(fjus.i
Изобретение относится к сварочной технике и может быть использовано для аргонодуговой сварки.
Цель изобретения - расширение пазона рабочих токов электрода в сторону меньшихз его значений.
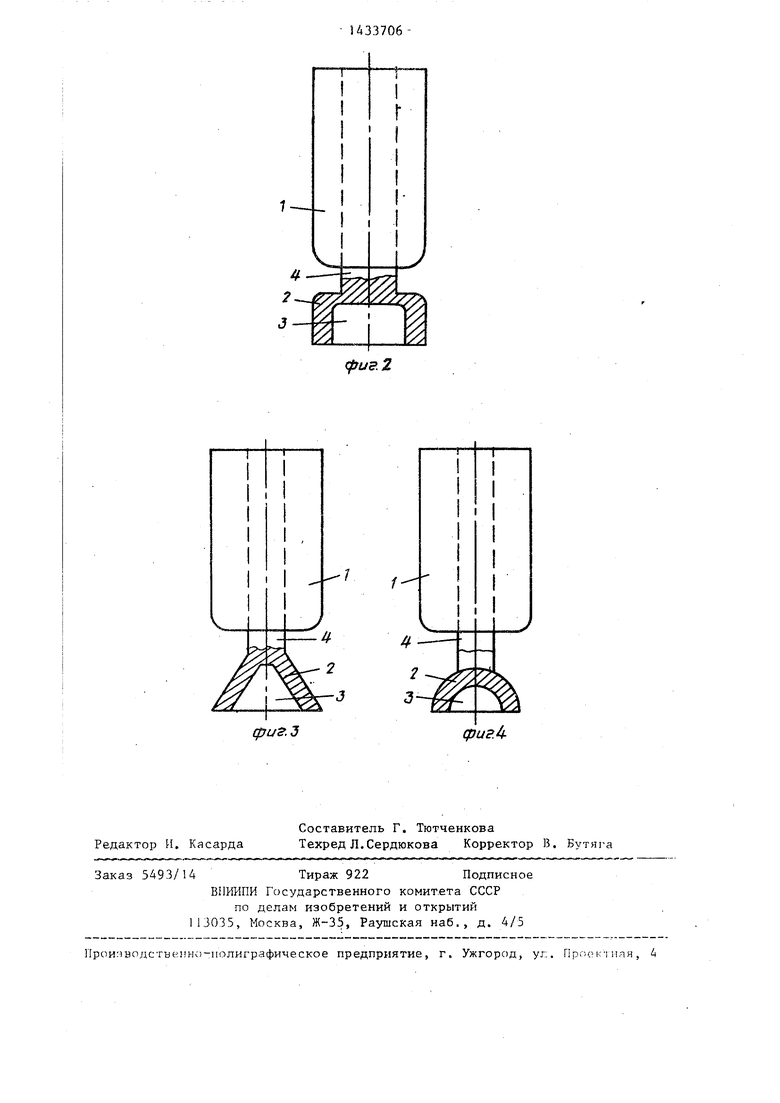
На фиг, 1 нредставлен неплавящий- ся электрод для аргонодуговой сварки с монолитным корпусом; на фиг, 2 - то же, с биметаллическим корпусом; на фиг, 3 - то же, с рабочим участком в виде полого конуса; на фиг, 4 - то же, с рабочим участком в виде полого шарового сегмента,
Электрод имеет монолитный (фиг, 1) или биметаллический (фиг, 2-4) корпус 1 , рабочий .участок 2 с полостью 3 и переходный участок 4. Рабочий участок 2 имеет форму цилиндра (фиг. 1 и 2) , полого конуса (фиг. 3) или полого шарового сегмента (фиг. 4),
Электрод (фиг. 1) изготовлен из вольфрамового прутка механической обработки.
