1 ,
Изобретение относится к обработке металлов давлением и может быть использовано в цехах листовой штамповки.
Цель изобретения - повышение производительности за счет сокращения времени перенападки на очередной тип изделия.
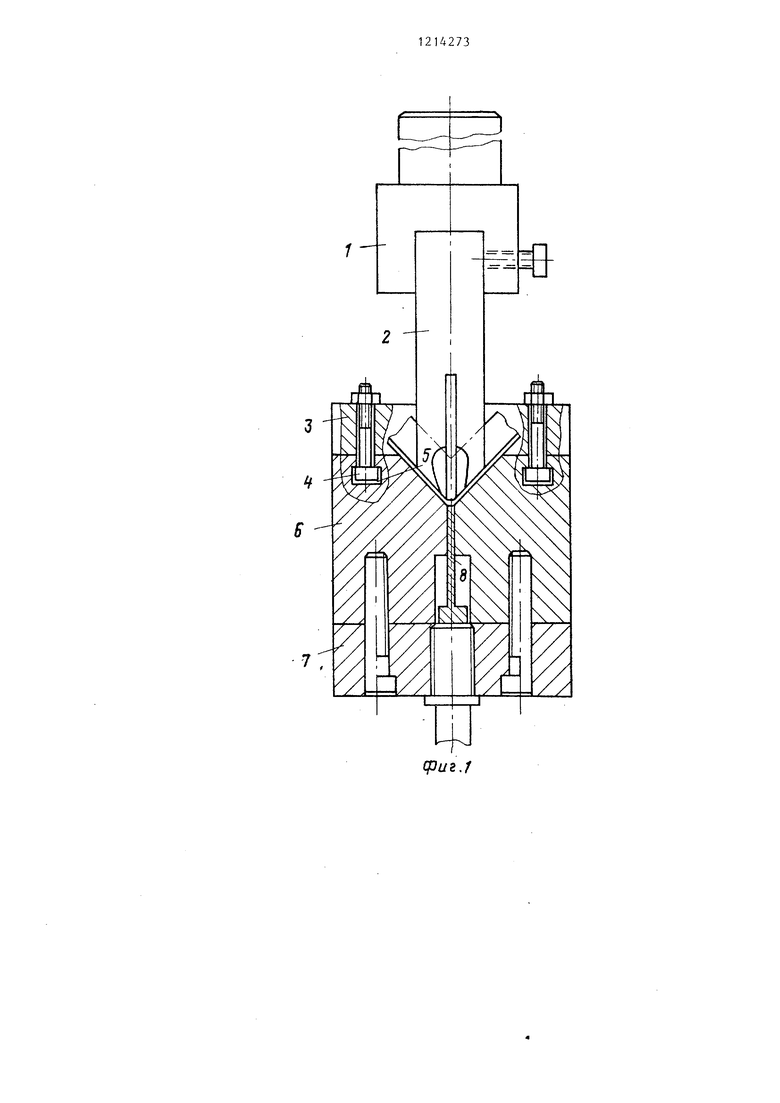
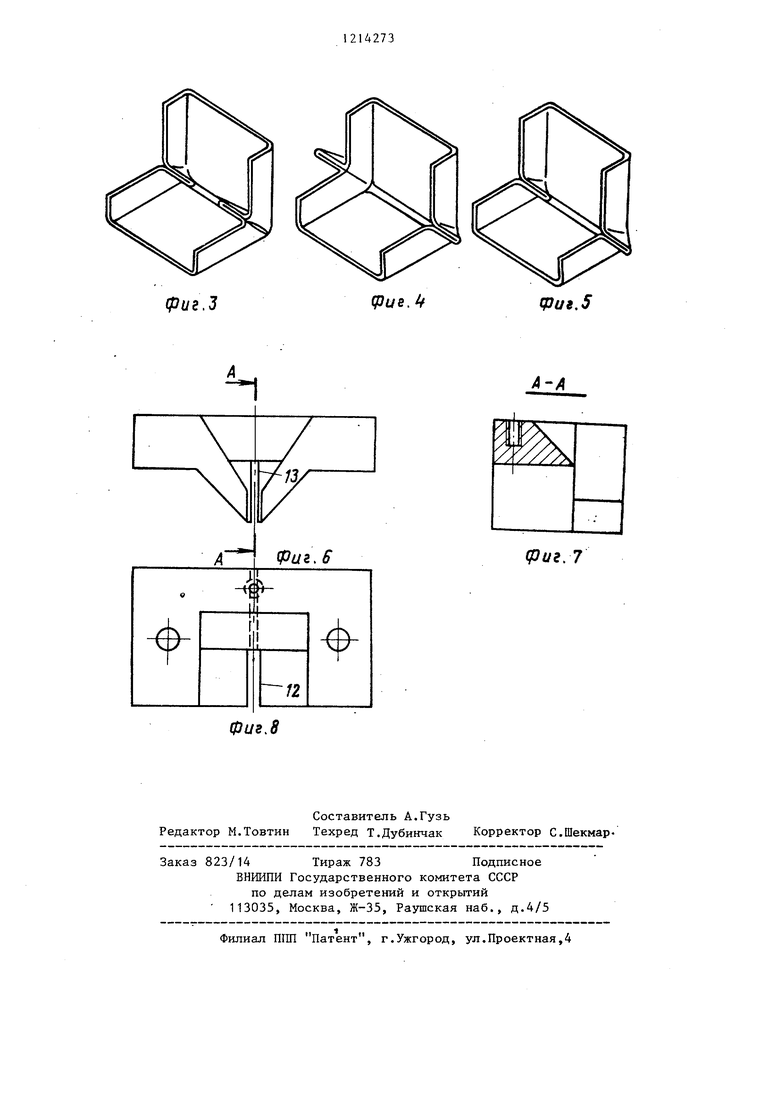
На фиг. 1 изображен штамп, общий вид; на фиг. 2 - то же, боковая проекция; на фиг. 3-5 - образцы получаемых изделий; на фиг. 6 - секция матрицы, вид со стороны формующего паза на фиг. 7 - сечение А-А на фиг. 6; на фиг. 8 - секция матрицы, вид сверху.
