ных петель из мерного отрезка заготовки, содержащее смонтированные на станине стол, узел гибки и механизм соединения концов заготовки в виде двух приводных рычагов, один из которых снабжен упором, двух направляющих и ограничителей вертикального перемещения заготовки, закрепленных на столе,
Недостатком этого устройства является низкое качество соединения концов заготовки, которое выполняется в виде огибания одного конца другим и отгиба конца, выступающего из кольцевого соединения.
Целью изобретения является улучшение качества изделий за счет повышения надежности соединения концов заготовки.
Для достижения указанной цели предлагается в устройстве, содержащем смонтированные на станине узел гибки и механизм соединения концов заготовки, последний выполнить из двух устройств - устройства зажима и гибки концов, причем устройство зажима выполнить в виде оборудованных разрезными губками, двух подпружиненных рычагов, один из которых двуплечий и приводной от диска с лыской, контактирующего с роликом на рычаге, кроме этого ось рычага закрепить на коромысле, которое соединено с коромыслом другого рычага посредством настроечного винта, а устройство гибки концов выполнить в виде двух подпружиненных относительно друг друга закрепленных на общей оси приводных челюстей, оборудованных губками с зацепами, причем привод челюстей выполнить в виде закрепленных на пальцах упорных роликов, расположенных в сферических пазах другого диска, кроме этого оба диска жестко закрепить на общем валу.
Заявителем не обнаружено решение, содержащее смонтированные на станине узел гибки и механизм соединения концов заготовки, который состоит из двух устройств - устройства зажима и гибки концов, причем устройство зажима выполнено в виде оборудованных разрезными губками двух подпружиненных рычагов, один из которых двуплечий и приводной от диска с лыской, контактирующего с роликом на рычаге, кроме этого ось рычага закреплена на коромысле, которое соединено с коромыслом другого рычага посредством настроечного винта, а устройство гибки концов выполнено в виде двух подпружиненных относительно друг друга закрепленных на общей оси приводимых челюстей, оборудованных губками с зацепами, причем привод челюстей выполнен в виде закрепленных на
