Фиг. 2
Изобретение относится к обработке металлов давлением, в частности к устройствам для изготовления замкнутых строповочных петель для сборных ЖБИ.
Цель изобретения - повышение производительности и снижение энергозатрат за счет исключения сварки.
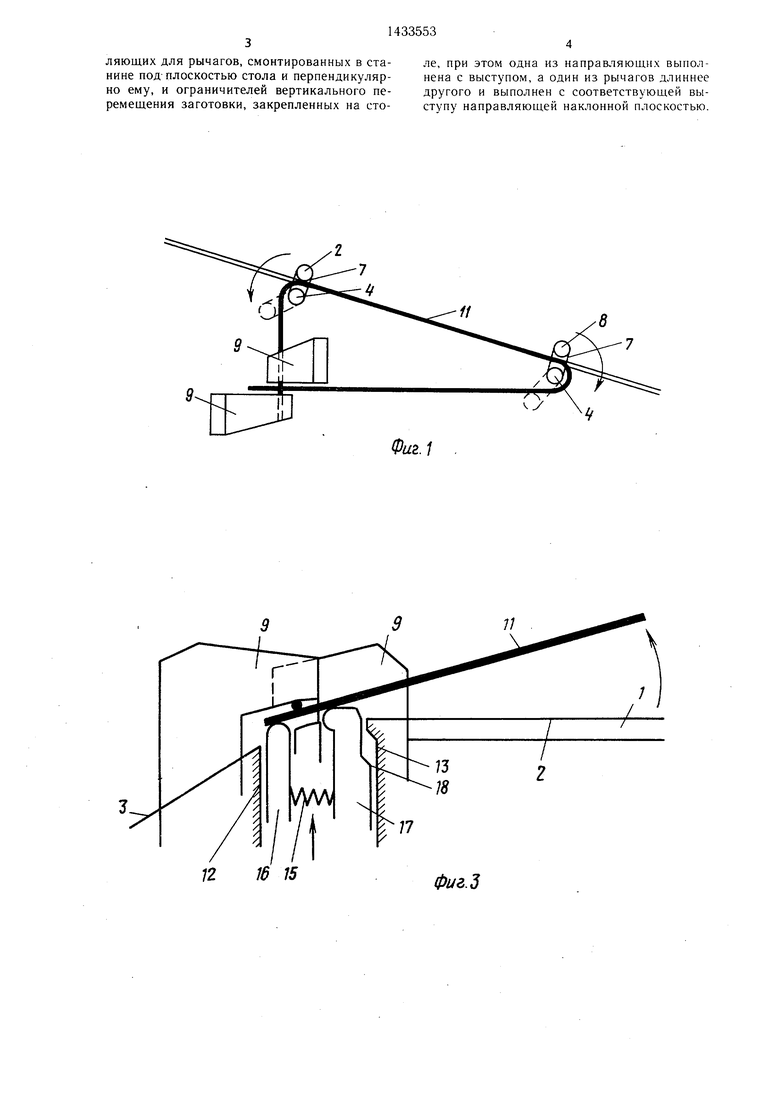
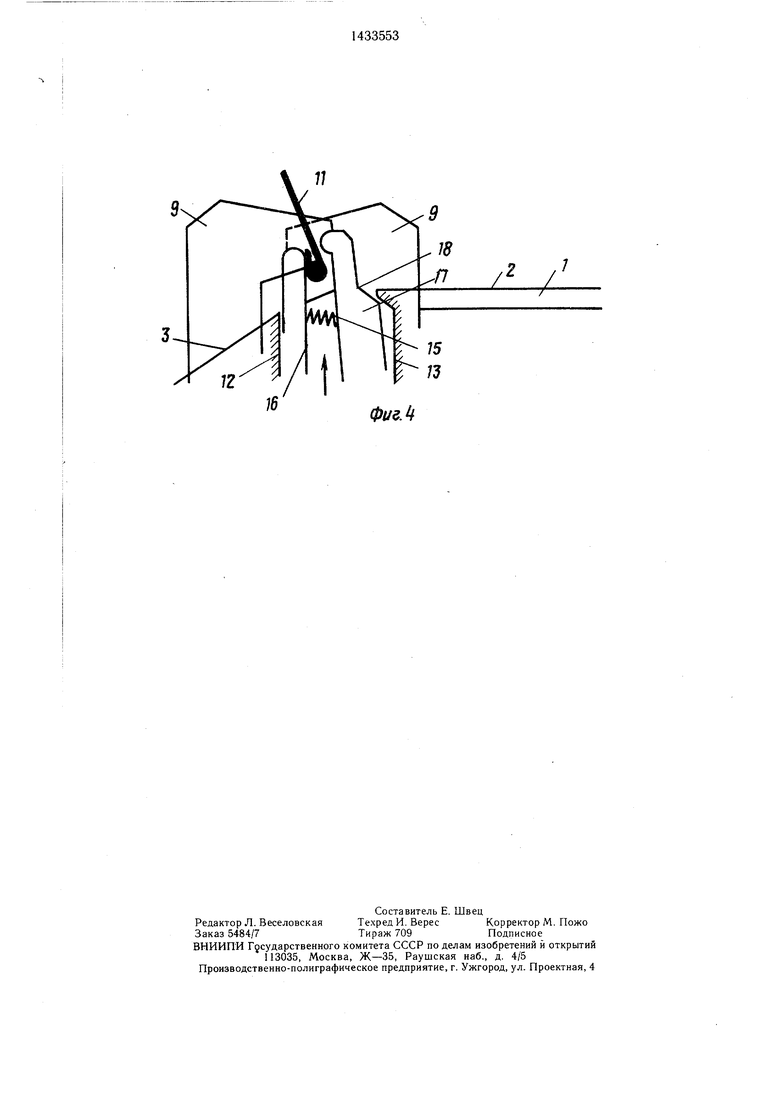
На фиг. 1 - устройство в момент завершения операции гибки, вид сверху; на фиг. 2 - то же, вид сбоку; на фиг. 3 - механизм соединения концов заготовки гибкой, начальный момент срабатывания; на фиг. 4 - то же, завершаюш,ий момент срабатывания.
Устройство состоит из станины 1, на которой размещен горизонтальный стол 2 с наклонным участком 3. Над уровнем стола 2 выступают раздвижные оправки 4 узла | ибки, закрепленные на верхней части осей 5 соответствуюш,их приводных шестерен 6. На осях 5 закреплены рычаги 7 с гибочными роликами 8, верхние части которых также выступают над уровнем стола 2. Ограничители 9 вертикального перемещения заготовки механизма 10 соединения концов заготовки гибкой размещены на станине 1 так, чтобы они не препятствовали выполнению операции гибки в горизонталь(1ой плоскости заготовки 11 и воспринимали вертикальные усилия при соединении ее концов гибкой. Кроме того, механизм 10 соединения концов заготовки гибкой состоит из расположенных в направляющих 12 и 13 на оси 14 подпружиненных относительно Друг друга пружиной 15 двух рычагов 16 и 17, причем рычаг 17 выполнен с наклонной плоскостью 18 по типу направляющей 13. Привод механизма 10 соединения концов заготовки гибкой осуществляется путем взаимодействия упора 19 на штоке 20 с гильзой 21, шарнирно соединенной с осью 14 тягой 22. Шток 20 сблокирован с приводной рейкой 23.
Устройство работает следующим образом.
