со 00
со о
Изобретение относится к обработке металлов давлением, в частности к линиям для изготовления гнутых профилей.
Цель изобретения - расширение технологических возможностей за счет обеспечения получения изделий типа элементов арочной крепи из исходных заготовок, имеющих изгиб в поперечном направлении.
На фиг. 1 изображена проточная линия для изготовления элементов арочной
установлено транспортное средство, например тележка 37, на рельсах 38 с возможностью возвратно-поступательного движения.
Линия работает следуюп;им образом.
Пачка профиля на тележке 37 завозится в цех, разгружается на стеллажах 1, включаются вибраторы 4 и от их вибраций пачка рассыпается на отдельные плети, которые под действием вибрации по
крепи, вид сверху; на фиг. 2 - то же, Ю наклонному полу 2 сползают на цепи 12. вид сбоку; на фиг. 3 - разрез А-А наЕсли плети одинарные, то цепями 12 они
фиг. 1; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - вид В на фиг. 3.
Линия содержит (фиг. 1 и 4) приподаются в рольганг 6. Если плети застряли друг на друге, то цепи останавливаются, два профиля устанавливаются
мыкающий со стороны стеллаж 1 с наклон- против дисков 8 и домкраты 9 с закреп- ным полом 2, глухой торцовой стенкой 3,ленными на них клиновыми насадками 10
включаются в работу. При этом насадки 10 входят в зазор между профилями навстречу друг другу и разрывают плети. Засоздателями 4 вибрации и пружинами 5 в качестве опор стеллажа 1, между последним и подающим рольгангом 6 установлены направляющие 7, по которым движутся круглые диски 8 с закрепленными на 20 ремещения дисков 8 по направляющим 7, них гидродомкратами 9, имеющими клино- диски 8 слегка (если необходимо) повора- вые насадки 10 на штоках и работающие навстречу друг другу. Диски 8 иметем включается привод горизонтального печиваются вокруг своей оси, чтобы приподнять верхнюю плеть профиля и несут плеть до рольганга 6, где диски 8 еще раз поворачиваются вокруг оси и сбрасыют возможность вращаться вокруг своей оси (привод вращения не показан). Между начиваются вокруг своей оси, чтобы приподнять верхнюю плеть профиля и несут плеть до рольганга 6, где диски 8 еще раз поворачиваются вокруг оси и сбрасыряет профиль, отключает рихтовочные вальцы и включает пресс 15 рубки. При этом возникающие силы реакции гасятся демпфером 14 и на вальцы 13 не передаютправляющими 7 размещен приводной меха-вают с насадок 10 плеть в рольганг 6.
низм 11, приводящий, например, цепи 12Нижняя плеть подается на рольганг цепяв движение. Рольганг 6 установлен вдольми 12. Рольганг 6 подает профиль в рихоси линии и связан с рихтовочными валь- товочные вальцы 13, которые рихтуют про- цами 13, которые через демпфирующийфиль и тут же свободный отрихтованный
механизм 14 соединены с прессом 15 руб- .,,, конец подают под пресс 15. ки профиля. За прессом 15 установленФотореле по заданным размерам отмерольганг 16 с раздвижными регулируемыми катками 17, с фотореле 18 против них и боковым наклонным лотком 19. Рольганг 16 связан с рольгангом 20, подающий профиль в гибочные вальцы 21, производящие -зс ся. Если заготовка мерная, то она по- гибку заготовок в вертикальной плоскости дается дальще рольгангами 16 и 20 на вдоль оси линии с возможностью верти-гибочные вальцы 21. Если это остаток или
кального подъема элементов над ароуклад-брак, то фотореле 18 на рольганге 16 вычиком, приемная рама 22 которого (фиг. 3)дает команду, катки 17 раздвигаются и осустановлена на опорах 23 с возможностью таток проваливается и вылетает в наклон- опрокидывания под воздействием привода 24. 40 ный лоток 19.
Ароукладчик установлен в приямке 25,Гибочные вальцы 21 настраиваются на
приемная рама 22 выполнена в виде ложемента, вогнутого в приямок 25, с катками 26 между двух боковин 27, разведенных сверху.
Со станиной 28 ароукладчика соединена наклонная плоскость 29, примыкающая к линии с той же стороны, что и стеллаж 1. С наклонной плоскостью 29 посредством направляющих 30 связан накопитель.31 контейнеров 32. Последние пощтуч- JQ сбросив она возвращается в исходное по- но выталкиваются на наклонную плоскость ложение. Заготовка скользит по наклонной 29 толкателями 33. На наклонной плоскости 29 по обе стороны направляющих 30 расположены стойки 34 (фиг. 5), на которых закреплены толкатели 35 (например, электромагнитные), поочередно снизу вверх 55 заталкивающие промежуточные прокладки 36 в контейнерах 32. Параллельно всей линии со стороны расположения стеллажа 1
45
любой радиус гибки заготовок, гнут заготовку и выдают ее в плоскости расположения линии вверх, откуда она под действием собственного веса падает на раму 22. Ввиду того, что боковины 27 в верхней части разведены, заготовка падает на катки 26 и центрируется в приемной раме 22, так как она выгнута к низу. Включается привод 24 и рама 22 опрокидывается, а
плоскости 29 и попадает в контейнер 32, который предварительно толкателями 33 по направляющим 30 устанавливается на плоскость 29.