пальцахупорных роликов, расположенных в сферических пазах другого диска. Оба диска жестко закреплены на общем валу. Таким образом, заявленное решение обладает су5 щественными отличиями.
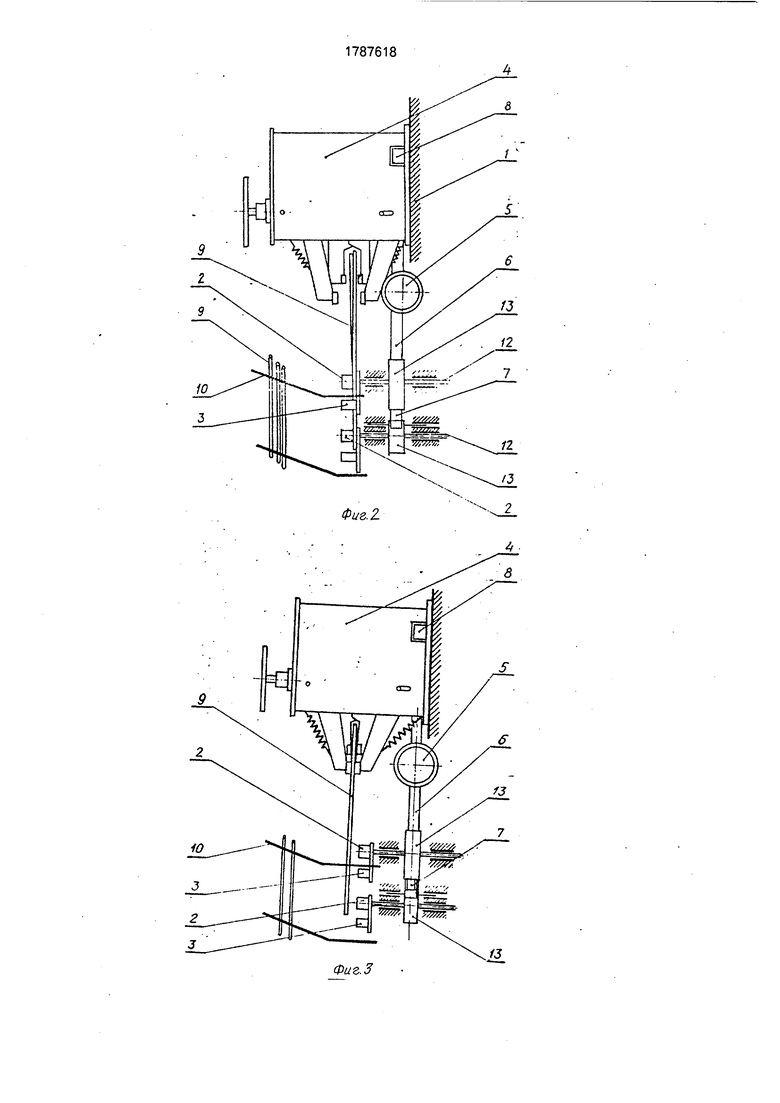
На фиг. 1 показана фронтальная проекция компановочной схемы устройства; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - то же в момент зажатия и начала гибки
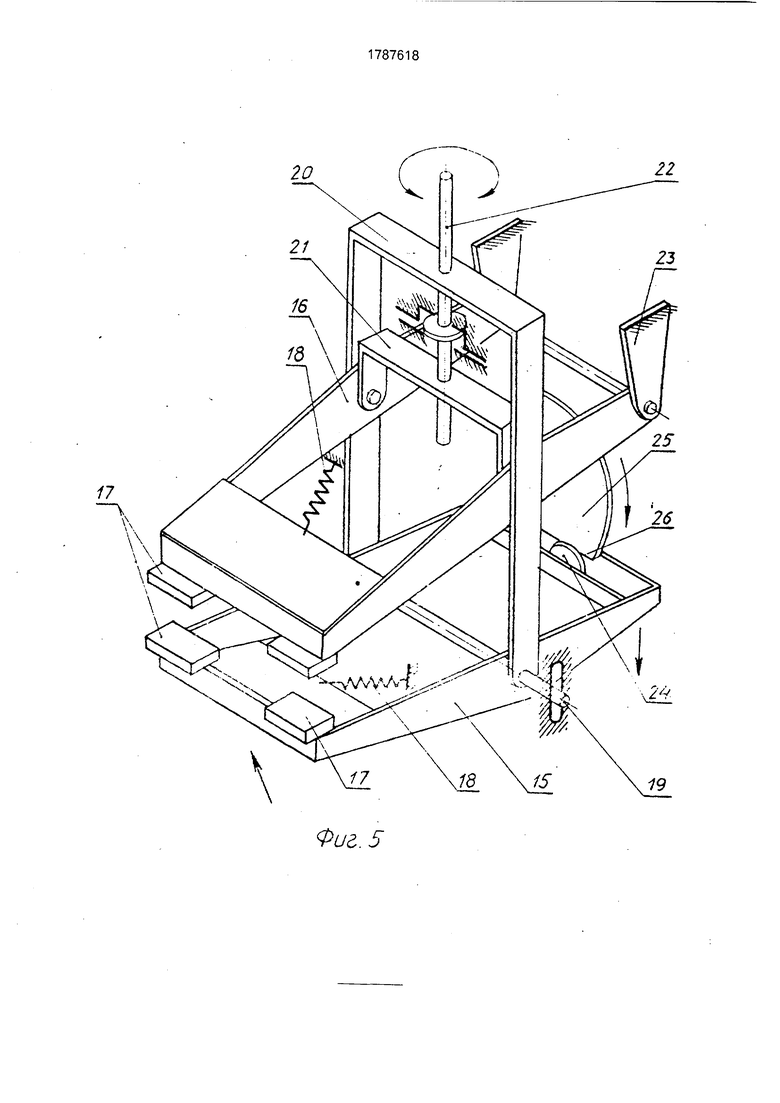
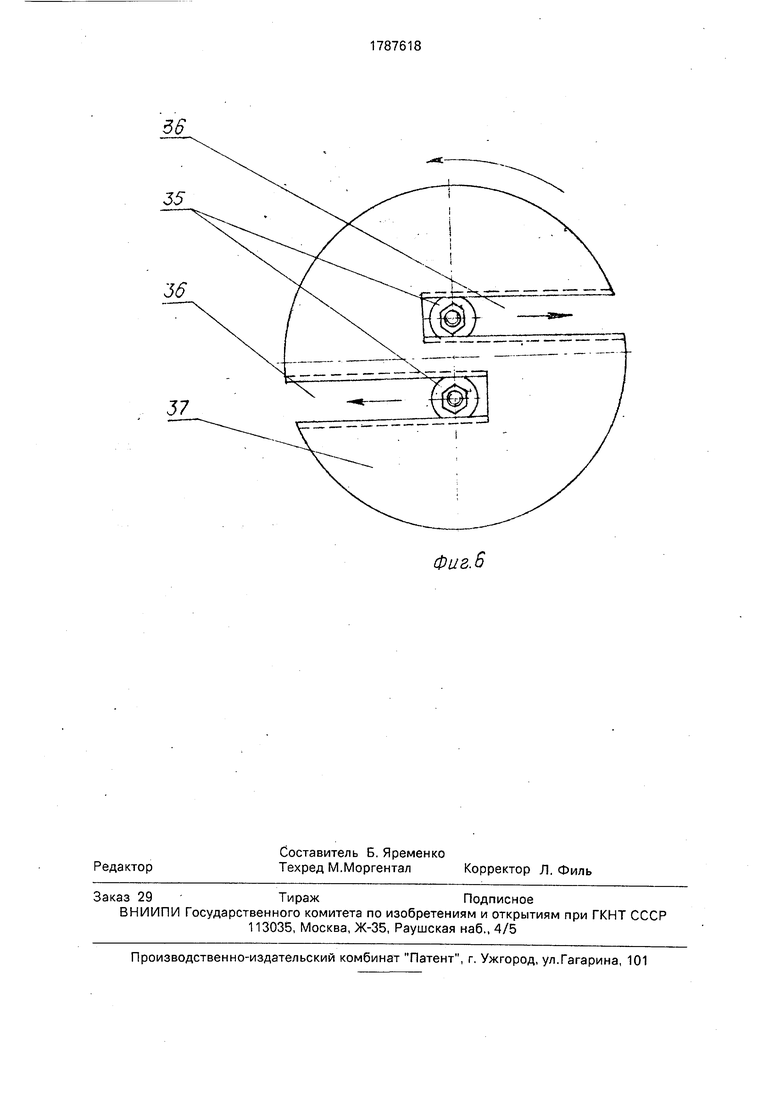
0 концов; на фиг. 4 - разрез Б-Б на фиг. 1 (механизма соединения концов заготовки); на фиг. 5 - устройство зажима в аксонометрии; на фиг. 6 - диск привода челюстей с размещенными в его сферических пазах ро5 ликами.
Устройство сотоит из станины 1, на которой смонтированы раздвижные оправки 2 с гибочными роликами 3, механизм соединения концов заготовки 4, силовой цилиндр
0 5, шток которого через коромысло 6 шар- нирно соединен с приводными рейками 7 и 8. Для подачи заготовок 9 на станине 1 установлены направляющие 10, между которыми предусмотрен проем для сброса готовых
5 .изделий 11.
