«
СХ)
со
О5
Изобретение относится к обработке металлов давлением, в частности к электровысадке, и может быть использовано в электротехнической, радиотехнической, электронной нромышленности, а также в приборостроении для изготовления проволочных штырей с цилиндрическими буртиками в средней части заготовки, например заготовок контактов электрических соединителей.
Целью изобретения является повышение качества изделий за счет исключения образования трещин на поверхности высаживаемого утолщения и коэффициента использования материала заготовки за счет увели- 1ения степени деформации.
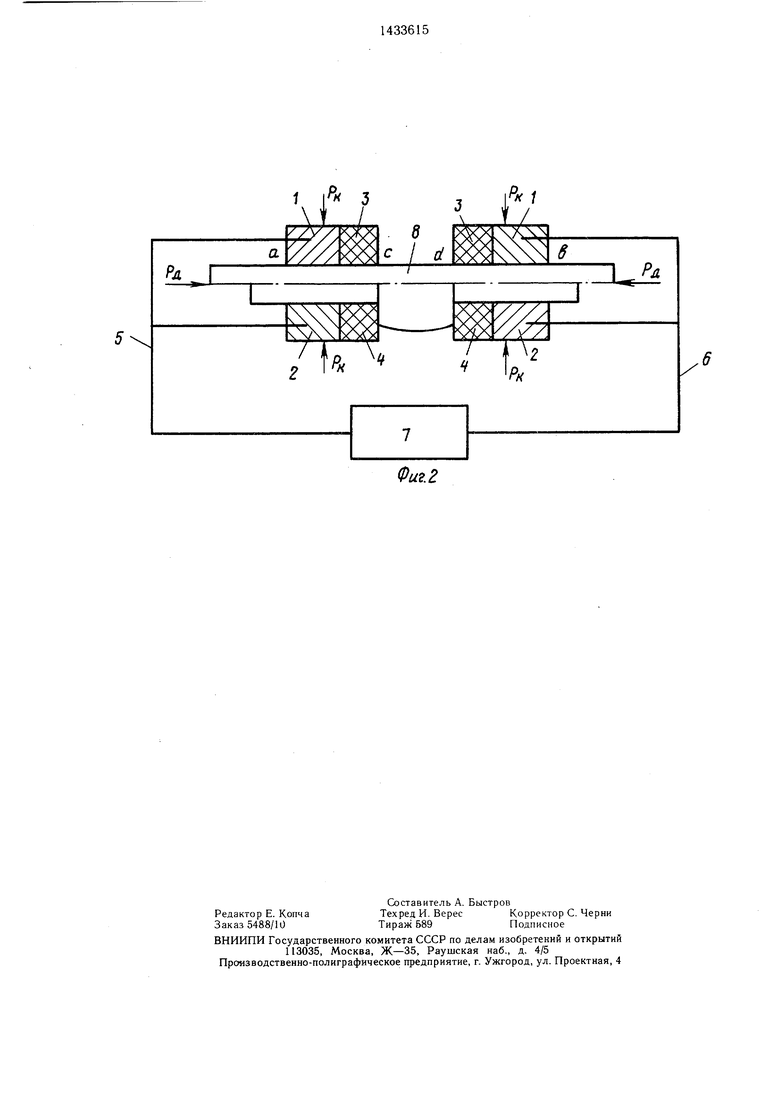
На фиг. 1 изображена одна из губок пары, разрез; на фиг. 2 - схема электровысадки в начальной и конечной стадиях.
Контактное устройство состоит из токо- ПОДВОДЯ1ЦИХ губок 1 и 2, имеющих плоские рабочие торцы А и Б, которые в процессе высадки расположены со стороны очага деформации. В каждой губке имеется цилиндрическая полость В для размещения исходной заготовки. На рабочем торце каждой губки соосно с ней закреплены разъемные части 3 и 4 щайб из изоляционного материала. Толщина h и диаметр отверстия d каждой щайбы равны диаметру цилиндрической полости губки d.
Устройство работает следующим образо.м.
Губки 1 и 2 с закрепленными на них частями 3 и 4 щайб из изоляционного материала устанавливаются в электродах электровысадочной машины (не показаны) Ьаким образом, что щайбы примыкают к оча- |гу деформации. Губки, соединенные с по- 1мощью токоподводов 5 и 6 с соответствую- |щими полюсами источника 7 тока, сжимают- |ся с усилием Р , плотно охватывая заго- JTOBKy 8 в процессе высадки, что необходимо для создания надежного электричес- iKoro контакта. К торцам заготовки прикла- дывается деформирующее усилие Р . Электрический ток проходит через заготовку на
0
5
0
участке аЬ и разогревает его. Применение щайб из электроизоляционного материала позволяет разграничить место подвода тока и очаг деформации на расстояние /, равное диаметру d цилиндрической полости губки. Экспериментально установлено, что этого расстояния оказывается достаточно для того, чтобы электрическое поле и вызванный им электрический ток распределились равномерно по сечению заготовки по всей длине очага деформации. При l.d не удается получить равномерного распределения тока на участке очага деформации, непосредственно примыкающем к шайбам, что ухудшает качество получаемых изделий. При также достигается равномерность электрического тока, однако дополнительно увеличивается энергоемкость процесса, так как возрастает сопротивление участка заготовки, через который протекает ток из-за дополнительного увеличения его длины.
