j
Изобретение относится к обработке металлов давлением, в частности к устройствам для холодной гибки труб методом наматывания с автоматизированными загрузкой и выгрузкой.
Целью изобретения является повышение качества изделий за счет увелг че- ния точности позицирования в станке труб-заготовок и снижение металлоемкости изогнутых труб за счет уменьшения их концевых участков, .
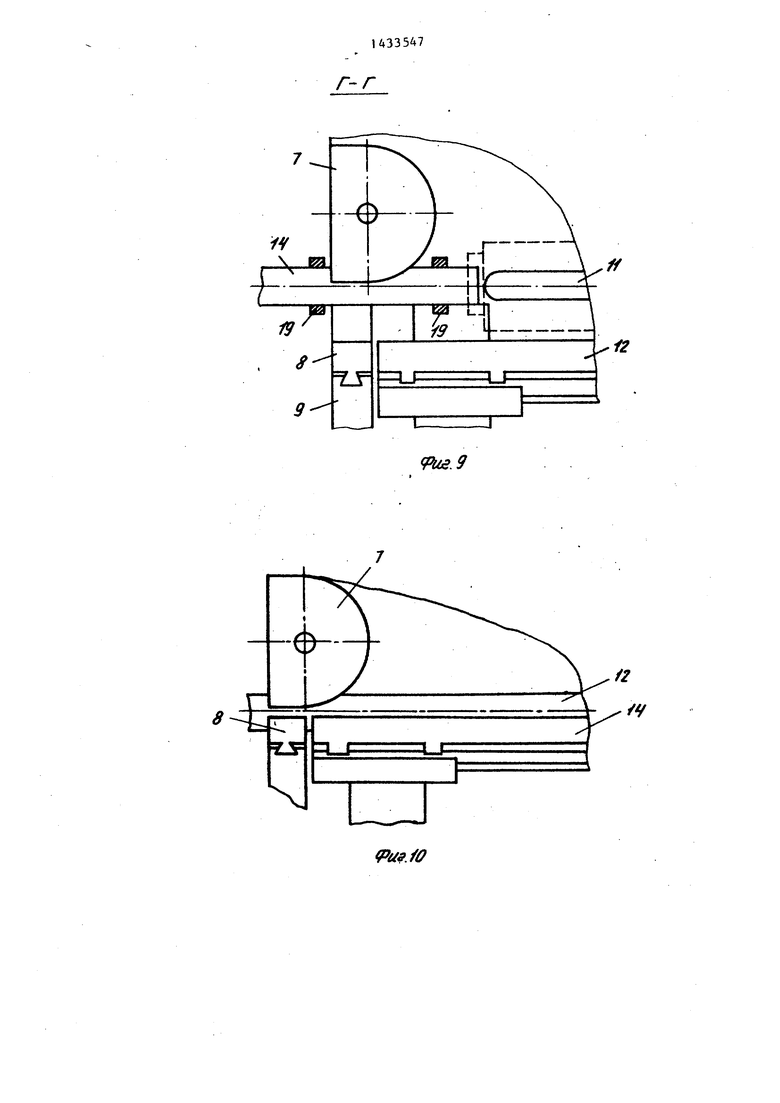
На фиг« и 2 представлена предг{а- гаемая установка, вид сверху и вид сбоку в исходном положении соответ™ ственно; на фиг,3-5 - комплекс при захвате, введении в рабочую позицию и выгрузке из станка труб соответственно, вид сверху; на фиг,6 вид А- на фиг.З; на фиг.7 - вид Б на фиг,4 на фиг.8 вид В на фиг,5; на фиг.9 - сечение Г-Г на фиг,7; на фиг.0-13 - гибочный узел после зажима загруженной в него трубы после ее гибки, посинеется исходная (стартовая) позиция 15, куда поочередно подаются трубы-заготовки при помощи привода (не показан) и откуда каждая труба-заготовка 14 забирается манипулятором 3 для последующей загрузки в станок I.
Манипулятор 3 (фиг. и 2) имеет портал, установленный на стойках 16
IQ продольно над станком 1. На портале смонтирована каретка 17, имеющая возможность продольного перемещения вдоль портала, Каретка снабжена рукой 18 с двумя захватами 19, которые
15 разнесены один от другого так, чтобы они могли размещаться на загружаемой или выгружаемой из станка трубе перед и за гибочным шаблоном (фиг.9 и 13).
