(54) СТАНОК ДЛЯ СГИБАНИЯ ФИГУРНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сгибания фигурных изделий | 1986 |
|
SU1400741A1 |
| Устройство для изготовления изделий замкнутой формы,типа хомутов | 1977 |
|
SU742008A1 |
| Станок для сгибания фигурных изделий | 1981 |
|
SU1028406A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1987 |
|
SU1433553A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1990 |
|
SU1787618A1 |
| Устройство для изготовления замкнутых строповочных петель из мерного отрезка заготовки | 1988 |
|
SU1556787A2 |
| Станок для сгибания фигурных изделий | 1980 |
|
SU990383A1 |
| Станок для изготовления замкнутых коробчатых изделий | 1990 |
|
SU1729656A2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВОГО ИЗДЕЛИЯ ТИПА СТЯЖКИ ХОМУТА ДЛЯ ГИБКИХ ШЛАНГОВ ИЗ ЛЕНТОЧНОЙ ЗАГОТОВКИ, ИМЕЮЩЕЙ ПО БОКОВЫМ СТОРОНАМ ОТБОРТОВКУ, А ВНУТРИ - ЗУБЧАТУЮ ДОРОЖКУ | 2009 |
|
RU2422230C1 |
| АВТОМАТ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА, ПОСРЕДСТВОМ ДВУСТОРОННЕЙ ГИБКИ, ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2009 |
|
RU2412772C2 |
I
Изобретение относится к обработке материалов давлением, в частности к оборудованию для изготовления строповочных петель, предназначенных для подъема железобетонных изделий.
Известен станок для сгибания фигурных изделий, содержащий стол и приводные механизмы перегиба заготовки 1.
Недостаток станка заключается в том, что его производительность невелика.
Наиболее близким по технической сущности к предлагаемому является станок для сгибания фигурных изделий, содержащий стол со смонтированными на нем оправками и приводные механизмы центрального перегиба и формообразования концов заготовки 2.