Оправки 2 закреплены на осях 12 соответствующих приводных шестерен 13 (смотри фиг, 1, 2). Механизм соединения концов заготовки 4 (фиг. 4) состоит из смонтирован0 ных в корпусе 14 устройства зажима (фиг. 5) и устройства гибки концов, Устройство зажима состоит из двух рычагов 15 и 16, оборудованных разрезными губками 17 и подпружиненных относительно корпуса 14
5 пружинами 18. Рычаг 15 выполнен двупле- чим и установлен на оси 19, закрепленной на коромысле 20, которое взаимодействует с коромыслом 21 рычага 16 посредством настроечного винта 22, закрепленного в
0 обойме на корпусе 14. Рычаг 16 шарнирно
закреплен в корпусе 14 на консолях 23. Привод рычага 15 выполнен в виде установленного на нем ролика 24, контактирующего с диском 25, имеющим лыску 26. Диск 25 же5 стко закреплен на валу 27.
Устройство гибки концов выполнено в виде двух подпружиненных относительно друг друга пружиной 28 шарнирно установленных на общей оси 29 челюстей 30 и 31,
0 оборудованных губками 32 с зацепами 33. В каждую челюсть ввинчены пальцы 34, на которых установлены ролики упорные 35, расположенные в сферических пазах 36 диска 37, жестко закрепленного на валу 27. На
5 валу 27 установлена приводная шестерня 38, взаимодействующая с приводной рейкой 8. Настроечный винт 22 оборудован штурвалом 39.
Устройство работает следующим образом.
Для настройки устройства на определенный типоразмер выпускаемых изделий необходимо на соответствующем расстоянии установить оправки 2 относительно друг друга и механизма соединения концов 4 так, чтобы разрезные губки 17 устройства зажима могли зажать концы заготовки 9 до их пересечения, а челюсти 30 и 31 устройства гибки - после. Усилие зажатия регулируется поворотом штурвала 39 настроечного винта 22.
Диаметры приводных шестерней 13 и 38, положение лыски 26 на диске 25 и сферических пазов 36 на диске 37, длина и положение насечек на рейках 7 и 8 выполнены так, что в момент завершения гибки заготовки 9 на оправках 2 ролик 24 находится на лыске 26 диска 25 (устройство зажатия находится в исходном положении, см. фиг. 1, 5), а диск 37 по отношению к челюстям 30, 31 занимает положение, показанное на фиг. 6 - механизм соединения концов заготовки находится в исходном положении.
При движении штока силового цилиндра 5 (на фиг. 1 вправо) через коромысло 6 приводятся в движение приводные рейки 7 и 8. Приводная рейка 7, воздействуя на приводные шестерни 13, изгибает заготовку 9 гибочными роликами 3 вокруг оправок 2. Приводная рейка 8, воздействуя на приводную шестерню 38, вращает вал 27 сдисками 25 и 37 в направлении против стрелки, показанной на фиг. 6. К моменту завершения гибки заготовки 9 устройства механизма соединения концов заготовки занимают исходное положение (см. выше). Отгибы заготовки 9 располагаются между рычагами 15 и 16 устройства зажатия и челюстями 30 и 31 устройства гибки. При обратном движении штока силового цилиндра 5 и, соответственно, приводных реек 7 и 8 гибочные ролики 3 возвращаются в исходное положение, а приводная шестерня 38 вращает вал 27 с дисками 25 и 37 в направлении стрелки, указанной на фиг. 6. При этом ролик съезжает с лыски 26 на боковую поверхность диска 25, благодаря чему губки 17 рычага 15 поднимают заготовку 9 к губкам 17 рычага 16, который остается неподвижным. Происходит съем заготовки 9 с оправок 2 и ее зажатие. Одновременно при вращении диска 37 челюсти 30 и 31 сначала обнимают концы заготовки - упорные ролики 35 перемещаются в сферических пазах 36 в направлении стрелок, указанных на фиг. 6, вследствие чего расстояние между ними увеличивается, а затем скручивают концы заготовки на угол 360°. Зацепы 33 на губках 32 не позволяют концам заготовки выскользнуть из челюстей 30, 31, а также обеспечивают выполнение скрутки концов гибкой поперек продольной оси заготовки 9. При повороте на такой угол ролик 24 опять попадает на лыску 26 диска 25.
