Изобретение относится к обработке металлов давлением в частности к устройствам для изготовления замкнутых строповочных петель для сборных ЖБИ.
Цель изобретения - повышение производительности.
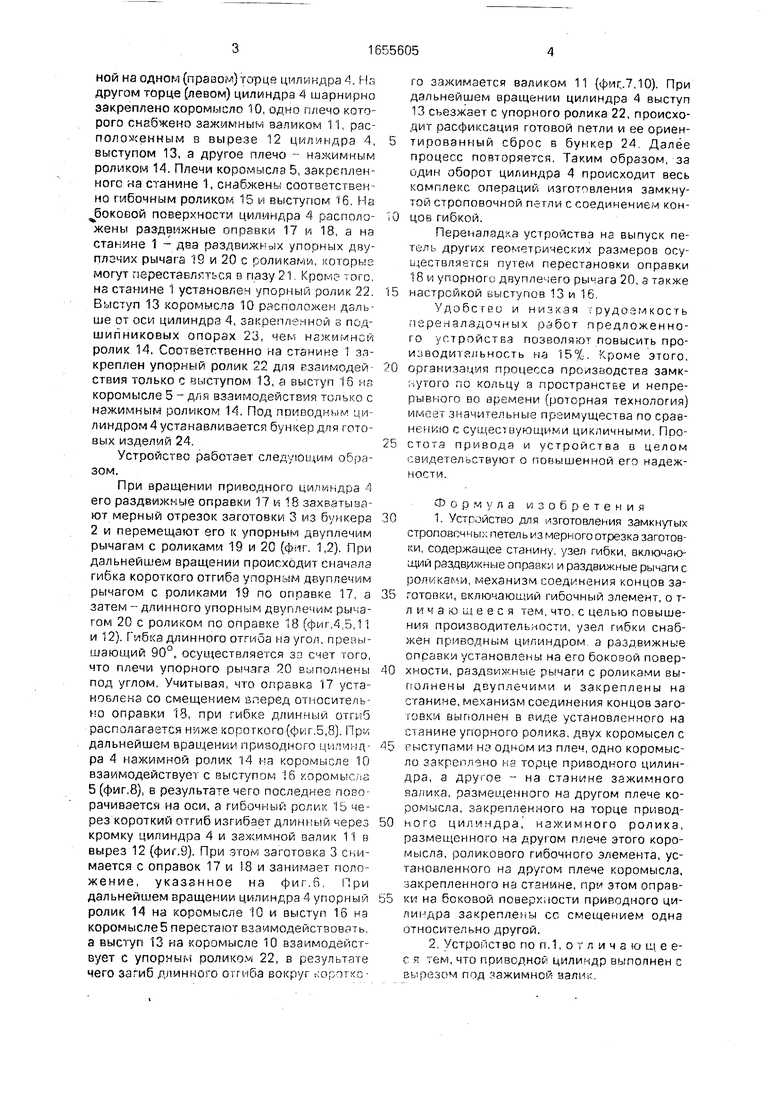
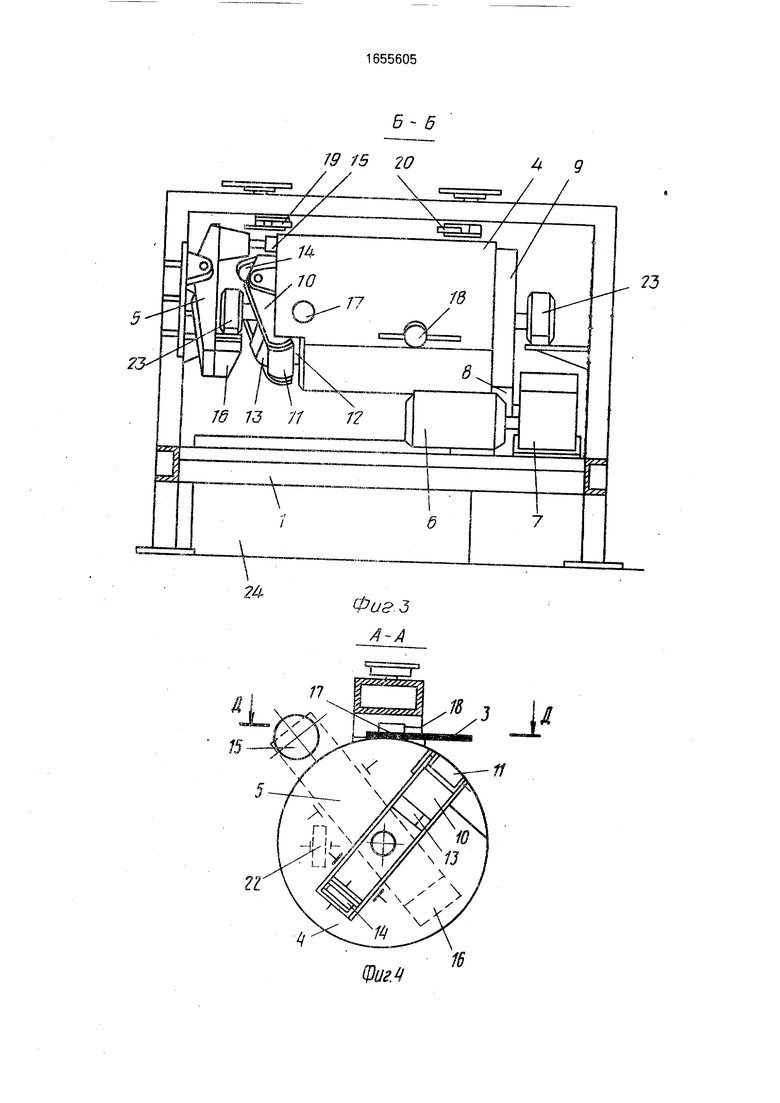
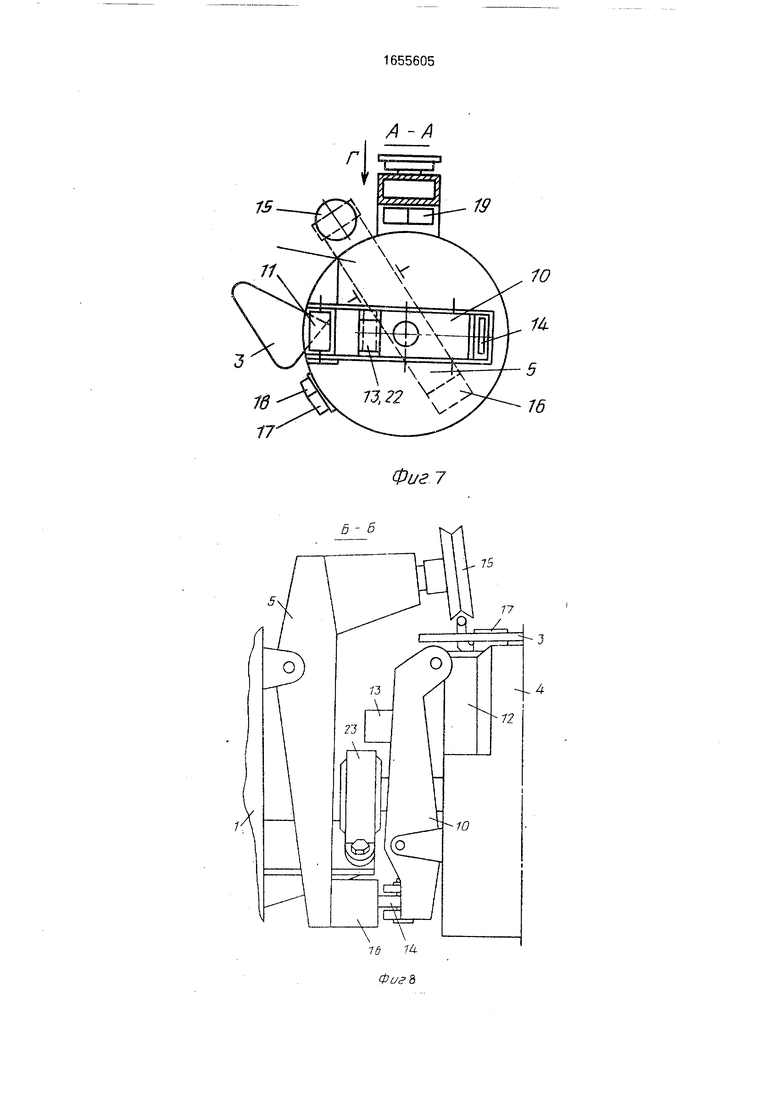
На фиг.1 показано устройство,вид сверху в момент захвата заготовки; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез А-А на фиг.1, положение основных узлов в момент завершения отгиба короткого конца заготовки; на фиг.5 - то же, положение основных узлов в момент завершения отгиба длинного конца заготовки; на фиг.6 - то же, в момент огибания короткого конца