Электроды (фиг. 2-4) изготовлены следу1оа;им образом. Биметаллический корпус изготовлен обжатием медной трубки на вольфрамовый пруток, а рабочий участок сформирован из распла- ва. Между корпусом и рабочим участком электрода выполнен переходный цилиндрический участок, диаметр которого составляет 0,5-0,75 диаметра Корпуса, а длина переходного участ- ка - 3-4 его диаметра
Наличие переходного цилиндрического участка с меньшим сечением по сравнению с корпусом, т.е. с большим термическим сопротивлением, уменьшает теплоотвод от рабочего участка к корпусу. В результате рабочий участок разогревается быстрее, и дуга занимает симметричное относительно оси электрода положение при меньшем токе дуги 1 , Величина последнего зависит от диаметра и длины переходного участка. При уменьшении диаметра и увеличении длины переходного участка уменьшается.
По полученным экспериментальным данным минимально допустимый диаметр переходного участка составляет 0,5- 0,75 от диаметра корпуса, а максимально допустимая длина его составляет 3-4 диаметра корпуса. При дальнейшем увеличении термического сопротивления переходного участка (при уменьшении его диаметра или увели
5
0
5
Q
5
0
5
0
чении длины) возможен перегрев и V расплавление. При уменьшении термического сопротивления переходного участка путем увеличения его диаметра или уменьшения длины указанный эффект уменьшается.
Корпус электрода может быть выполнен монолитным, например, из вольфрама, однако предпочтительно его выполнять биметаллическим с сердечником из вольфрама и медным плакирующим слоем. Переходным участком такого электрода служит свободный от меди участок вольфрамового сердечника. При этом экономится дорогостоящий вольфрам и не требуется его механическая обработка при выполнении переходного участка.
Рабочий участок электрода может выполняться как цилиндрическим, так и в виде полого конуса или полого шарового сегмента. Та или иная форма рабочего участка электрода выбирается в зависимости от решения конкретных сварочных задач. Например, для получения швов с максимальным проплавлением необходим электрод с цилиндрическим рабочим участком. Для получения минимального проплавле- НИН необходим электрод с рабочим участком в виде полого шарового сег- мента. Электрод с рабочим участком в виде полого конуса занимает промежуточное положение по проплавляюш;ей способности.
