Изобретение относится к сварке и касается неплавящегося электрода для дуговой сварки в среде защитных газов, преимущественно титановых, нержавеющих и жаропрочных сплавов и сталей.
Известны неплавящиеся электроды для дуговой сварки в среде защитных газов, содержащие цилиндрическую часть и конический рабочий элементClJ
В известных электродах в зависимости от марки свариваемого металла предусмотрено выполнение конического рабочего элемента с углами в пределах от 20 до 90°. Электроды с углами конического рабочего элемента до 50° при наличии хорошей проникаюидей способности дуги, не обладают длительной работоспособностью ввиду склонности вершины конического рабочего элемента к перегреву и оплавлению, при выполнении последнего с углами свыше 50 повышается работоспособность электрода, но не обеспечивается удовлетворительная проникающая способность дуги, результатом чего является снижение качества сварного соединения.
Наиболее близким к предлагаемому является электрод для дуговой сварки в среде защитных газов, содержащий цилиндрическую рабочую часть и конический рабочий элемент, вершина которого смещена относительно оси электрода 2}.
Выполнение электрода со смещенной относительно его оси вершиной кони10ческого рабочего элемента позволяет частично улучшить эксплуатационные качества электрода по проникающей способности дуги за счет более плавного нарастания плотности тока к рабочему
15 элементу электрода.
Однако конструкция известного электрода не может обеспечить максимальной проникающей способности дуги в сочетании с длительной работо20способностью конического рабочего элемента, так как при уменьшении угла его заточки снижается работоспособность, а при увеличении этого угла уменьшается проникающая способность дуги.
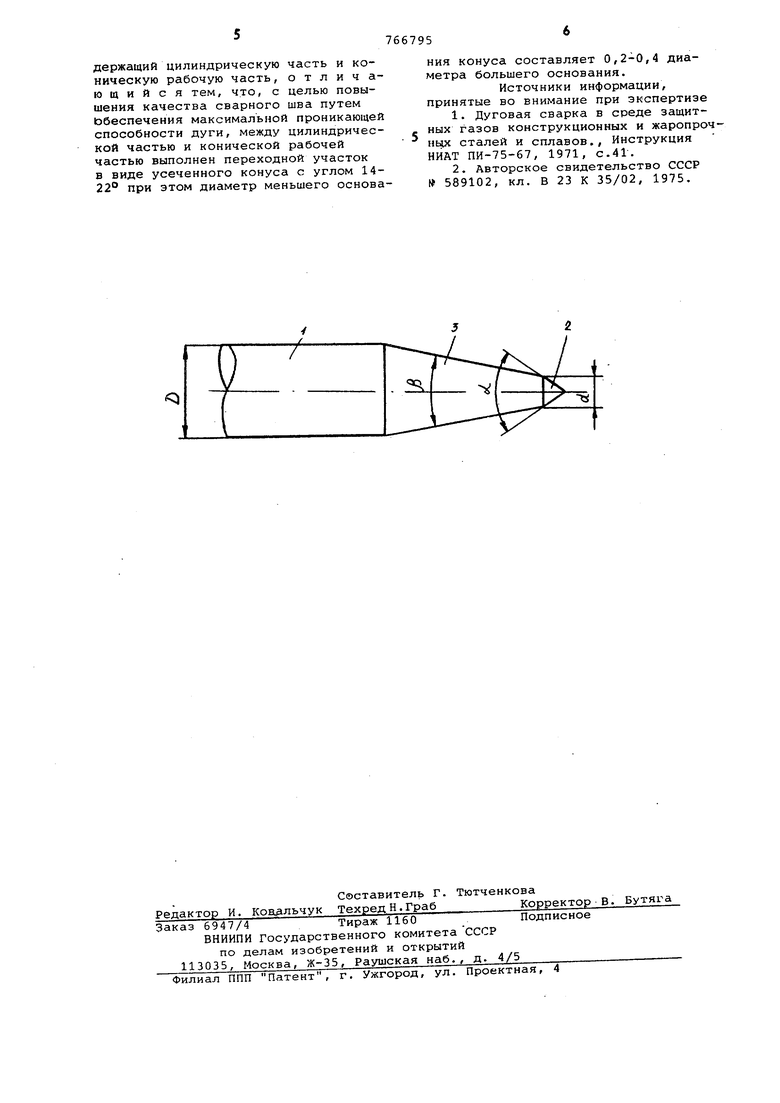
Кроме того, стабильность процесса сварки известным электродом может быть обеспечена только при условии точной ориентации оси электрода и вершины его конического рабочего элемента относительно шва и направления сварки. При ручной сварке такую ориентацию осуществить очень трудно, а при сварке вращающейся головкой - невозможно без изменения конструкции последней. Ориентация может быть наЬушена также при замене в горелке иcf пользованного электрода на новый. Pet зультатом нарушения ориентации элект рода является нарушение стабильности .процесса сварки и, следовательно, сни жение качества сварочного соединения Наличие смещенного относительно оси электрода конического рабочего элеме та требует также применения специаль ных зажимных приспособлений для его заточки, а возникающие при этом удар ные нагрузки усложняют технологию из готовления известного электрода. Цель изобретения - повышение качества сварного шва путем обеспечени максимальной проникающей способности дуги при сохранении эксплуатационной стойкости электрода. Для достижения этой цели в извест ном электроде для дуговой сварки в среде защитных газов, содержащем цилиндрическую часть и конический рабочий элемент, ме}кду последними выполнен переходный участок в виде усе ченного конуса, имеющего угол 14-22 при этом диаметр меньшего основания конуса равен 0,2-0,4 диаметра большего основания. На чертеже схематически представлен предлагаемый электрод, общий вид Электрод имеет цилиндрическую часть 1 и конический рабочий элемент 3, имеющий угол о. , между Которыми выполнен переходной участок 3 в виде усеченного конуса с угломJb. Угол о( конического рабочего элемента 2 выполнен равнЕом 50-70°, угол Jb конуса переходного участка 3 - рав ным 14-22°, а диаметр его меньшего основания Ы - 0,2-0,4 диаметра О большего основания. Изобретение проверено