При прямом ходе приводной рейки 23 (на фиг. 2 - слева направо) последняя, взаимодействуя с шестернями 6, передает через оси 5 усилие на рычаги 7, гибочные ролики 8 которых изгибают заготовку 11 вокруг оправок 4. Гибка происходит таким образом, чтобы короткий отгиб заготовки, расположенный параллельно оси 14, в крестовом соединении был сверху другого, более длинного. При обратном ходе приводной рейки 23 гибочные ролики 8 перемещаются направлении к исходному положению, т.е. происходит расфиксация изогнутой заготовки. Так как приводная рейка 23 сблокирована со штоком 20, упор 19 последнего в определенный момент взаимодействует с гильзой 21, которая, перемеихаясь, через тягу 22 и ось 14 приводит в вертикальное движение рычаги 16 и 17. За счет того, что рычаг 17 выще рычага 16, в начальный момент
0
5
0
.5
0
5
0
5
0
5
происходит съем изогнутой заготовки 11 с оправок 4, а затем огибание нижнего, более длинного отгиба заготовки вокруг верхнего при одновременном повороте плоскости петли в вертикальное положение. В завершающий момент благодаря взаимодействию наклонной лоскости 18 рычага 17 с выступом направляющей 13 при одновременном вертикальном перемещении рычагов 16 и 17 происходит движение верхней части рычага 17 к рычагу 16. Это обусловливает зажим кольцевого соединения вокруг короткого отгиба заготовки длинным.
Так как плоскость петли переходит (при, дальнейшем повороте) вертикальное положение, движение рычагов 16 и 17 вниз (прямой ход приводной рейки 23 и штока 20) вь1- зывает расфиксацию готовой петли и затем сориентированный сброс но наклонному участку стола 3 в контейнер.
Очередная заготовка 11 между оправками 4 и гибочными роликами 8 укладывается, например, автоматически.м питателем во время взаимодействия наклонной плоскости 18 рычага 17 с выступо.м направляющей 13, так как в это время гибочные ролики 8 проходят исходное по.дожение. Привод рейки 23 и штока 20 устройства может осуществляться, например, от силового пневмоци- линдра или другого аналогичного механизма.
Настройка устройства и переналадка на другой типоразмер осуществляются перемещением оси 5 и упора 19 на штоке 20.
Устройство позволяет сократить цикл изготовления треугольных строповочных петель на величину цикла сварки концов заготовки внахлест, который составляет около 25-30% цикла изготовления. Повышение производительности на 25-30°/о путем введения механизма соединения концов заготовки гибкой исключает также необходимость в сварочном узле, что ведет к значительному снижению энергоемкости и повышению надежности мащины. Кро.ме того, наличие в месте соединения концов заготовки утолщения (кольцевое огибание более длинным отгибом короткого) повышает качество заделки петли в бетоне.