На участке cd имеет место равномерный по сечению заготовки нагрев материала, который высаживается под действием силы Ра.
Формула изобретения
Устройство для электровысадки изделий с утолщением в средней части, содержащее две пары разъемных в плоскости, проходящей через ось высадки, токоподводя- щих губок с рабочими торцами и полостями под высаживаемую заготовку, подвижных в противоположных направлениях вдоль оси высадки, отличающееся тем, что, с целью ггавыщения качества изделий за счет исключения образования трещин на поверхности утолщения и коэффициента использования
материала заготовки за счет увеличения степени деформации, оно снабжено разъемными аналогично губкам шайбами из электроизоляционного материала по числу губок, с.монтированными на рабочих торцах губок, толщина и диаметр отверстия которых равны
диаметру полостей губок.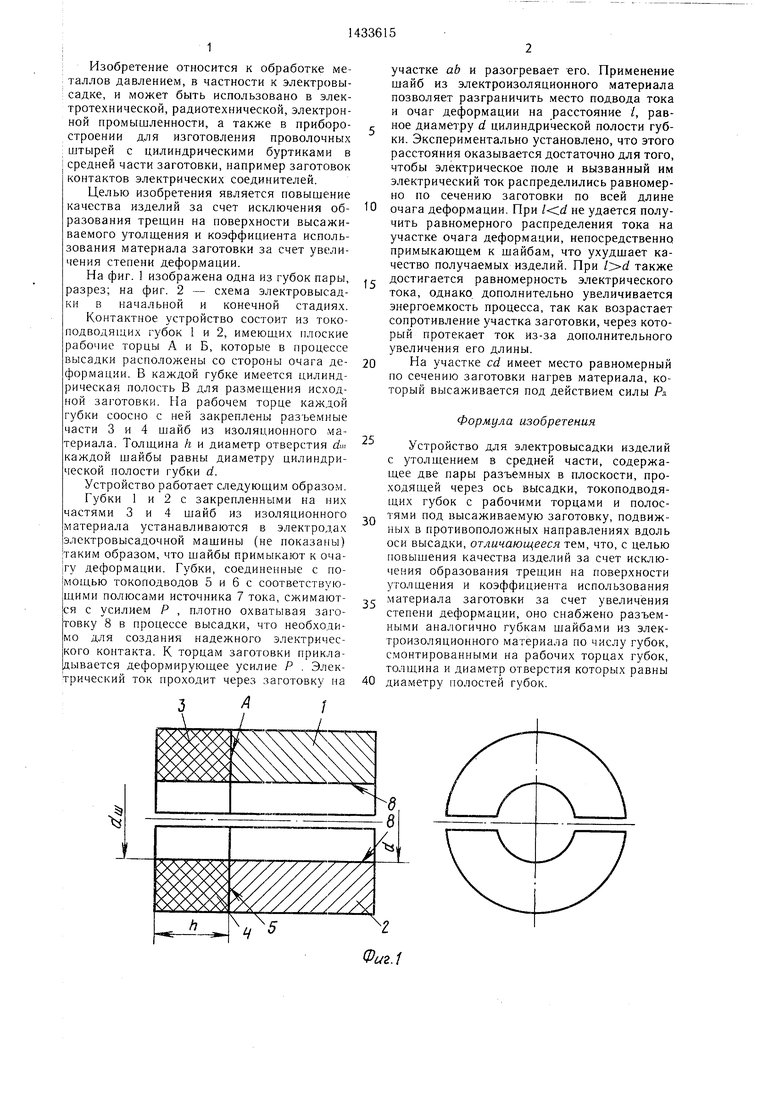
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Способ изготовления изделий типа стержней с утолщением электровысадкой | 1985 |
|
SU1303239A1 |
| Способ высадки стержневой заготовки | 1985 |
|
SU1355340A1 |
| Способ изготовления изделий типа стержня с утолщением | 1985 |
|
SU1248717A1 |
| СПОСОБ И УСТРОЙСТВО ВЫСАДКИ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С УСТУПАМИ, ТАКИХ КАК ВАЛЫ ИЛИ СТЕРЖНИ | 2015 |
|
RU2614224C2 |
| Штамп для высадки фланцев с плоскими гранями на трубных заготовках | 1981 |
|
SU990389A1 |
| Способ снижения сопротивления металлов пластическому деформированию | 1988 |
|
SU1694299A1 |
| Контактный инструмент для электровысадки | 1980 |
|
SU996024A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2007 |
|
RU2365459C1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для получения деталей с буртиками электровысадкой. Цель изобретения - повышение качества изделий и коэффициента использования материала заготовки. Устройство для электровысадки содержит разъемные шайбы из электроизоляционного материала по числу токоподводящих губок, смонтированные на рабочих торцах губок. Толщина и диаметр отверстий шайб равны диаметру полостей губок. Посредством шайб обеспечивается возможность регулировки мес та подвода тока и очага деформации. При работе устройства достигается равномерное распределение тока в очаге деформации. 2 ил. сл
А
h
«-:Э
V
-8 8
К.,
2 Фиг.1
| Сенькин И | |||
| Т | |||
| Оборудование и технология для электровыса дки | |||
| Обзор/НИИМАш | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Технология обработки давлением | |||
| М., 1982, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