20 Рука может опускать и поднимать захваты 59 благодаря своей телескопической конструкции, а также изменять свое угловое положение в плоскости, перпендикулярной порталу. Приводы пе ле разжима и возврата гибочного крон- 25 ремещения каретки, выдвижения и повоинеется исходная (стартовая) позиция 15, куда поочередно подаются трубы-заготовки при помощи привода (не показан) и откуда каждая труба-заготовка 14 забирается манипулятором 3 для последующей загрузки в станок I.
Манипулятор 3 (фиг. и 2) имеет портал, установленный на стойках 16
продольно над станком 1. На портале смонтирована каретка 17, имеющая возможность продольного перемещения вдоль портала, Каретка снабжена рукой 18 с двумя захватами 19, которые
разнесены один от другого так, чтобы они могли размещаться на загружаемой или выгружаемой из станка трубе перед и за гибочным шаблоном (фиг.9 и 13).
Рука может опускать и поднимать захваты 59 благодаря своей телескопической конструкции, а также изменять свое угловое положение в плоскости, перпендикулярной порталу. Приводы пе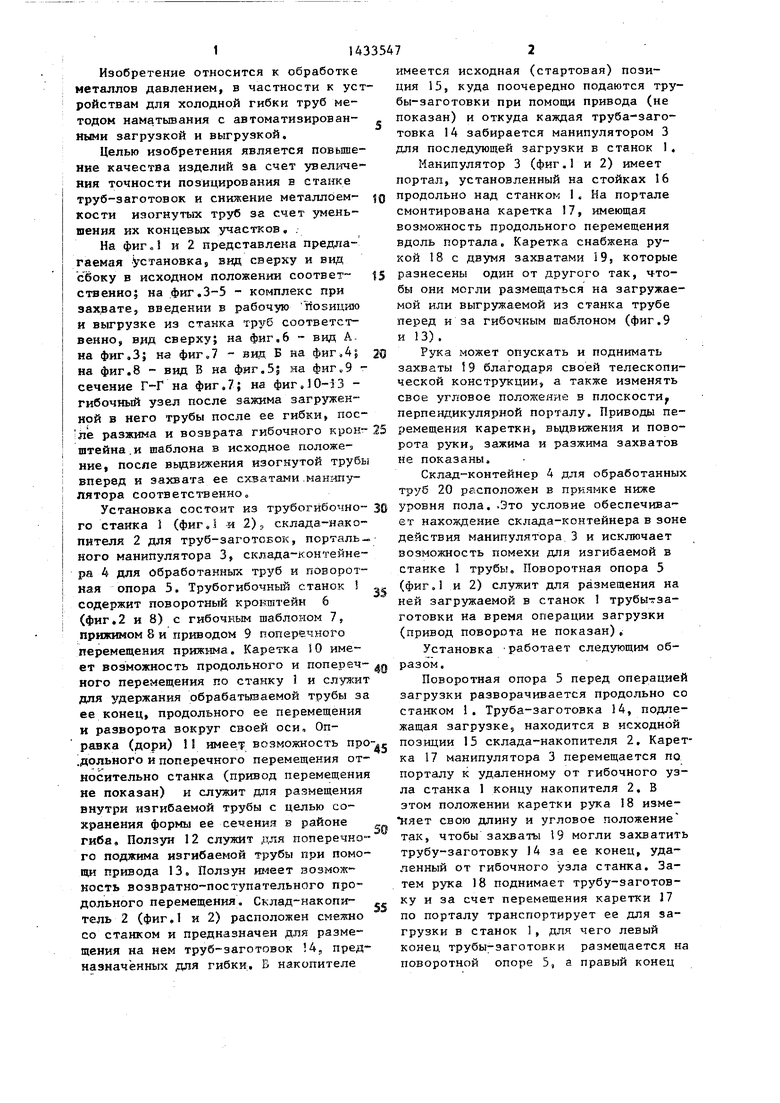

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Станок для двухсторонней гибки труб | 1973 |
|
SU501802A1 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБНЫХ ПАНЕЛЕЙ | 1971 |
|
SU314580A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Трубогибочный станок | 1979 |
|
SU837471A1 |
| Станок для гибки труб | 1977 |
|
SU667279A1 |
| Станок для двусторонней гибки труб | 1979 |
|
SU863065A1 |
| СТАНОК ДЛЯ ГИБКИ ТРУБ | 2019 |
|
RU2772761C2 |
| Станок для изготовления змеевиков | 1981 |
|
SU997905A1 |





Изобретение относится к обработке металлов давлением, в частности к устройствам для холодной гибки труб методом наматьшания с автоматизированными загрузкой и выгрузкой. Целью изобретения является повышение качества изделий за счет увеличения точности позицирования в станке труб- заготовок и снижение металлоемкости изогнутых труб за счет уменьшения их концевых участков. Установка изготовления изогнутых труб содержит манипулятор с рукой, имеющей два захвата. Захваты установлены с возможностью размещения по обе стороны гибочного шаблона (ГШ), они захватьшают заготовку за конец, удаленный от ГШ, и подают к ГШ. В конце подачи захваты раз мещаются по 15азные стороны ГШ, надежно позицируя трубу, а свободный конец трубы размещается на поворотной опоре. После подачи оправки и зажима трубы поворотом ГШ обеспечивают гибку трубы. 13 ил. СЛ
штейна.и шаблона в исходное положение, после вьщвижения изогнутой трубы вперед и захвата ее сх-ватами .маш-шу- яятора соответственно о