Происходит разжатие готового изделия между рычагами 15,16. В самом начале движения штока цилиндра 5 (на фиг. 1 вправо), как описывалось выше, диск 37 вращается в направлении против стрелки, указанной
0 на фиг. 6. Упорные ролики 35 перемещаются в сферических пазах 36 в направлении против стрелок, указанных на фиг. 6, ролики 35 сближаются, челюсти 30, 31 раскрываются. Готовое изделие 11 падает через
5 проем между направляющими 10, например, в контейнер. Очередная заготовка 9 по направляющим 10 попадает между оправками 2 и гибочными роликами 3, цикл повторяется.
0 При необходимости угол скручивания концов заготовки может быть установлен меньшим 360°. Это может быть выполнено устройством второй лыски на диске 25, которая располагается на соответствующем
5 углу загибки расстояния от первой лыски 26 и регулировкой хода приводной рейки 8. Возможность регулировки углов закрутки концов заготовки, а также автономность механизма соединения концов
0 заготовки позволяет выпускать широкий ассортимент замкнутых стропбвочных петель с надежным соединением концов заготовки гибкой.
5 Формулаизобретения
Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки, содержащее смонтированные на станине узел гибки и механизм соедине0 ния концов заготовки, содержащий два подпружиненных рычага, отличающееся тем, что, с целью повышения качества изделий за счет повышения надежности соединения концов, механизм соединения
5 концов состоит из узла зажима и узла гибки концов, узел зажима выполнен в виде разрезных губок, смонтированных на концах рычагов, ролика, расположенного на одном из рычагов, диска с лыской, установ0 ленного с возможностью взаимодействия с этим роликом, коромысел, на которых закреплены оси рычагов, и настроечного винта, связывающего коромысла между собой, рычаг, на котором установлен ролик,
5 выполнен двуплечим, а узел гибки концов заготовки выполнен в виде двух подпружиненных относительно друг друга закрепленных на общей оси приводных челюстей, губок с зацепами, жестко установленных на рабочих концах челюстей, привод челюстей
/ Ч
/ /
выполнен в виде пальцев, жестко соединен-со сферическими пазами для размещения ных с каждой из челюстей, упорных роли-упорных роликов, при этом оба диска жест- ков, установленных на этих пальцах, и дискако закреплены на общем валу.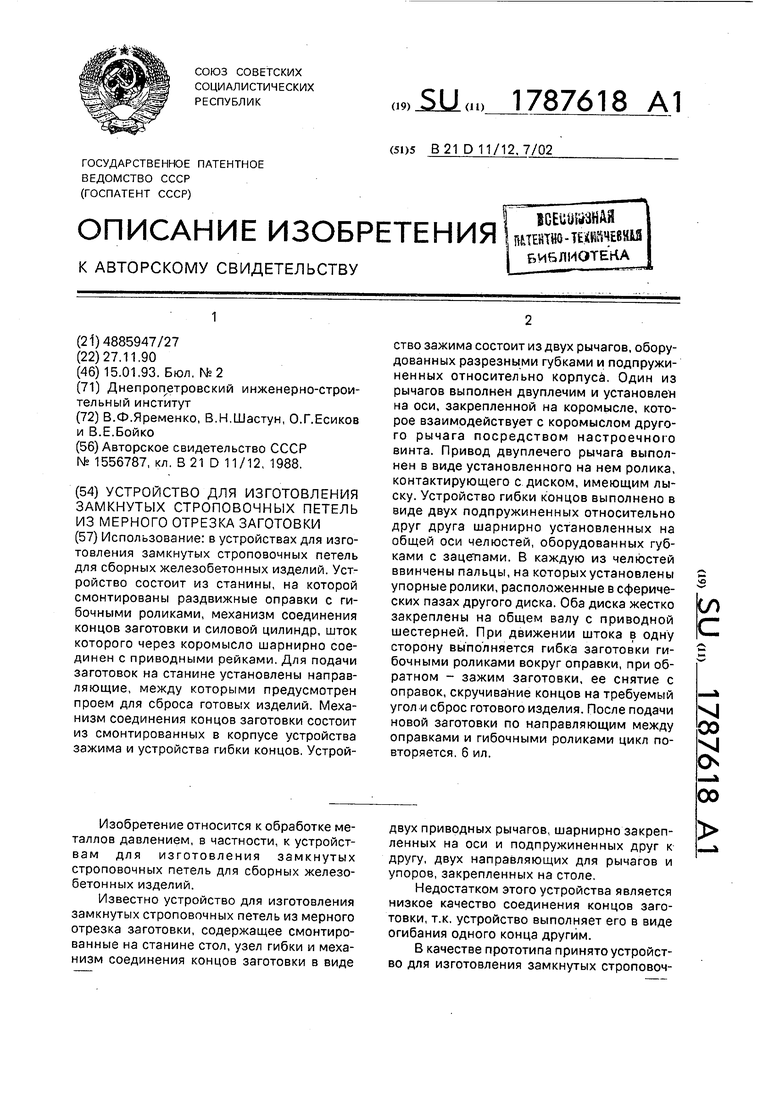
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1987 |
|
SU1433553A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1988 |
|
SU1556787A2 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1989 |
|
SU1655605A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Станок для изготовления обечаек | 1975 |
|
SU529874A1 |
| Автомат для подготовки электрическихпРОВОдОВ K МОНТАжу | 1978 |
|
SU845207A1 |