Штамп содержит устанавливаемый в подвижную плиту пуансонодержатель 1, три сменных пуансонодержателя 2, которые изготавливаются с учетом размеров и конструкции детали, т.е. с пазами на двух сторонах, на одной стороне, без пазов. Секции матрицы 3 крепятся винтами 4 с помощью Т- образных пазов 5 к корпусу матрицы 6 и располагаются симметрично относительно пуансона. Корпус матрицы 6 и выталкиватель 8, верхняя часть которого проходит через корпус матрицы 6, размещены на основании 7. Пальцы 9 вверху упираются в выталкиватель 8, внизу - в буфер 10 На верхних плоскостях секций матрицы укреплены сбрасыватели 11 механизма съема изделия с пуансона. Каждая секция матрицы на одной из рабочих поверхностей имеет формующий паз 12, расширякяцийся кверху и имеющий внизу размер не менее двух толщин материала, а на другой, параллельной первой, - паз 13 выталкивателя, имеющий ширину не более двух толщин материала, корпус матрицы 6 выполнен составным.
142732
Штамп работает следующим образом. Для изготовления детали с внутренними складками обе секции матрицы 3 устанавливаются так, что их
5 стенки с пазами 13 являются рабочими, т.е. между ними размещается пуансон 2, в этом случае имеющий на своих стенках формующие пазы. При опускании пуансона материал имеет
10 возможность течь только в пазы пуансона, так как со стороны полуматриц гладкие стенки. Когда материал деформируется и образуется первоначальньй КОНТУ1Э складок, появление узких па- 5 зов на полуматрицах на дальнейшем процессе образования ребер не отразится При ходе пуансона вверх сбра- сыват(У1и 11, скользящие в пазах пуансона, снимут с него деталь. В
20 этом случае выталкиватель вьшолняет вспомогательные функции.
Для изготовления детали с наружными складками устанавливается пуансон без пазов, а секции матрицы пе25 реворачиваются на 180, так что рабочими поверхностями будут плоскости с формующими пазами 12. При опускании гладкого пуансона материал течет только в секции матрицы, при
30 подъеме пуансона 2 выталкиватель 8 поднимает деталь на высоту, достаточную для легкого съема. Для изготовления детали с наружной и внутренней складками пуансон имеет одну
jr сторону гладкую, другую с пазом,
соответственно устанавливаются полуматрицы (фиг.2).
Таким образом, в штампе возможно д производить гибку швеллеров и угольников с различными размерами всех полок в различных конструктивных вариантах и с различными толщинами материала.
сриг.Г
11
t/,2
ff3ue.3
(pue.
VU9,5
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсальный штамп для гибки профилированных заготовок | 1987 |
|
SU1433544A1 |
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Штамп для гибки профилированных заготовок | 1986 |
|
SU1388143A1 |
| Штамп для изготовления полых поковок с боковыми отростками | 1988 |
|
SU1586844A1 |
| Штамп для гибки | 1976 |
|
SU654327A1 |
| Штамп для гибки деталей,преимущественно контактных пружин | 1982 |
|
SU1061888A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Гибочный штамп | 1990 |
|
SU1729660A1 |
| ШТАМП ДЛЯ ТИКСОШТАМПОВКИ КРУПНОГАБАРИТНЫХ ПОРШНЕЙ | 2014 |
|
RU2573163C1 |
| Штамп для изотермической штамповки | 1986 |
|
SU1500428A1 |

A-A
A
(риг. 6
Фиг.8
Составитель А.Гузь Редактор М.Товтин Техред Т.Дубинчак Корректор С.ШекмарЗаказ 823/14 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Филиал ШШ Патент, г.Ужгород, ул.Проектная,4
(риг.7
| Штамп для гибки профилированной заготовки преимущественно типа швеллера | 1983 |
|
SU1136868A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Мещерин В.Т | |||
| Листовая штамповка | |||
| Атлас схем, - М.: Машиностроение, 1975, с.156, рис.498. | |||