Установка состоит из трубогйбочно- 30 уровня пола. -Это условие обеспечиваго станка 1 (фиг,1 н 2), склада-накопителя 2 для труб-заготоЕок, порталь- него манипулятора 3, склада-контейнера 4 для обработанных труб и поворотная опора 5. Трубогибочный станок . содержит поворотный кронштейн 6 (фиг,2 и 8) с гибочным шаблоном 7, прижимом 8 и приводом 9 поперечного перемещения прижима. Каретка 0 имеет возможность продольного и попереч- него перемещения по станку 1 и служит для удержания обрабатьшаемой трубы за ее конец, продольного ее перемещения и разворота вокруг своей оси, Оправка (дори) 1 имеет возможность про-. позиции 15 склада-накопителя 2. Карет.дольного и поперечного перемещения относительно станка (привод перемещения не показан) и служит для размещения внутри изгибаемой трубы с целью со хранения формы ее сечения в районе гиба. Ползун 12 служит для поперечного поджима изгибаемой трубы при помощи привода 13, Ползун кмеет возмож кость возвратно-поступательного продольного перемещения. Склад-накопитель 2 (фиг,1 и 2) расположен смежно со станком и предназначен для размещения на нем труб-заготовок 4, предназначенных для гибки;, В накопителе
55
ка 17 манипулятора 3 перемещается по порталу к удаленному от гибочного узла станка 1 концу накопителя 2, В этом положении каретки рука 18 изме- няет свою длину и угловое положение так, чтобы захвать: 19 могли захватить трубу-заготовку 14 за ее конец, удаленный от гибочного узла станка. Затем рука 18 поднимает трубу-заготовку и за счет перемещения каретки 17 по порталу транспортирует ее для загрузки в станок 1, для чего левый конец трубы-заготовки размещается на поворотной опоре 5, а правый конец
рота руки, зажима и разжима захватов не показаны.
Склад-контейнер 4 для обработанных труб 20 расположен в приямке ниже
ет нахождение склада-контейнера в зоне действия манипулятора 3 и исключает возможность помехи для изгибаемой в станке 1 трубы. Поворотная опора 5 (фиг,1 и 2) служит для размещения на ней загружаемой в станок 1 трубытза- готовки на время операции загрузки (привод поворота не показан).
Установка работает следующим образом.
Поворотная опора 5 перед операцией загрузки разворачивается продольно со станком 1. Труба-заготовка 14, подлежащая загрузкеS находится в исходной
5
ка 17 манипулятора 3 перемещается по порталу к удаленному от гибочного узла станка 1 концу накопителя 2, В этом положении каретки рука 18 изме- няет свою длину и угловое положение так, чтобы захвать: 19 могли захватить трубу-заготовку 14 за ее конец, удаленный от гибочного узла станка. Затем рука 18 поднимает трубу-заготовку и за счет перемещения каретки 17 по порталу транспортирует ее для загрузки в станок 1, для чего левый конец трубы-заготовки размещается на поворотной опоре 5, а правый конец
3U3
размещается в ручье гибочного шаблона 7, при этом один захват 19 находится перед шаблоном 7, а второй - за шаблоном (фиг.4( 7 и 9). Каретка 10 и оправка 11 в станке 1 на период загрузки отведены в крайнее заднее положение, чтобы не мешать размещаемой в станке трубе. Прижим 8 и ползун 12 также предварительно отведены. Поворотный кронштейн 6 и гибочный шаблон 7 находятся в исходном положении.