заготовки длинным; на фиг,7 -то же, в момент зажатия соединения; на фиг.8 - разрез Б-Б на фиг.1. положение основных узлов устройства и заготовки в
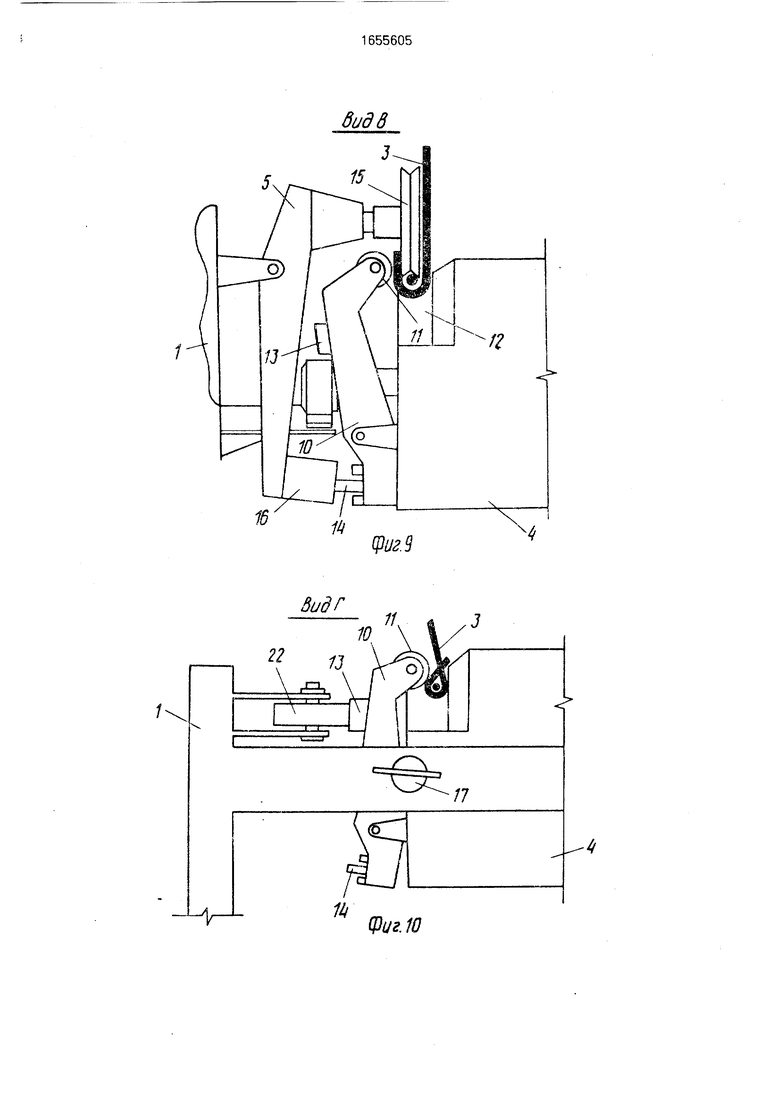
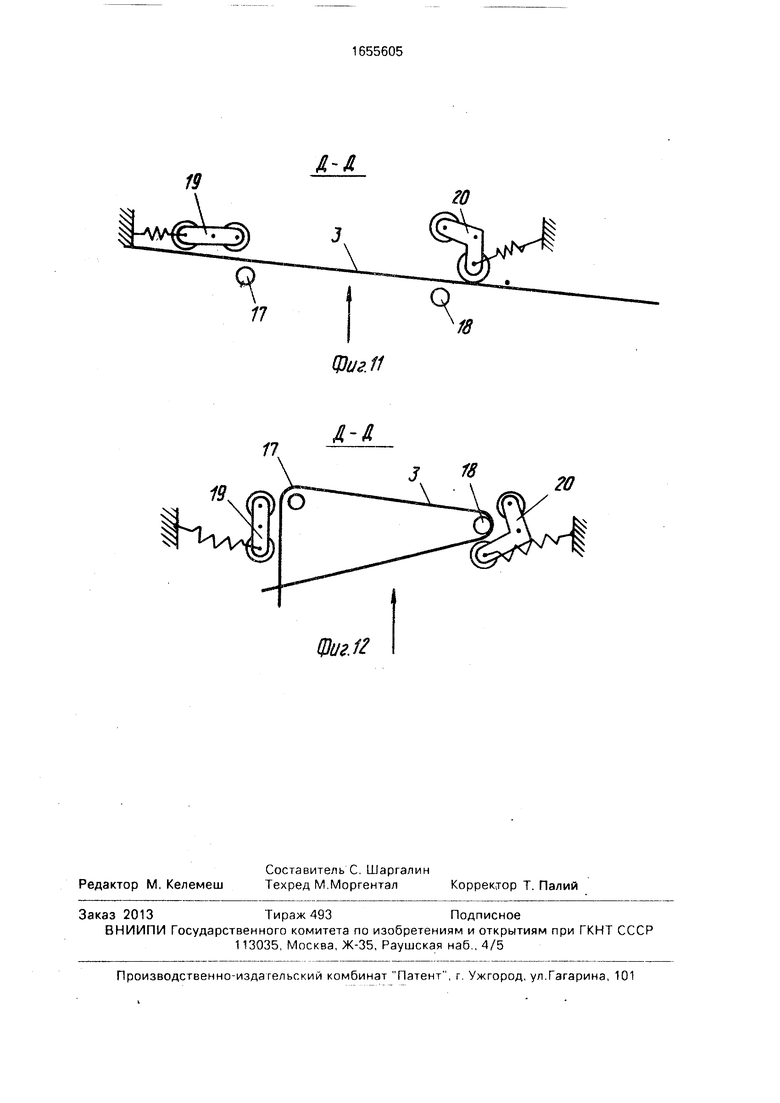
момент начала гибки вокруг короткого отгиба заготовки длинного на фиг.9 - то же. в момент окончания гибки длинного конца заготовки вокруг короткого (вид В на фиг.6); на фиг. 10 - то же, момент зажатия соединения концов заготовки (вид Г на фиг.7, коромысло, закрепленное на станине, не показано); на фиг.11 - разрез D-D на фиг.4. положение упорных двуплечих рычагов с роликами в момент начала отгиба короткого конца заготовки; на фиг. 12 - то же. в момент завершения отгиба длинного конца заготовки.