После укладки в контейнер первого элемента арочной крепи (фиг. 5) включаются на стойках 34 электромагнитные толкатели 35 и заталкивают прокладки 36 над уложенустановлено транспортное средство, например тележка 37, на рельсах 38 с возможностью возвратно-поступательного движения.
Линия работает следуюп;им образом.
Пачка профиля на тележке 37 завозится в цех, разгружается на стеллажах 1, включаются вибраторы 4 и от их вибраций пачка рассыпается на отдельные плети, которые под действием вибрации по
наклонному полу 2 сползают на цепи 12. Если плети одинарные, то цепями 12 они
ремещения дисков 8 по направляющим 7, диски 8 слегка (если необходимо) повора-
тем включается привод горизонтального перемещения дисков 8 по направляющим 7, диски 8 слегка (если необходимо) повора-
чиваются вокруг своей оси, чтобы приподнять верхнюю плеть профиля и несут плеть до рольганга 6, где диски 8 еще раз поворачиваются вокруг оси и сбрасывают с насадок 10 плеть в рольганг 6.
ряет профиль, отключает рихтовочные вальцы и включает пресс 15 рубки. При этом возникающие силы реакции гасятся демпфером 14 и на вальцы 13 не передают конец подают под пресс 15. Фотореле по заданным размерам отмеся. Если заготовка мерная, то она по- дается дальще рольгангами 16 и 20 на гибочные вальцы 21. Если это остаток или
Гибочные вальцы 21 настраиваются на
сбросив она возвращается в исходное по- ложение. Заготовка скользит по наклонной
любой радиус гибки заготовок, гнут заготовку и выдают ее в плоскости расположения линии вверх, откуда она под действием собственного веса падает на раму 22. Ввиду того, что боковины 27 в верхней части разведены, заготовка падает на катки 26 и центрируется в приемной раме 22, так как она выгнута к низу. Включается привод 24 и рама 22 опрокидывается, а
сбросив она возвращается в исходное по- ложение. Заготовка скользит по наклонной
плоскости 29 и попадает в контейнер 32, который предварительно толкателями 33 по направляющим 30 устанавливается на плоскость 29.
После укладки в контейнер первого элемента арочной крепи (фиг. 5) включаются на стойках 34 электромагнитные толкатели 35 и заталкивают прокладки 36 над уложенным элементом, чтобы следующий элемент уже лег на прокладки. Эта операция повторяется до заполнения контейнера 32. Загруженные контейнеры убираются и тележкой 37 вывозятся на складирование.
Применение изобретения позволяет значительно увеличить производительность, сократить тяжелый ручной труд по разделению профилей, подаче их под пресс,
складированию, обвязке готовых элементов Ю установленным за .отрезным устройством и крепи, доставку их в шахту и разделе-выполненным в виде фотореле и катков,
нию элементов между собой, улучшить условия работы и экономит производственщих изгиб в поперечном направлении, она снабжена средством для разделения материала, выполненным в виде установленных за устройством для выдачи заготовок направ- ляюш,их, на каждой из которых установлены с возможностью вращения диски с закрепленными на них гидродомкратами, на штоках которых установлены клиновые насадки, клинья которых направлены навстречу друг другу, средством для отбраковки.
установленных с возможностью перемещения друг относительно друга, при этом устройство для выдачи исходного материала выпол- . нено в виде стеллажа с наклонным подпружиненным дном и глухой торцовой стенкой и вибраторов, связанных с дном и стенкой, транспортирующее средство от стеллажа выполнено в виде цепей, установленных между направляющими средства для
ную площадь.
Формула изобретения
установленных с возможностью перемещения друг относительно друга, при этом устройство для выдачи исходного материала выпол- . нено в виде стеллажа с наклонным подпружиненным дном и глухой торцовой стенкой и вибраторов, связанных с дном и стенкой, транспортирующее средство от стеллажа выполнено в виде цепей, установленных между направляющими средства для
Поточная линия для изготовления гнутых профилей, содержащая связанные между собой транспортными средствами устройство для выдачи исходного материала, 20 разделения материала, а устройство для устройство для правки, устройство для рез-укладки профилей в стеллаж выполнено в
ки исходного материала на мерные длины, устройство для гибки профилей и устройство для укладки гнутых профилей в стеллаж, отличающаяся тем, что, с целью расширения технологических возможностей за счет получения изделий типа элементов
25
виде приемной рамы со средством центрирования, установленной с возможностью разворота вдоль ее оси, и контейнера, в стойках которого установлены прокладки с возможностью их перемещения в горизонтальном направлении посредством толкателей.