Недостаток данного станка заключается в его невысокой производительности.
Целью изобретения является повыщение производительности.
Указанная цель достигается тем, что в станке для сгибания фигурных изделий, содержащий стол со смонтированными на нем оправками и приводные механизмы централь ного перегиба и формообразования концов заготовки, он снабжен вертикальными направляющими для заготовки, размещенными по боковым сторонам механизма центрального перегиба, при этом последний имеет гибочные рычаги с роликами, один из которых выполнен трехплечим иустановлен на столе посредством вертикально оси, а механизм формообразования концов заготовки смонтирован над механизмом центрального перегиба и состоит из двух гибочных рычагов с роликами, которые имеют выступы для фиксации заготовки и соединены посредст... вом тяг с гибочными рычагами механизма центрального перегиба, при этом одна из оправок размещена в центре стола между направляющими, а другие - по бокам и над ней.
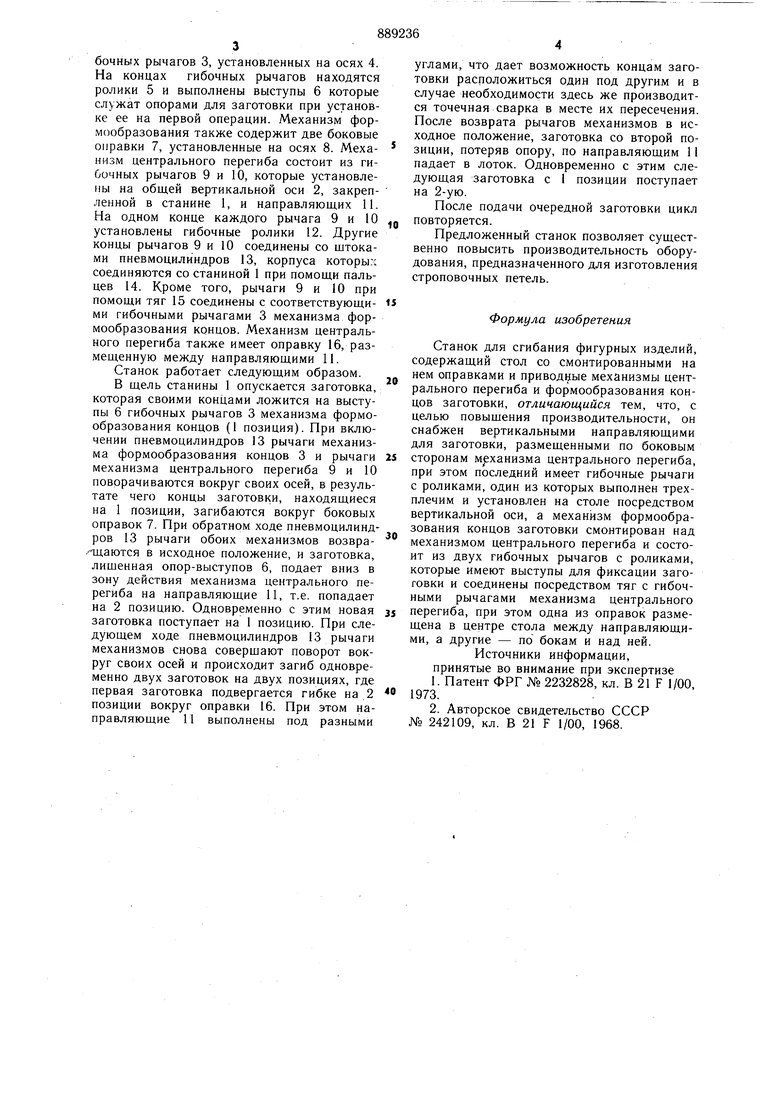
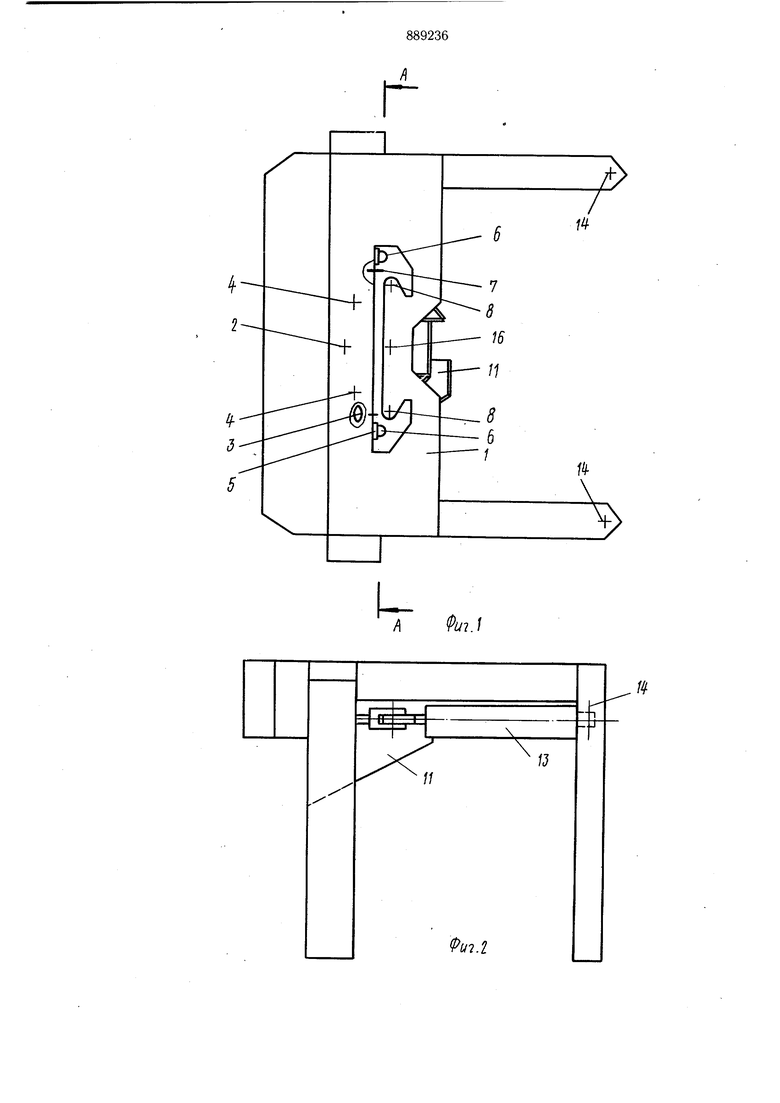
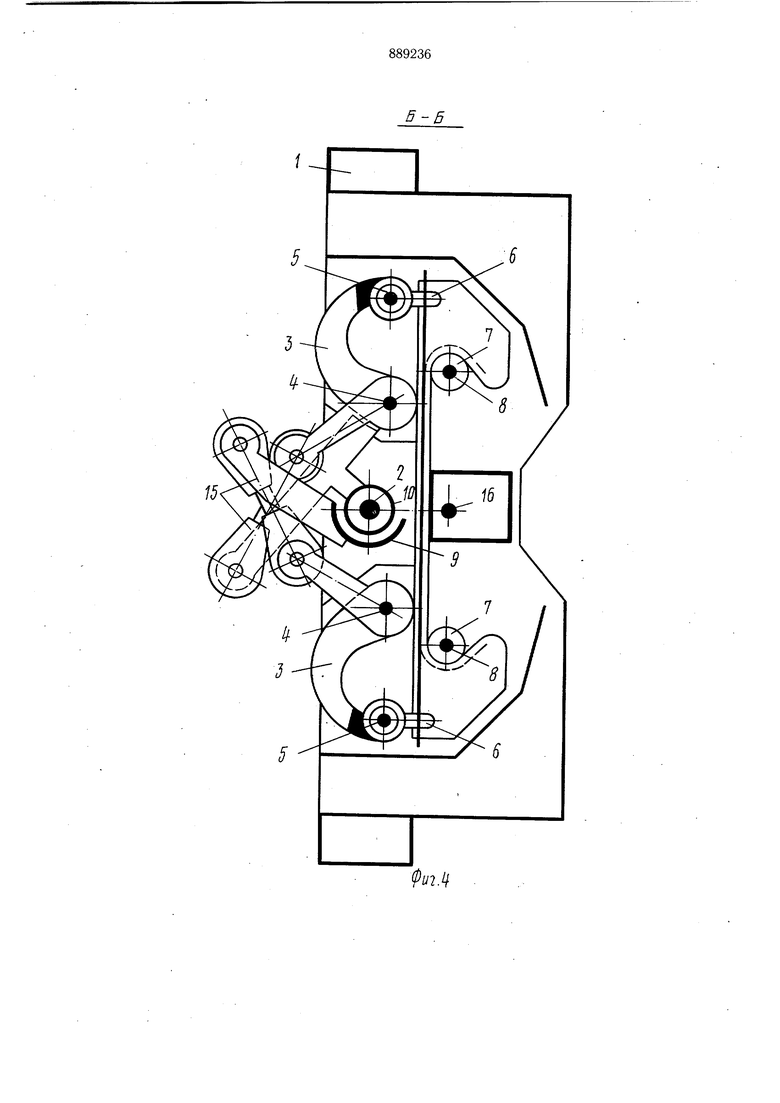
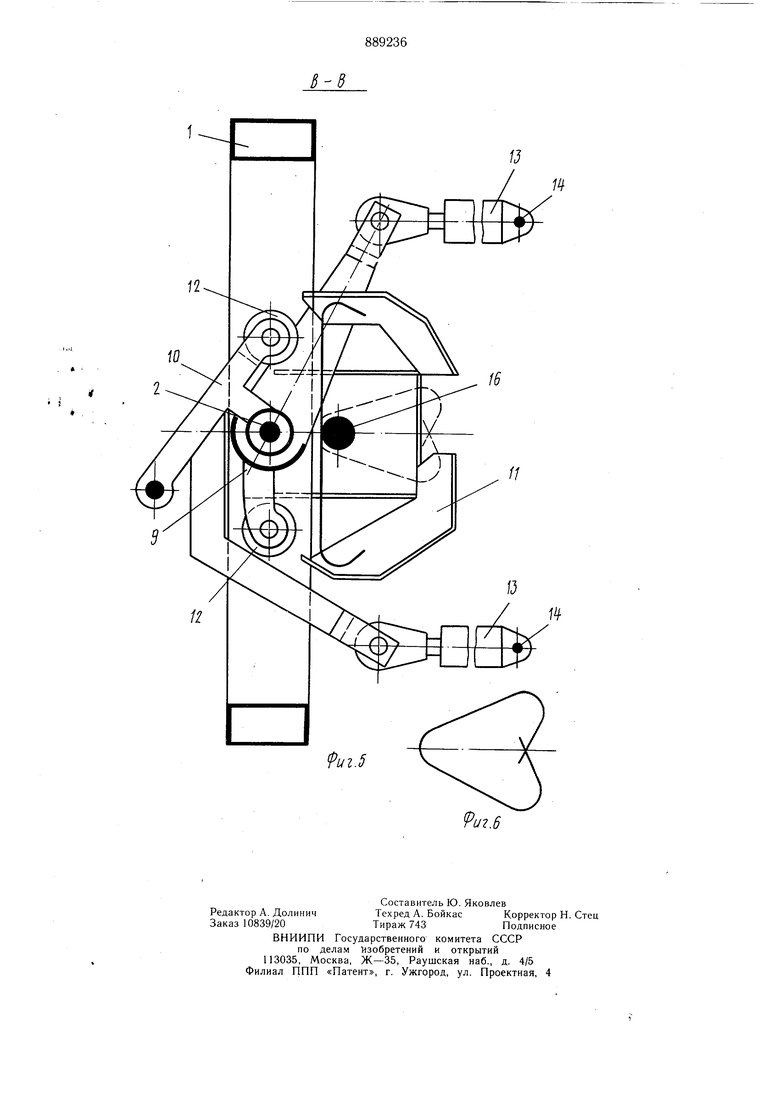
На фиг. 1 изображен станок, общий вид;
15 на фиг. 2 - то же, вид сбоку; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 3; на фиг. 6 - готовое изделие. Станок для гибки фигурных изделий состоит из станины 1, механизма формообразо20 вания концов заготовки и расположенного под ним на общей вертикальной оси 2 механизма центрального перегиба. Механизм формообразования концов состоит из двух гибочных рычагов 3, установленных на осях 4. На концах гибочных рычагов находятся ролики 5 и выполнены выступы 6 которые служат опорами для заготовки при установке