После установки трубы-заготовки J4 в ручье гибочного шаблона 7 оправка 11. перемещается в крайнее перед- нее положение, располагаясь при этом в трубе-заготовке, а каретка 10 подводится к ее концу и захватывает его своими кулачками (положение каретки показано пунктиром). Далее захваты 19 манипулятора отпускают трубу-заготовку, и рука 18 отводится для освобождения зоны гибки станка. Каретка затягивает трубу-заготовку в станок 1 до требуемой величины, при которой вы- полняется первый гиб. Труба зажимается прижимом 8 и поджимается ползуном 12 (фиг.10). Поворотная опора 5 разворачивается перпендикулярно станку 1, Включается привод гибки, распо- ложенный внутри станка 1, и поворотный кронштейн 6 с гибочным шаблоном 7 начинают вращаться по часовой стрелке, осуществляя гибку трубы 14.
После завершения последнего гиба прижим 8 и ползун 12 отводятся в поперечном направлении от обработанной трубы 20 и поворотный кронштейн 6 с гибочным шаблоном 7 возвращается в исходное положение. Ползун 12 также . возвращается в исходное продольное положение. Затем за счет продольного перемещения каретки JO обработанная
Установка для изготовления изогнутых труб, содержащая трубогибочный станок с гибочным шаблоном и устрой- - ство для загрузки и выгрузки труб в виде манипулятора с рукой, имеющей два захвата, отличающаяся тем, что, с целью повьш ения качества изделий за счет увеличения точности поэицирования в станке-труб-заготовок и снижения металлоемкости изделий за счет уменьшения концевых участков изогнутых труб, она снабжена установленной рядом с трубогибочным станком со стороны, противоположной направ етруба 20 перемещается влево для перераспределения находящейся после гибочно- нию подачи, поворотной опорой для го шаблона 7 прямолинейной части ееподдержания труб-заготовок перед нача- конца таким образом, чтобы прямыелом гибки, а захваты руки манипуля- участки имели место перед и за шабло-тора установлены с возможностью ном. Это позволяет использовать ука- .размещения по обе стороны шаблона.
0
520 530
5
40
занные прямые участки обработанной трубы 20 для размещения на них схватов 19 манипулятора 3 при ее выгруз- ке.из станка.
Далее каретка 17 перемешается по порталу манипулятора 3 к гибочному узлу станка 1, рука 18 увеличивает свою длину и охваты 19 захватьшают находящуюся в станке обработанную трубу 0 так, что один из них располагается на прямом участке трубы перед шаблоном 7, а второй - на прямом участке за шаблоном. Каретка 10 разжимает конец трубы и отводится назад, как и оправка 11, Рука 18 вьшодит трубу 20 из ручья шаблона 7 и опускает ее в склад-контейнер 4.
Установка характеризуется следующими положительными экономическими показателями: меньщая длина прямого конца трубы, остающегося после гибки} повышенная надежность при загрузке и выгрузке; минимальные, габариты схватов манипулятора; высокая точность позиционирования загружаемых труб.
Формула изобретения
Установка для изготовления изогнутых труб, содержащая трубогибочный станок с гибочным шаблоном и устрой- - ство для загрузки и выгрузки труб в виде манипулятора с рукой, имеющей два захвата, отличающаяся тем, что, с целью повьш ения качества изделий за счет увеличения точности поэицирования в станке-труб-заготовок и снижения металлоемкости изделий за счет уменьшения концевых участков изогнутых труб, она снабжена установленной рядом с трубогибочным станком со стороны, противоположной направ е нию подачи, поворотной опорой для поддержания труб-заготовок перед нача- лом гибки, а захваты руки манипуля- тора установлены с возможностью .размещения по обе стороны шаблона.
f
Л
/
I f 7 /3 X /е7 //
/(f i7
Л/У /у--/(-/ л уу-у / -/Уо/ Л/о)(/.
Фи.
/
fv
./
&.3
.
20 9
Vu3.
Bads
7
Вид 8
й
XJ
Риг.9
PU9.fO
ю
Ч I
fo
| Патент США № 4331015, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