Устройство состоит из станины 1, на которой смонтированы бункер 2 для заготовок 3, приводной цилиндр 4 и коромысло 5, Привод цилиндра 4 выполнен от электродвигателя б через редуктор 7, шестерня 8 на тихоходном валу которого находится в зацеплении с шестерней 9, жестко закрепленONСЛ СЛ
О
о
СЛ
ной на одном (правом)торце цилиндра 4. На другом торце (левом) цилиндра 4 шарнирно закреплено коромысло 10, одно плечо которого снабжено зажимным валиком 11, расположенным в вырезе 12 цилиндра 4, выступом 13, а другое плечо - нажимным роликом 14. Плечи коромысла 5, закрепленного на станине 1, снабжены соответственно гибочным роликом 15 и выступом 16. На боковой поверхности цилиндра 4 расположены раздвижные оправки 17 и 18, а на станине 1 - два раздвижных упорных дву- плэчих рычага 19 и 20 с роликами, которые могут переставляться в пазу 21. Кроме того, на станине 1 установлен упорный ролик 22. Выступ 13 коромысла 10 расположен дальше от оси цилиндра 4, закрепленной в подшипниковых опорах 23, чем нажимной ролик 14. Соответственно на станине 1 закреплен упорный ролик 22 для взаимодей ствия только с выступом 13, а выступ 16 на коромысле 5 - для взаимодействия только с нажимным роликом 14. Под приводным цилиндром 4 устанавливается бункер для готовых изделий 24.
Устройство работает следующим образом.