Электрод работает следующим образом. I
Электрод зажимается в цанге стандартной сваррчной горелки. После включения подачи аргона возбуждается дуговой разряд между электродом и свариваемым металлом. Ток возбуждения устанавливается минимальным с последующим увеличением до необходимого значения, которое должно находиться в пределах диапазона рабочих токов для данного электрода. В общем случае минимальное значение тока из этого диапазона необходимо устанавливать экспериментально. Ориентировочно это значение можно получить расчетом, исходя из следующего условия: минимальная плотность тока на переходном участке должна составлять около 30 А/мм , При срабатывании рабочего участка исходная форма его восстанавливается одним из указанных
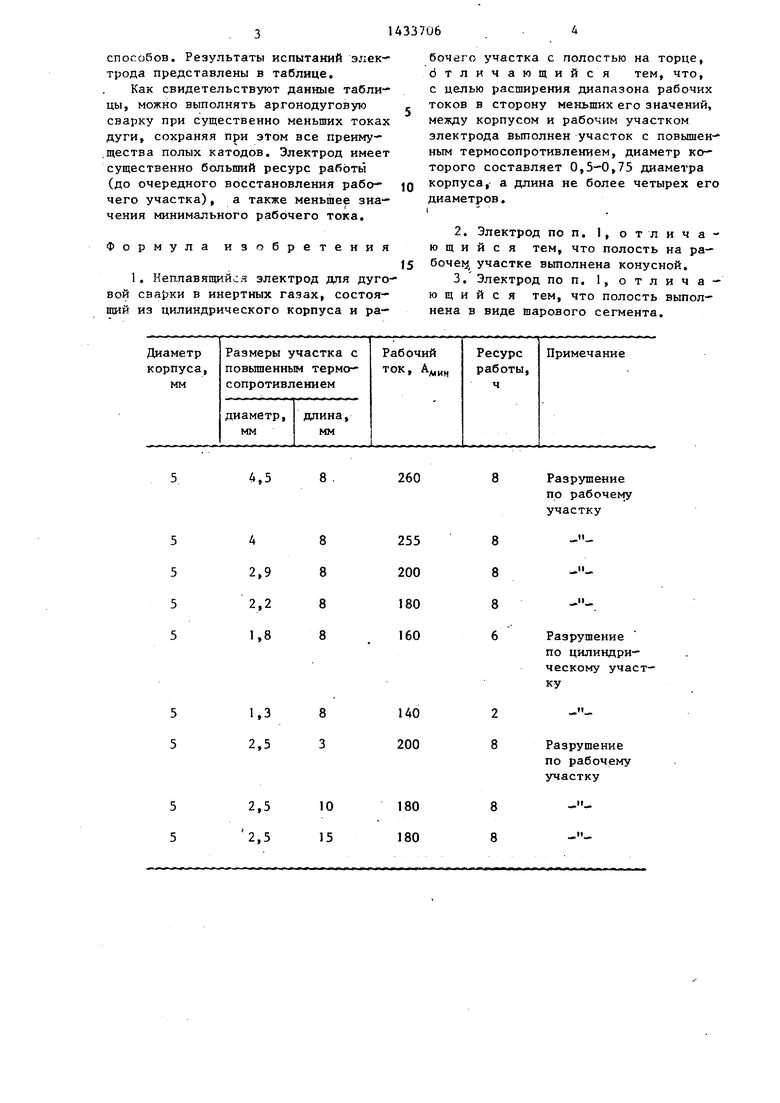
способов. Результаты испытаний электрода представлены в таблице.
Как свидетельствуют данные таблицы, можно вьтолнять аргонодуговую сварку при существенно меньших токах дуги, сохраняя при этом все преиму- .щества полых катодов. Электрод имеет существенно больший ресурс работы (до очередного восстановления рабочего участка), а также меньшее значения минимального рабочего тока.
Формула изобретения
1. Неп-павящийся электрод для дуговой сварки в инертных газах, состоящий из цилиндрического корпуса и рабочего участка с полостью на торце, ётличающийся тем, что, с целью расширения диапазона рабочих токов в сторону меньших его значений, между корпусом и рабочим участком электрода вьтолнен участок с повьш1ен- ным термосопротивлением, диаметр которого составляет 0,5-0,75 диаметра корпуса, а длина не более четырех его
диаметров.
I
2.Электрод по п. 1, отличающийся тем, что полость на рабочем участке выполнена конусной.
3.Электрод по п. 1, отличающийся тем, что полость выполнена в виде шарового сегмента.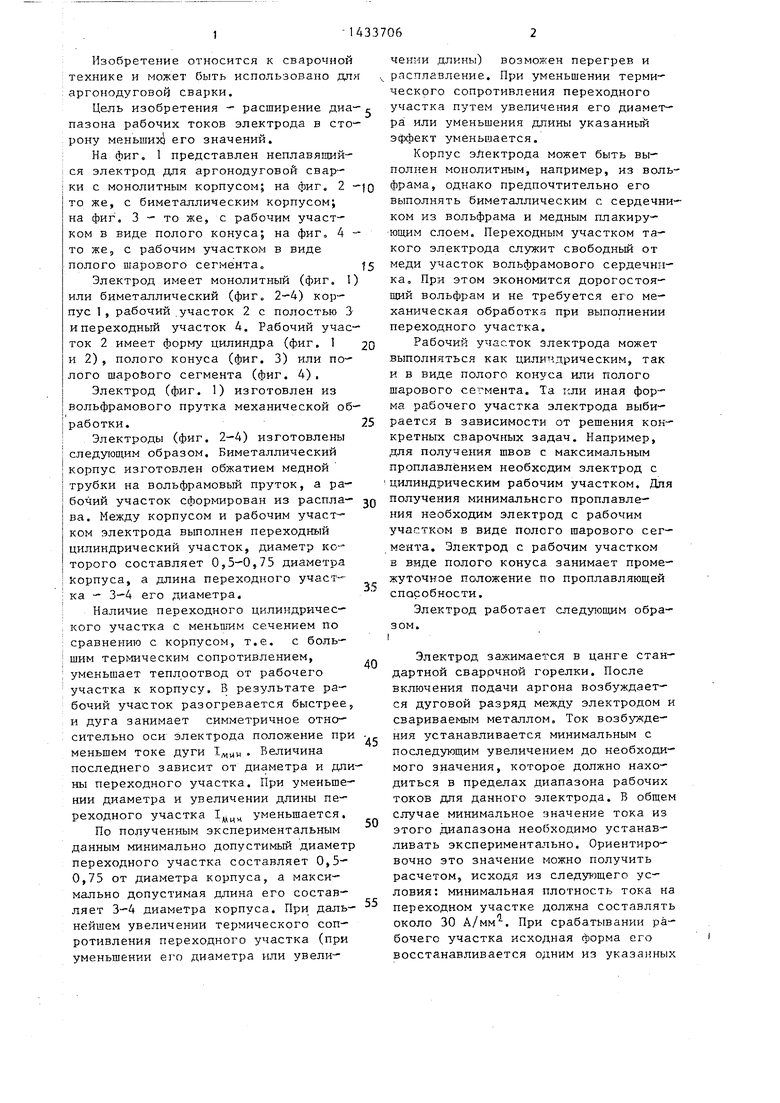
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВЫСОКОСКОРОСТНОЙ АРГОНОДУГОВОЙ НАПЛАВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2008 |