| Устройство для изготовления монтажных петель плоской и пространственной конфигурации | 1983 |
|
SU1222369A1 |
| Устройство для гибки обечаек из листовых заготовок | 1982 |
|
SU1061883A2 |
| Автомат для изготовления из проволоки изделий различной конфигурации | 1972 |
|
SU478659A1 |

Использование: в устройствах для изготовления замкнутых строповочных петель для сборных железобетонных изделий. Устройство состоит из станины, на которой смонтированы раздвижные оправки с гибочными роликами, механизм соединения концов заготовки и силовой цилиндр, шток которого через коромысло шарнирно соединен с приводными рейками. Для подачи заготовок на станине установлены направляющие, между которыми предусмотрен проем для сброса готовых изделий. Механизм соединения концов заготовки состоит из смонтированных в корпусе устройства зажима и устройства гибки концов. УстройИзобретение относится к обработке металлов давлением, в частности, к устройствам для изготовления замкнутых строповочных петель для сборных железобетонных изделий. Известно устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки, содержащее смонтированные на станине стол, узел гибки и механизм соединения концов заготовки в виде ство зажима состоит из двух рычагов, оборудованных разрезными губками и подпружиненных относительно корпуса. Один из рычагов выполнен двуплечим и установлен на оси, закрепленной на коромысле, которое взаимодействует с коромыслом другого рычага посредством настроечного винта. Привод двуплечего рычага выполнен в виде установленного на нем ролика, контактирующего с диском, имеющим лы- ску. Устройство гибки концов выполнено в виде двух подпружиненных относительно друг друга шарнирно установленных на общей оси челюстей, оборудованных губками с зацепами. В каждую из челюстей ввинчены пальцы, на которых установлены упорные ролики, расположенные в сферических пазах другого диска. Оба диска жестко закреплены на общем валу с приводной шестерней. При движении штока в одну сторону выполняется гибка заготовки гибочными роликами вокруг оправки, при обратном - зажим заготовки, ее снятие с оправок, скручивание концов на требуемый угол и сброс готового изделия. После подачи новой заготовки по направляющим между оправками и гибочными роликами цикл повторяется. 6 ил. двух приводных рычагов, шарнирно закрепленных на оси и подпружиненных друг к другу, двух направляющих для рычагов и упоров,закрепленных на столе. Недостатком этого устройства является низкое качество соединения концов заготовки, т.к. устройство выполняет его в виде огибания одного конца другим. В качестве прототипа принято устройство для изготовления замкнутых строповоч(Л С -ч 00 XI О оо
Фиг. 1
9иг. 4
Фид.5
Фиг.6
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1988 |
|
SU1556787A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
