонок, что затрудняет щтамповку по:ковок с удлиненной осью ; несимметрич}1ых в плане поковок и не обеспечивает полученич высокого качества поковок.
Цель изобретения - цовыщен 1е качества и обеспечение возможщоети штамповки несимметр.ичных в плане поковок, а также увеличения срока слхЖбы штампа путем повышения равномерности смазки.
Это достмгается тем, что механизм занирапия полуматрнц снабжеи поворотнымп сегментным;; вставкам), а в роликах со стороны расположения держателей выполнены нрофильные пазы под эти вставки, при этом боковые грачи выреза каждого ролика скощены в направлении от его торца к центру, а верхняя полуматр ща выполнена из двух частей, образующих карман, соединяющий канал подачи смазки с рабочей полостью матрицы.
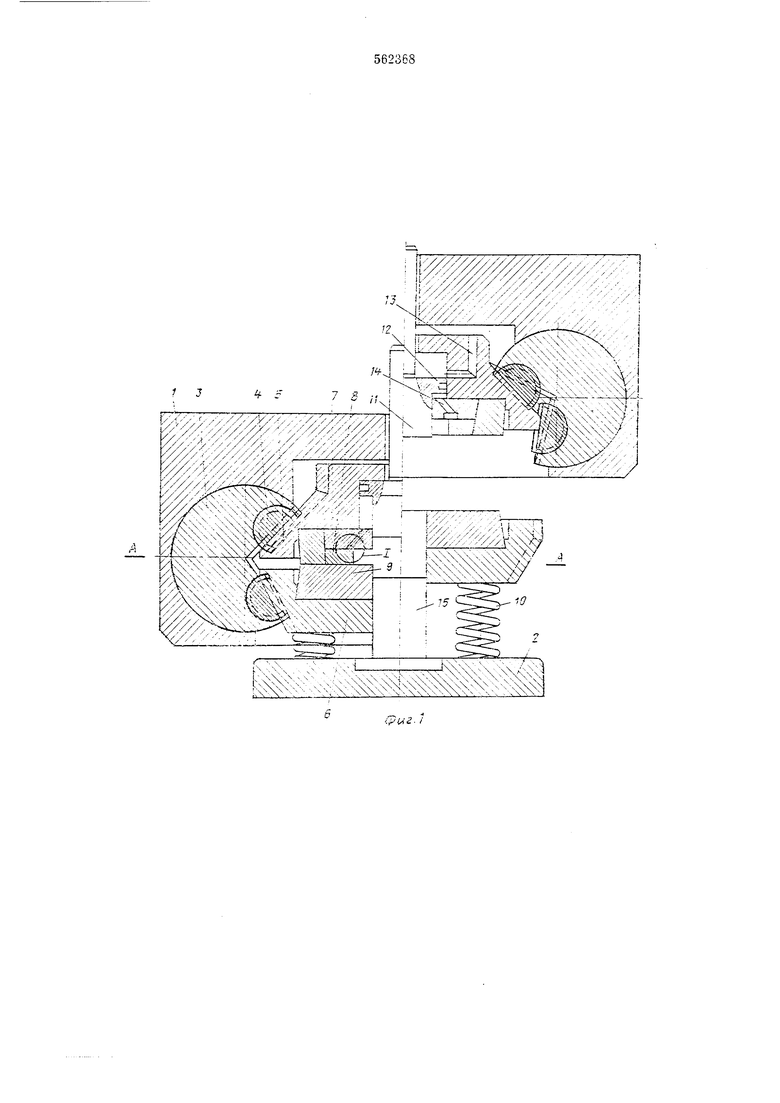
На фиг. изображе) щтамп, продольный разрез, причем слева штамп показан сомкнутым, справа - раскрытым; -la фиг. 2 - щтамп, рязрсз А-.4 на ор.пг. 1; на . 3 - схема ка;1ала-након; теля смазкж
Штамп состо т из верхней / и 2 плит. В верхней плите размещены ролик:- 3 с секторообразными вырезам, боковые гран оторых скощемы от торца к центру ролика. Сегментные вставки 4 размещены .в просЬильН1з1х пазах рол;;ков 3 с возможность 0 свободного поворота вокруг сволх осей. Держатели 5 и 6 с закрепле1;ными в них верхней сборной, состоящей нз частей 7 и 8, п нижней 9 полуматрнцами имеют возможность свободно перемещаться относительно верхней / и нижней 2 плнт в осевом нанравлении. Прн верхнем положен.ии нолзуна держатель 5 поддерживает пружины 10. В сом:кнутом положении штампа выталкиватель // с уплотняющей ман}кетой 12 находится вверху. Для подачи смазки в полость между выталкивателем 11, держателем 5 и полуматрицей 7 з держателе выполнен канал J3. Канал 14 в полуматрице 7 Быиолнен для подачи смазки в карман-.накопитель (фиг. 3) и рабочую полость матрицы. Для смазки поверхности полуматрицы 7 в вытаЛ|Кивателе // предусмотрена винтовая проточка. В нижней плите 2 установлен пуансон 15.
