него отверстия, соответствующим диаметру заготовки и глубиной, равной длине торцового недеформируемого участка заготовки.
Электровысадка с помощью контактного инструмента осуществляется еледующим образом.
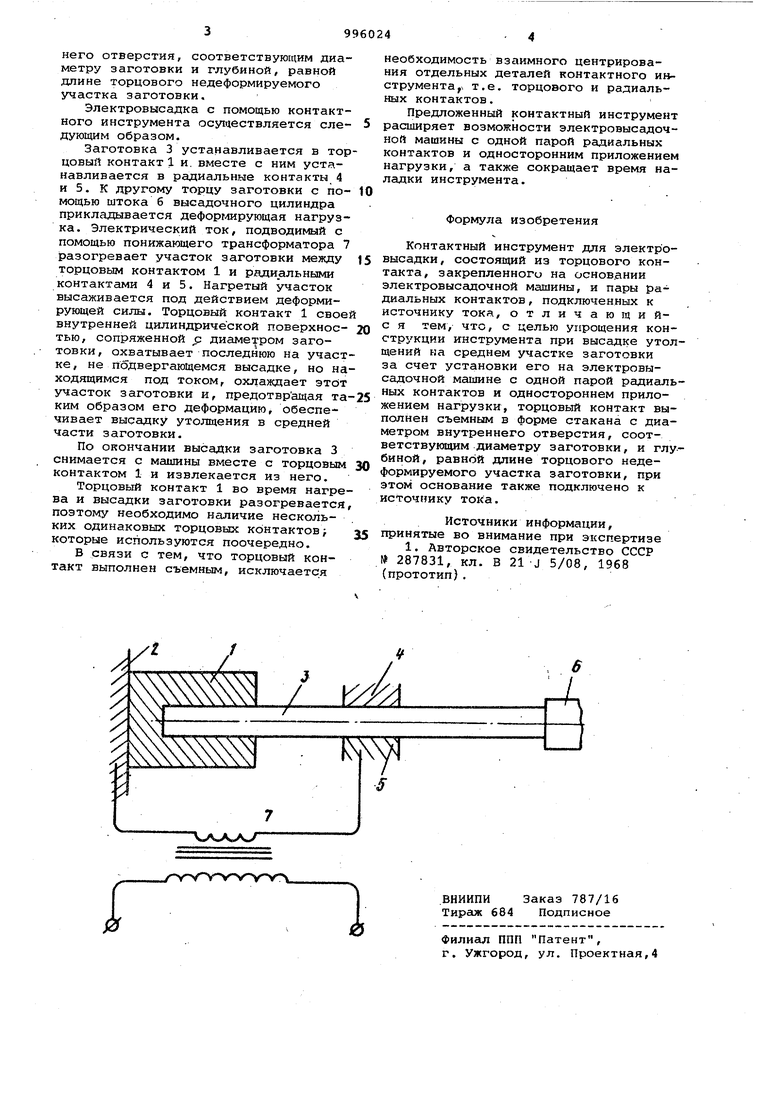
Заготовка 3 устанавливается в торцовый контакт и. вместе с ним устанавливается в радиальные контакты 4 и 5. К другому торцу заготовки с помощью штока 6 высадочного цилиндра прикладывается дефорглирующая нагрузка. Электрический ток, подводимый с помощью понижающего трансформатора 7 1разогревает участок заготовки между торцовым контактом 1 и рдди альными контактами 4 и 5. Нагретый участок высаживается под действием деформирующей силы. Торцовый контакт 1 своей внутренней цилиндрической поверхностью, сопряженной f: диаметром заготовки, охватывает последнюю на участке, не подвергающемся высадке, но находящимся под током, охлаждает этот участок заготовки и, предотвращая таКИМ образом его деформацию, обеспечивает высадку утолщения в средней части заготовки.
По окончании высадки заготовка 3 снимается с машины вместе с торцовым контактом 1 и извлекается из него.
Торцовый контакт 1 во время нагрева и высадки заготовки разогревается, поэтому необходимо наличие нескольких одинаковых торцовых контактов; которые используются поочередно.
В связи с тем, что торцовый контакт выполнен съемным, исключается
необходимость взаимного центрирования отдельных деталей контактного инструмента, т.е. торцового и радиальных контактов.
Предложенный контактный инструмент расширяет возможности электровысадочной машины с одной парой радиальных контактов и односторонним приложением нагрузки, а также сокращает время наладки инструмента.
Формула изобретения
Контактный инструмент для электровысадки, состоящий из торцового контакта, закрепленного на основании электровысадочной машины, и пары радиальных контактов, подключенных к источнику тока, отличаю щи йс я тем, что, с целью упрощения конструкции инструмента при высадке утолщений ка среднем участке заготовки за счет установки его на электровысадочной машине с одной парой радигшьных контактов и одностороннем приложением нагрузки, торцовый контакт выполнен съемным в форме стакана с диаметром внутреннего отверстия, соответствующим диаметру заготовки, и глубиной, равной длине торцового недеформируемого участка заготовки, при этом основание также подключено к источнику тока.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 287831, кл. В 21 J 5/08, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел высадки электровысадочной машины | 1976 |
|
SU573244A1 |
| СПОСОБ РАСКАТКИ ФЛАНЦЕВ ТРУБЧАТЫХ ЗАГОТОВОК | 2012 |
|
RU2499648C1 |
| Устройство для электровысадки | 1987 |
|
SU1433615A1 |
| Способ получения утолщений на круглых заготовках | 1978 |
|
SU727295A1 |
| Радикальный зажим заготовки электровысадочной машины | 1976 |
|
SU570443A1 |
| Заготовка для винтовой прошивки гильз | 1989 |
|
SU1696019A1 |
| Способ получения наружного цилиндрического утолщения на трубчатой заготовке и устройство для его осуществления | 1985 |
|
SU1402403A1 |
| СПОСОБ ЭЛЕКТРОВЫСАДКИ КОНЦЕВЫХ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1990 |
|
RU2014936C1 |
| Способ изготовления изделий типа стержней с утолщением электровысадкой | 1985 |
|
SU1303239A1 |
| Способ изготовления ступенчатых деталей из жаропрочных сталей и сплавов | 1987 |
|
SU1423243A1 |