При вращении приводного цилиндра 4 его раздвижные оправки 17 и 18 захватывают мерный отрезок заготовки 3 из бункера 2 и перемещают его к упорным двуплечим рычагам с роликами 19 и 20 (фиг. 1,2). При дальнейшем вращении происходит сначала гибка короткого отгиба упорным двуплечим рычагом с роликами 19 по оправке 17, а затем - длинного упорным двуплечим рычагом 20 с роликом по оправке 18 (фиг.4,5,11 и 12). Гибка длинного отгиба на угол, превышающий 90°. осуществляется зз счет того, что плечи упорного рычага 20 выполнены под углом. Учитывая, что оправка 17 установлена со смещением вперед относительно оправки 18, при гибке длинный отгиб располагается ниже короткого (фиг.5,8). При дальнейшем вращении приводного цилиндра 4 нажимной ролик 14 на коромысле 10 взаимодействует с выступом 16 коромысла 5 (фиг.8), в результате чего последнее поворачивается на оси, а гибочный ролик 15 через короткий отгиб изгибает длинный через кромку цилиндра 4 и зажимной валик 11 в вырез 12 (фиг.9). При этом заготовка 3 снимается с оправок 17 и 18 и занимает положение, указанное на фиг.6. При дальнейшем вращении цилиндра 4 упорный ролик 14 на коромысле 10 и выступ 16 на коромысле 5 перестают взаимодействовать, а выступ 13 на коромысле 10 взаимодействует с упорным роликом 22, в результате чего загиб длинного отгиба вокруг короткого зажимается валиком 11 (фигч.7,10). При дальнейшем вращении цилиндра 4 выступ 13 сьезжает с упорного ролика 22, происходит расфиксация готовой петли и ее ориентированный сброс в бункер 24 Далее процесс повторяется. Таким образом, за один оборот цилиндра 4 происходит весь комплекс операций изготовления замкнутой строповочной петли с соединением концов гибкой.
Переналадка устройства на выпуск петель других геометрических размеров осуществляется путем перестановки оправки 18 и упорного двуплечего рычага 20, а также
настройкой выступов 13 и 16
Удобство и низкая трудоемкость переналадочных работ предложенного устройства позволяют повысить производительность на 15%. Кроме этого,
организация процесса производства замкнутого по кольцу в пространстве и непрерывного во времени (роторная технология) имеет значительные преимущества по сравнению с существующими цикличными. Поостота привода и устройства в целом свидетельствуют о повышенной его надежности.
Формула изобретения
1. Устройство для изготовления замкнутых
строповочных петель из мерного отрезка заготовки, содержащее станину, узел гибки, включающий раздвижные оправки и раздвижные рычаги с роликами, механизм соединения концов заготовки, включающий гибочный элемент, о т- личающееся тем, что, с целью повышения производительности, узел гибки снабжен приводным цилиндром, а раздвижные оправки установлены на его боковой поверхности, раздвижные рычаги с роликами выполнены двуплечими и закреплены на станине, механизм соединения концов заготовки выполнен в виде установленного на станине упорного ролика, двух коромысел с
рыступами на одном из плеч, одно коромысло закреплено на торце приводного цилиндра, а другое - на станине зажимного валика, размещенного на другом плече коромысла, закрепленного на торце привод
ного цилиндра, нажимного ролика, размещенного на другом плече этого коромысла, роликового гибочного элемента, установленного на другом плече коромысла, закрепленного на станине, при этом оправки на боковой поверхности приводного цилиндра закреплены со смещением одна относительно другой.
2. Устройство по п.1. о т л и ч а ю щ е е- с я тем, что приводной цилиндр выполнен с вырезом под зажимной валик.
2Ь
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1990 |
|
SU1787618A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1988 |
|
SU1556787A2 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1987 |
|
SU1433553A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| Устройство для многоколенной гибки труб | 1990 |
|
SU1734907A1 |
| Устройство для изготовления спиральных трубчатых электронагревателей | 1988 |
|
SU1530311A2 |
| Автомат для изготовления деталей из проволоки | 1987 |
|
SU1470404A1 |
| Устройство для пространственной гибки | 1988 |
|
SU1538952A1 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |

Изобретение относится к обработке металлов давлением. Цель изобретения - по2 вышение производительности устройства за счет использования роторной технологии изготовления деталей. Устройство для изготовления замкнутых пегель содержит станину, узел гибки и механизм соединения концов заготовки. Узел гибки содержит приводной цилиндр с расположенными на его боковой поверхности раздвижными оправками и раздвижные рычаги с роликами, рас- положенные на станине Механизм соединения концов заготовки состоит из ги бочного элемента, упорного ролика и двух коромысел. При вращении приводного цилиндра раздвижные оправки захватывают мерный отрезок заготовки из бункера. При дальнейшем вращении цилиндра происходит гибка заготовки и соединение концов заготовки, а затем сброс готового ИЗДРПИЯ в бункер 2 з.п ф-лы, 12 ил fe
19
П
А-А
Фиг 2
21
фм.4
13
16
фиг 5
А- А
19
И
Ъ
Фиг 6
15
в- б
А -А
Фиг 7
6ид 8
Видг
фиг. 9
Фиг. 10
/7
Фиг. 11
л-л
Щи г.12
20
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1987 |
|
SU1433553A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