Формула изобретения
Устройство для изготовления замкнутых строновочных петель из мерного отрезка заготовки, содержащее смонтированные на станине стол, узел гибки и механизм соединения концов заготовки, отличающееся тем. что, с целью повышения производительности и сьшжения энергозатрат за счет исключения сварки, стол на станине закреплен горизонтально, а механизм соединения концов заготовки выполнен в виде двух приводных рычагов, шарнирно закрепленных на oc;i li подпружиненных .яруг к другу, rianiiariляющих для рычагов, смонтированных в станине под плоскостью стола и перпендикулярно ему, и ограничителей вертикального перемещения заготовки, закрепленных на столе, при этом одна из направляющих выполнена с выступом, а один из рычагов длиннее другого и выполнен с соответствующей выступу направляющей наклонной п„1оскостью.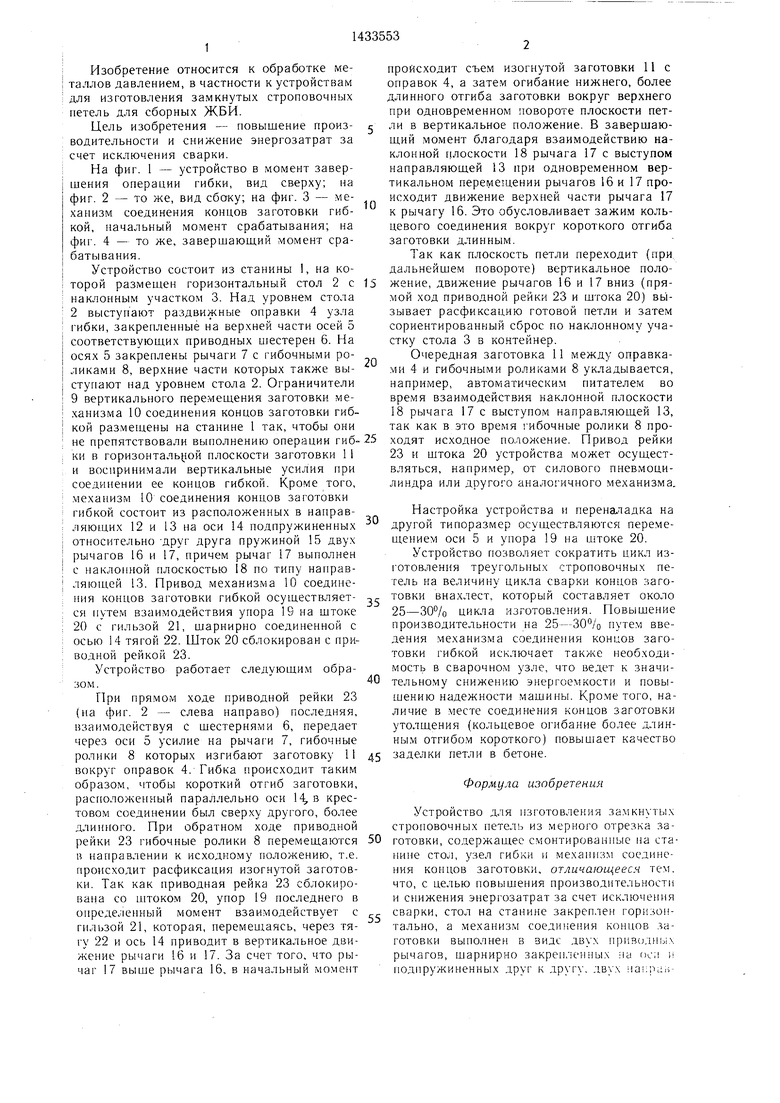
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1988 |
|
SU1556787A2 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1990 |
|
SU1787618A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1989 |
|
SU1655605A1 |
| Станок для сгибания фигурных изделий | 1980 |
|
SU889236A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1976 |
|
SU727285A1 |
| Станок для гибки монтажных петель и анкеров | 1982 |
|
SU1096017A1 |
| Станок для гибки изделий типа петель из прутков | 1984 |
|
SU1304966A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ АРМАТУРНОЙ КАТАНКИ МОНТАЖНЫХ ПЕТЕЛЬ | 1971 |
|
SU428840A1 |
| Устройство для изготовления из арматурной катанки монтажных петель | 1985 |
|
SU1359049A2 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для гибки замкнутых строповочных петель. Цель изобретения - повышение производительности и снижение энергозатрат за счет исключения сварки. Устройство для изготовления замкнутых петель содержит горизонтальный стол 2, узел гибки и механизм соединения концов заготовки, выполненный в виде двух подпружиненных друг к другу рычагов 16, 17, расположенных в вертикальных направляюндих 12, 13 под плоскостью стола, и ограничителей 9 вертикального перемещения заготовки. Один из рычагов 17 выполнен длиннее другого и имеет паклоп- ную плоскость, соответствующую выступу направляющей. После гибки петли 17 производит съем ее с оправок 4, а затем огибание одного конпа заготовки вокруг другого при одновременном повороте плоскости петли. 4 ил. (f. С
Г
X
16 15
6
Фиг.1
7/
/ /
17
фиг.З
п
X
/ /
75
Г/3
0i/d4f
| Устройство для гибки замкнутых деталей | 1979 |
|
SU782910A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