|
RU2380205C1 |
| Неплавящийся электрод для дуговой сварки | 2022 |
|
RU2798648C1 |
| Неплавящийся электрод для дуговойСВАРКи | 1979 |
|
SU829376A1 |
| Пресс-форма по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2796343C1 |
| Установка по изготовлению прутков для аргонодуговой наплавки | 2022 |
|
RU2801507C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2520881C1 |
| ТРОЙНИК ДЛЯ ДЫМОХОДА | 2020 |
|
RU2731725C1 |
| Горелка для дуговой сварки в защитных газах неплавящимся электродом | 1982 |
|
SU1088899A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2006 |
|
RU2318642C1 |
| Неплавящийся электрод | 1978 |
|
SU766795A1 |
Изобретение относится к сварке и может быть использовано для аргонодуговой сварки изделий в различных областях техники. Цель изобретения - расширение области применения электродов с полостью на рабо- 4eii участке в сторону меньших значений тока. Между корпусом 1 и рабочим участком электрода 2 выполнен переходный цилиндрический участок 4, диаметр которого меньше диаметров корпуса и рабочего участка. Диаметр переходного участка составляет 0,5- 0,75 диаметра корпуса, а длина его не более четырех диаметров корпуса. Полость на рабочем участке электрода может быть выполнена конусной или в Биде шарового сегмента. Наличие переходного участка с меньшим сечением уменьшает теплоотвод от рабочего участка к корпусу. Рабочий участок разогревается быстрее, и дуга занимает симметричное положение при меньшем токе дуги. Электрод позволяет выполнить аргонодуговую сварку при существенно меньших токах дуги, имеет значительно больший ресурс работы до очередного восстановления, а также меньшее значение минимального сварочного тока. 2 з.п. ф-лы, 4 шт., 1 табл. SS (Л 4 00 со ч1 
4,5
5 5 5 5
1,3 2,5
2,5 2,5
8 3
10 15
8 8 8 6
Разрушение по рабочему
участку
-
||
Разрушение по цилиндрическому участку
2 8
8 8
Разрушение по рабочему участку
(риг2
сри.З
фигЛ
| Авторское свидетельство | |||
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД | 1970 |
|
SU432997A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