ее на первой операции. Механизм формообразования также содержит две боковые оправки 7, установленные на осях 8. Механизм центрального перегиба состоит из гибочных рычагов 9 и 10, которые установлены на общей вертикальной оси 2, закрепленной в станине 1, и направляющих 11. На одном конце каждого рычага 9 и 10 установлены гибочные ролики 12. Другие концы рычагов 9 и 10 соединены со штоками пневмоцилиндров 13, корпуса которых соединяются со станиной 1 при помощи пальцев 14. Кроме того, рычаги 9 и 10 при помощи тяг 15 соединены с соответствующими гибочными рычагами 3 механизма формообразования концов. Механизм центрального перегиба также имеет оправку 16, размещенную между направляющими 11. Станок работает следующим образом. В щель станины 1 опускается заготовка, которая своими концами ложится на выступы 6 гибочных рычагов 3 механизма формообразования концов (1 позиция). При включении пневмоцилиндров 13 рычаги механизма формообразования концов 3 и рычаги механизма центрального перегиба 9 и 10 поворачиваются вокруг своих осей, в результате чего концы заготовки, находящиеся на 1 позиции, загибаются вокруг боковых оправок 7. При обратном ходе пневмоцилиндров 13 рычаги обоих механизмов возвра/щаются в исходное положение, и заготовка, лищенная опор-выступов 6, подает вниз в зону действия механизма центрального перегиба на направляющие 11, т.е. попадает на 2 позицию. Одновременно с этим новая заготовка поступает на 1 позицию. При следующем ходе пневмоцилиндров 13 рычаги механизмов снова совершают поворот вокруг своих осей и происходит загиб одновременно двух заготовок на двух позициях, где первая заготовка подвергается гибке на 2 позиции вокруг оправки 16. При