Ю 11
X.
/.
12
f f / / f / / / / / / / // /V
16
Г
4
00
00
ел
////7/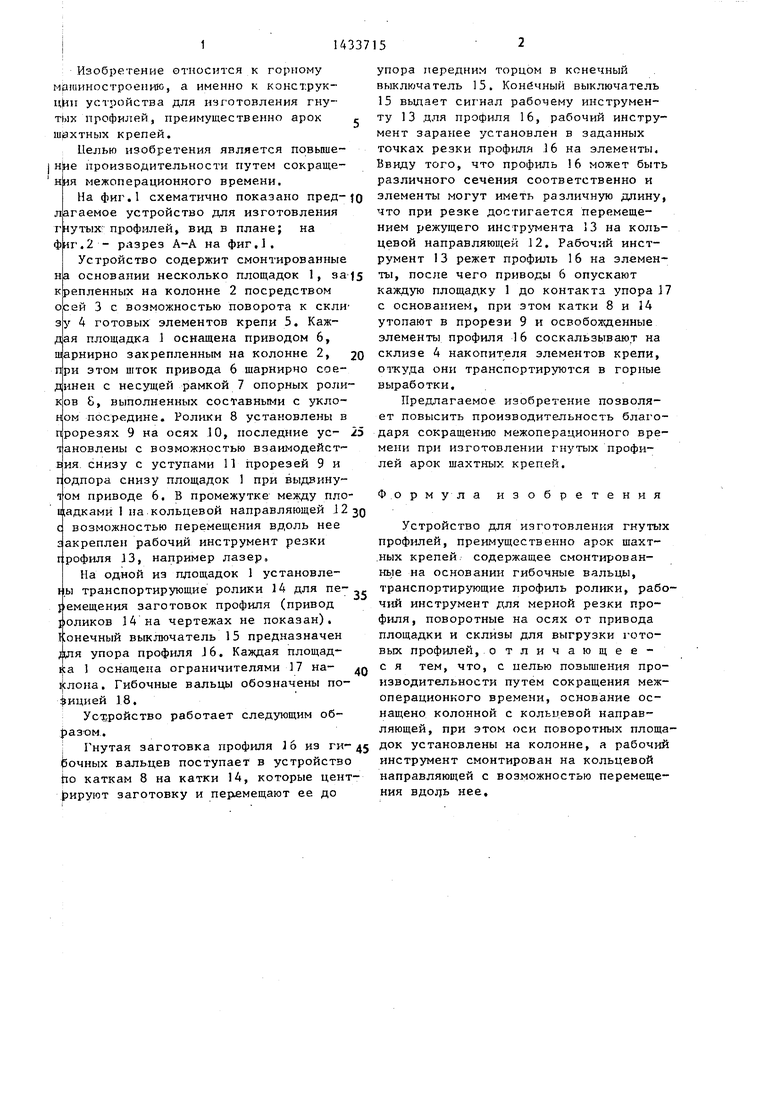
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия Гонтаря С.П. для изготовления гнутых профилей | 1985 |
|
SU1389912A1 |
| Автоматическая линия для изготовления деталей металлической шахтной крепи | 1988 |
|
SU1593732A1 |
| Автомат для изготовления гнутых изделий | 1986 |
|
SU1400739A1 |
| Трубогибочный станок | 1984 |
|
SU1378982A1 |
| Линия для производства оребренных биметаллических труб | 1977 |
|
SU738722A1 |
| Автомат для изготовления гнутых изделий из проволоки | 1980 |
|
SU906637A1 |
| Поточная линия Гонтаря С.П. для изготовления элементов арочных конструкций из гнутых профилей | 1987 |
|
SU1466830A1 |
| Трубогибочный станок | 1981 |
|
SU988410A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНЫХ ИЗДЕЛИЙ | 1994 |
|
RU2084302C1 |
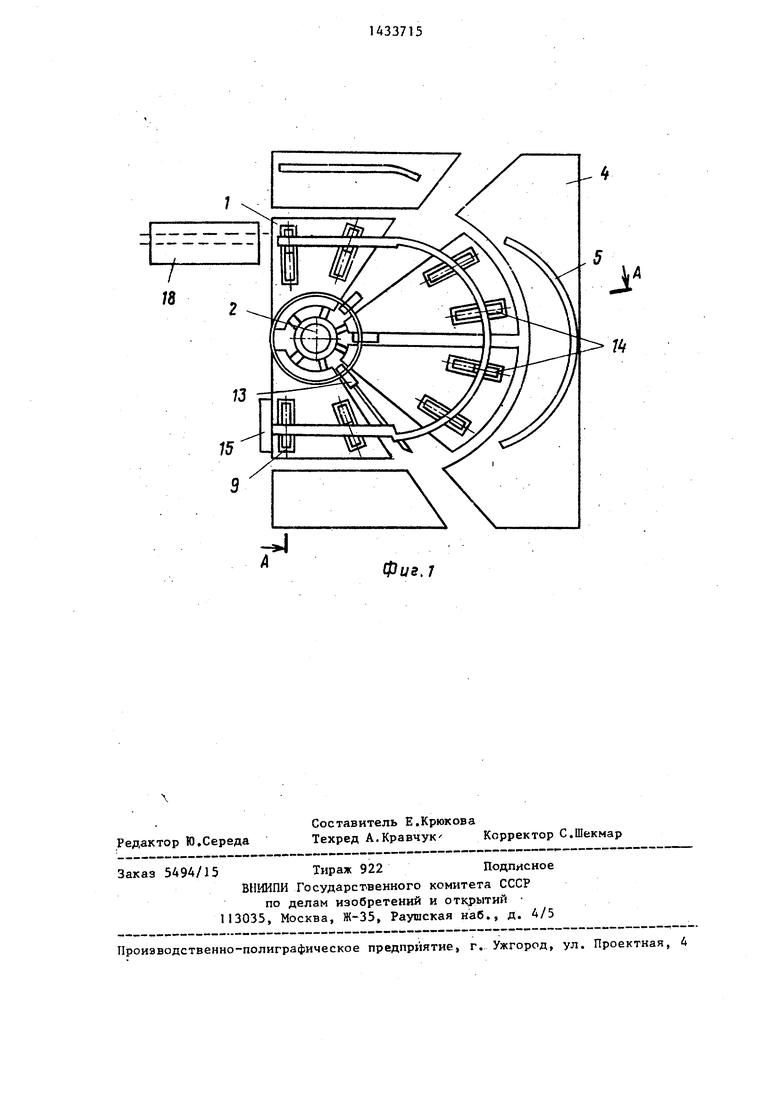
Изобретение относится к горному машиностроению, а именно к конструкг. ции устройства для изготовления гнутых профилей, преимущественно арок шахтных крепей. Цель - повышение производительности. Устройство содержит смонтированную на основании колонну 2. На осях 3 колонны 2 установлены поворотные площадки J. На колонне 2 закреплена кольцевая направляющая 12. На площадках 1 установлены транспортирующие ролики 8 для перемещения по ним гнутого профиля 16. Рабочий инструмент 13 для резки профиля 16 установлен на кольцевой направляющей 12 с возможностью перемещения вдоль нее. Размещенньй на роликах 8 профиль режется рабочим инструментом 13 на мерные элементы. Приводы 6 наклоняют площадки 1. Элементы профиля 16 сбрасьшаются на склиз 4, откуда они забираются на последующие one- S рации. При этом сокращается межопера- - ционное время. 2 ил.V7
иг.2
Изобретение относится к горному машиностроению, а именно к конструкции устройства для изготовления гну- тЫя: профилей, преимущественно арок Ш0ХТНЫХ крепей.
Целью изобретения является повьпие- производительности путем сокращения межоперационного времени.
На фиг.1 схематично показано предлагаемое устройство для изготовления гнутых- профилей, вид в плане; на фиг.2 - разрез А-А на фиг,.
Устройство содержит смонтированные на основании несколько площадок 1, sa крепленных на колонне 2 посредством осей 3 с возможностью поворота к скли ЗУ 4 готовых элементов крепи 5. Каждая площадка J оснащена приводом 6, шарнирно закрепленным на колонне 2, при этом пгток привода 6 щарнирно соединен с несущей рамкой 7 опорных роликов 8, выполненных составными с укло- 1ОМ посредине. Ролики 8 установлены в прорезях 9 на осях 10, последние ус пановлены с возможностью взаимодейст- ния снизу с уступами П прорезей 9 и лодпора снизу площадок при выдвинутом приводе 6. В промежутке между площадками I на кольцевой направляющей -12