в производственных условиях. Была проведена ар гоно-дуговая сварка титанового сплава ВТ-20, нержавеющей стали 12Х18НТОТ и жаропрочного сплава ЭП-708 вольфрамовыми электродами с . диаметром, равным 2,5 и 3,5 мм, изготовленными в пределах интервалов заявляемых углов и соотношений размеров, которые приведены в таблице. Продолжение таблицы 50° 22° 0,7 18° 1,05 14° 1,4 Сварке подвергались пластины толиной 1 мм из упомянутых выше матеиалов на режимах 1сь 110-130 а, д 9-11 в, , 270 мм/мин, где - ток сварки, ид - напряжение дуи, Vj.g| - скорость сварки. Длительность импульса - 0,1 с, лительность паузы - 0,08 с. Все испытуемые электроды на указанных режимах обеспечивают хорошую проникающую способность, длительную эксплуатационную стойкость и высокую стабильность сварочного процесса. Особенно это относится к электродам № 2 и 5 (см. таблицу) , выполненным по средним значениям заявленных пределов. При визуальном осмотре и рентгеноконтроле сварных швов дефектов в виде пор, включений вольфрама, несплошностей и трещин нет. Опытная проверка показывает, что вольфрамовые электроды, выполненные с переходным коническим участком между его цилиндрической частью и коническим рабочим участком между его цилиндрической частью и коническим рабочим элементом в пределах заявленных интервалов обеспечивают по сравнению с известным электродом более плавное нарастание плотности тока к коническому рабочему элементу, результатом чего является возможность получения максимальной проникающей способности электрода в сочетании с длительной эксплуатационной стойкостью его конического рабочего элемента, что в свою очередь обеспечивает хорошее качество сварного шва. Кроме того, наличие В электроде центрично расположенного конического рабочего элемента упрощает его ориейтацию относительно оси шва независимо от направления сварки, что практически исключает нарушения стабильности сварочного процесса и обеспечивает хорошее качество сварного соединения при ручной и автоматической сварке. Предлагаемый электрод по сравнению с известным более технологичен и в изготовлении, так как не требует применения специальных зажимных устройств при заточке конического рабочего элемента. Отсутствие при этом ударных нагрузок также упрощает процесс изготовления такого электрода. Формула изобретения Неплавящийся электрод для дуговой . сварки в среде защитных газов, содержащий цилиндрическую часть и коническую рабочую часть, отличающийся тем, что, с целью повышения качества сварного шва путем Ьбеспечения максимальной проникающей способности дуги, между цилиндрической частью и конической рабочей частью выполнен переходной участок в виде усеченного конуса с углом 1422° при этом диаметр меньшего основания конуса составляет 0,2-0,4 диаметра большего основания.
Источники информации, принятые во внимание при экспертизе
1.Дуговая сварка в среде защитных газов конструкционных и жаропронцх сталей и сплавов., Инструкция НИАТ ПИ-75-67, 1971, с.41.
2.Авторское свидетельство СССР № 589102, кл. В 23 К 35/02, 1975,
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2232072C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2013 |
|
RU2520881C1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Горелка для дуговой сварки неплавящимся электродом в защитных газах | 1977 |
|
SU737155A1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| Горелка для дуговой сварки | 1985 |
|
SU1291425A1 |
| Неплавящийся электрод | 1980 |
|
SU889351A1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ ПОГРУЖЕННОЙ ДУГОЙ | 2004 |
|
RU2281193C2 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД | 1993 |
|
RU2070495C1 |