этом направляющие 11 выполнены под разными углами, что дает возможность концам заготовки расположиться один под другим и в случае необходимости здесь же производится точечная сварка в месте их пересечения. После возврата рычагов механизмов в исходное положение, заготовка со второй позиции, потеряв опору, по направляющим 11 падает в лоток. Одновременно с этим следующая заготовка с 1 позиции поступает на 2-ую. После подачи очередной заготовки цикл повторяется. Предложенный станок позволяет существенно повысить производительность оборудования, предназначенного для изготовления строповочных петель. Формула изобретения Станок для сгибания фигурных изделий, содержащий стол со смонтированными на нем оправками и приводные механизмы центрального перегиба и формообразования концов заготовки, отличающийся тем, что, с целью повышения производительности, он снабжен вертикальными направляющими для заготовки, размещенными по боковым сторонам м;рханизма центрального перегиба, при этом последний имеет гибочные рычаги с роликами, один из которых выполнен трехплечим и установлен на столе посредством вертикальной оси, а механизм формообразования концов заготовки смонтирован над механизмом центрального перегиба и состоит из двух гибочных рычагов с роликами, которые имеют выступы для фиксации загоговки и соединены посредством тяг с гибочными рычагами механизма центрального перегиба, при этом одна из оправок размещена в центре стола между направляющими, а другие - по бокам и над ней. Источники информации, принятые во внимание при экспертизе 1.Патент ФРГ № 2232828, кл. В 21 F 1/00, 1973. 2.Авторское свидетельство СССР № 242109, кл. В 21 F 1/00, 1968.
2
7
/
г
5
Sff
л
5
Г w./
п
f
/J