Штамп работает следующим образом. Нагретую до ковочной температуры заготовку помещают в полуматрицу 9 до упора в то:зец пуансона 15. При пере.мещении верхней плиты / вниз полуматрнцы 7 и 8, закреплеллые Е держателе 5, опускаются вниз до смыкания с нижней полуматрицей 9. Пружины 10 и заготовка, упираясь в выталкиватель //, задерживают движение сомкнутых полуматриц, при этом верхняя плита шта-мла продолжает дзиж.ение вниз, осуществляя поворот роликов 3 с секторообразны-ми вырезами и установленных в и.их вставок 4 вокруг сопрягаемых со . йста1вками скосов держателей полуматргш 5 и 6. При это.м сегментные вставкн 4, сопрягаясь со скосами держателей, свободно птоворач.Еаются в роликах 3 вокруг своей оси, компе нсируя неточности изготовления скосов держателей, опорных плоскостей и непараллельность торцов полуматрИЦ, вследствие чего контакт скосов держателей с механизмом заж.илга происходит по плоскостям. Ролики с секторообразлыми вырезами и вставками замыкают держатели с установленными в них полуматрндами и за счет скоса боковых граней выресл. обеспечивают центрирование держателей с усилием, пролорциональныМ усилию штамловкн.
ПослеЭТОГО плита / с держателями и полуматрицами 7 и 8 продолжает движение , а пуансон 15 входит в полуматриду 9, осуществляя формоизменение заготовки. При ходе лдить / вварх за счет действия пружуин 10 держатели 5 и 5 некоторое время перемещаются совместно вверх, снимая тем самьг.м поковку с пуансона. В момент остановки держателя 6 ролики 3 со вставками 4 начинают поворачизаться, выходят из задеплепия с держателем 6, а держатель 5 с полуматрицами
продолжает движение вверх. Поковка из полуматриц 7 и 8 удаляется с помощью вытал1-:изателя.
Смазка поступает через каналы 13 и 14 з карман-накопитель, образо1ва,нный полуматри.
цами 7 и 8, и равиомерно растекается по рабочей полости матрицы, образованной частями 7, 8, 9, При этом на рабочую часть полуматрицы 7 смазка поступает по винтовой каназке в средней части выталкивателя.
Ф о р .м у л а изобретения
Штамп для безоблойной щтамлов-к : поковок, содержащий смонтированные на верхней и нижней плитах с возможностью относительного осевого перемещения держателе, имеющие каналы для подачи смазки и скосы на на:)ужных боковых поверхностях и несущие соответственно верхнюю и нижнюю полу.1атр;:цы, а также щарнирно связанный с верхней плитой механизм запирания полуматриц в виде симметрично расположенных в профильнь х верхней плиты двух роликов с секторообразными выреза ми, образующие иоверхности
кото;)ь:х наклонены к горизонтальной плоскости под углами, соответствующими скосам дер.жателей. отличающийся тем, что, с целью- повыщеиия качества и обеспечения а:омсж ;ости штампо.нки несимметричных з
плане поковок, а также увеличения срока слуЖбь; штампа путем повышения равномерности смазки, механизм запирания полуматриц снабжен поворотными сегментными вставками, а в роликах со стороны расположения держателей выполнены профильные пазы,под эти зстазки, при этом боковые грани выреза кажДОГО ;1олика скошены в направлении от его торца к центру, а верхняя полуматрица выиэлнеиа состоящей из двух частей, образующ;;х карман, соединяющий канал подачи смазал; с рабочей полостью матрицы.
Р1сточники информации, принятые во внимание при экспертизе:
1. «Автомобильная промышленность. Л 4, 1962, Валик Ю. П., Бой.цов В. В., Савин В. М., с. 64.
2. Авторское ,свидетельство СССР № 280196, М. Кл. В 21 J 13/02, 1969 (проШ- --МШ;М
: jl-V
12
; M 

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для безоблойной штамповки | 1982 |
|
SU1055581A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК | 1970 |
|
SU280196A1 |
| Штамп для безоблойной штамповки | 1982 |
|
SU1066709A1 |
| ШТАМП ДЛЯ БЕЗОБЛОЙНОЙ ШТАМПОВКИ ПОКОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ | 2003 |
|
RU2248856C1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| Штамп для безооблойной объемной штамповки | 1989 |
|
SU1731391A2 |
| Штамп для безоблойной штамповки | 1980 |
|
SU996033A1 |
| Штамп для безоблойной штамповки | 1983 |
|
SU1183271A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Штамп для безоблойной штамповки | 1982 |
|
SU1050802A1 |