,1
Изобретение относится к сварке металлов неплавящимся электродом, к созданию низкотемпературной плазмы различного назначения и к другим методам концентрированного нагрева.
Известен неплавящийся электрод для электродуговой сварки. Однако для него характерна недостаточная стойкость вольфрамового электрода и сложность изготовления плазмотронов и других устройств для сжатия дуги.
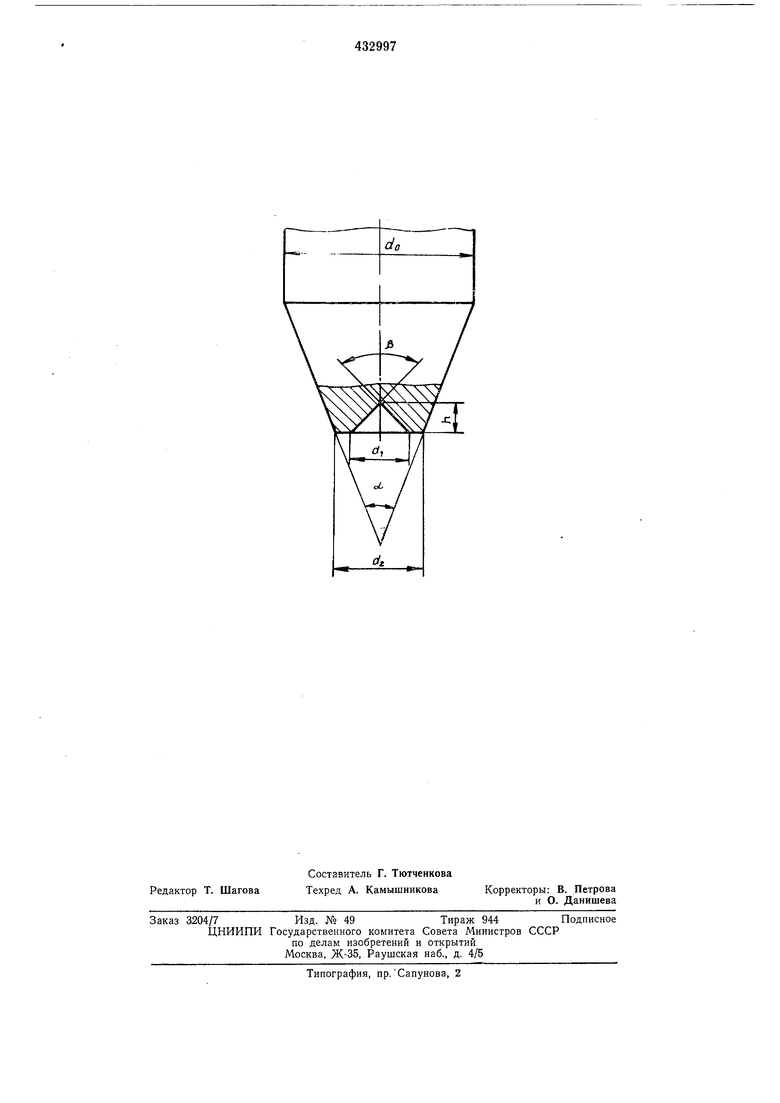
Цель изобретения состоит в разработке простого и надежного электрода, обеспечивающего сжатие электр ической дули для повышения эффективности и концентрации нагрева, в частности, при сварке металлов. Это достигается тем, что рабочий конец электрода снабжен конусной, параболической или гиперболической лункой, выполненной под углом в пределах от 30°-до 120°, имеющей глубину от 1 до 3 и более мм, при этом диаметр лунки по торцу электрода выполняется 2 мм и более.
Заточка рабочего конца электрода производится на токарном станке с одной установки. После торцовки электрода производится центровка и изготовление лунки, а затем выполняется наружный контур и полировка всех рабочих поверхностей. Пример заточки с конусной лункой приведен на чертеже. Наружиый угол заточки а выполняется от 0° до 90°,
2
угол комулятивной лунки р равен 30°-120°, глубина ее h равна 1-3 и более мм, диаметр лунки по торцу электрода di выполнен в пределах и более миллиметров. Диаметр вольфрамового электрода do выбирается от трех и более миллиметров, а диаметр поступления d-2 равен двум и более м иллиметров. Заточка с плавными конфигурациями лунок производится в аналогичной последовательности, размеры этих лунок подобны параметрам конусной лунки. Сжатие столба электрической дуги происходит самопроизвольно за счет потока заряженных частиц. Сте,пень сжатия дуги и концентрация нагрева определяется копфигурацией и размерами рабочих поверхностей конца электрода. Использование предлагаемого электрода для сжатия столба электрической лДуги позволяет получить концентрированную сжатую дугу наиболее простым и надежным способом. Этот электрод обеспечивает глубокий стабильный провар толстолистовых .конструкций ори сварке, обеспечивает предварительное сжатие дуги в плазмотронах и др.
П:редмет изобретения
Пбплавя:щийся электрод для электродуговой сварки, отличающийся тем, что, с целью обеспечения сжатия дуги и улучшения качества сварки, на рабочем конце электрода выполнена лунка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки неплавящимся электродом в среде защитных газов | 1979 |
|
SU782970A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2232072C1 |
| Неплавящийся электрод для дуговой сварки | 1978 |
|
SU789260A1 |
| Неплавящийся электрод для дуговой сварки | 1981 |
|
SU979792A1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2008 |
|
RU2358847C1 |
| Неплавящийся электрод для дуговых процессов и способ его охлаждения | 1987 |
|
SU1496969A1 |