возможностью перемещения вдоль нее акреплен рабочий инструмент резки ;рофиля 13, например лазер.
На одной из площадок 1 установле- 1-1Ы транспортирующие ролики 14 для перемещення заготовок профиля (привод роликов 14 на чертежах не показан). Конечный выключатель 15 предназначен для упора профиля J6. Каждая площад- i:a 1 оснащена ограничителями 17 на- |:лона. Гибочные вальцы обозначены по- $ицией 18,
УсТгройство работает следующим образом,
; Гнутая заготовка профиля 16 из ги очных вальцев поступает в устройство ho каткам 8 на катки 14, которые центрируют заготовку и перьвмещают ее до
упора передним торцом в конечный выключатель 15. Конечный выключатель 15 выдает сигнал рабочему инструменту 13 для профиля 16, рабочий инструмент заранее установлен в заданных точках резки профиля J6 на элементы. Ввиду того, что профиль 16 может быть различного сечения соответственно и элементы могут иметь различную длину, что при резке достигается перемещением режущего инструмента 13 на кольцевой направляющей 12, Рабочий инструмент 13 режет профиль 16 на элементы, после чего приводы 6 опускают каждую площадку 1 до контакта упора 1 с основанием, при этом катки 8 и 14 утопают в прорези 9 и освобожденные элементы профиля 16 соскальзывают на склизе 4 накопителя элементов крепи, откуда они транспортируются в горные выработки.
Предлагаемое изобретение позволяет повысить производительность благодаря сокращению межоперационного времени при изготовлении гнутых профилей арок щахтных крепей,
Ф о р м у л а изобретения
Устройство для изготовления гнутых профилей, преимущественно арок шахт- .ных крепей, содержащее смонтирован- Hbie на основании гибочные вальцы, транспортирующие профиль ролики, рабочий инструмент для мерной резки профиля, поворотные на осях от привода площадки и склизы для выгрузки готовых профилей, отличающее- с я тем, что, с целью повьш ения производительности путем сокращения межоперационного времени, основание оснащено колонной с кольцевой направляющей, при этом оси поворотных площадок установлены на колонне, а рабочий инструмент смонтирован на кольцевой направляющей с возможностью перемещения нее.
Фиг. 7
| Рыжков Н.И | |||
| Производство сварных конструкций в | |||
| тяжелом машиностроег | |||
| НИИ | |||
| Машиностроение, М.: J970, C.JJ3, рис.54. |