арочной крепи из исходных заготовок, имеюустановленным за .отрезным устройством и выполненным в виде фотореле и катков,
щих изгиб в поперечном направлении, она снабжена средством для разделения материала, выполненным в виде установленных за устройством для выдачи заготовок направ- ляюш,их, на каждой из которых установлены с возможностью вращения диски с закрепленными на них гидродомкратами, на штоках которых установлены клиновые насадки, клинья которых направлены навстречу друг другу, средством для отбраковки.
установленных с возможностью перемещения друг относительно друга, при этом устройство для выдачи исходного материала выпол- нено в виде стеллажа с наклонным подпружиненным дном и глухой торцовой стенкой и вибраторов, связанных с дном и стенкой, транспортирующее средство от стеллажа выполнено в виде цепей, установленных между направляющими средства для
разделения материала, а устройство для укладки профилей в стеллаж выполнено в
виде приемной рамы со средством центрирования, установленной с возможностью разворота вдоль ее оси, и контейнера, в стойках которого установлены прокладки с возможностью их перемещения в горизонтальном направлении посредством толкателей.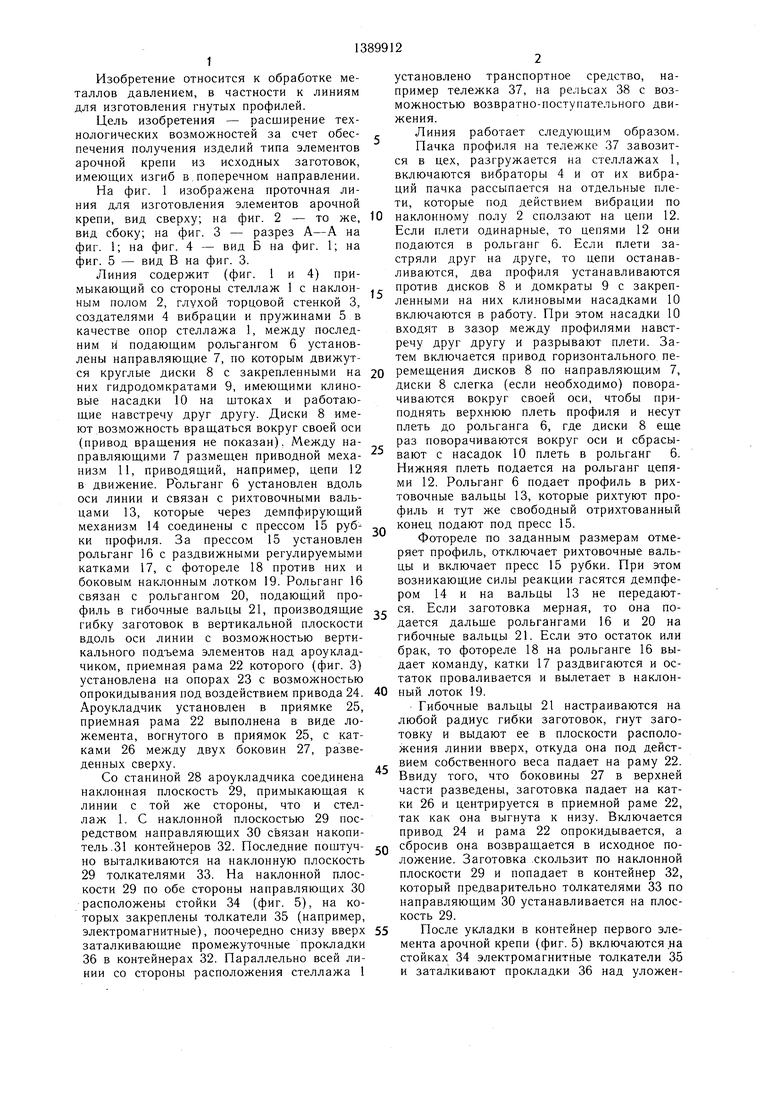

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия Гонтаря С.П. для изготовления элементов арочных конструкций из гнутых профилей | 1987 |
|
SU1466830A1 |
| Устройство Гонтаря С.П. для изготовления гнутых профилей | 1987 |
|
SU1433715A1 |
| Поточная линия для производства заготовок двухслойных труб | 1983 |
|
SU1098718A1 |
| Рольганг | 1985 |
|
SU1303505A1 |
| Автоматизированный технологический комплекс для обработки фасонного и сортового проката | 1987 |
|
SU1511020A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для подачи профильного проката в пресс-ножницы | 1982 |
|
SU1038116A1 |
| Поточная автоматизированная линия для изготовления прессованных изделий | 1990 |
|
SU1802781A3 |
| Поточная линия для безотходной заготовки мерных цилиндрических деталей | 1977 |
|
SU740436A1 |

Изобретение относится к обработке металлов давлением, к линиям для изготовления гнутых профилей. Цель - расширение технологических возможностей линии за счет получения изделий типа элементов арочной крепи из исходных заготовок, имеющих изгиб в поперечном направлении. Линия содержит средства для разделения материала, для отбраковки, транспортирующее средство от стеллажа, устройство для укладки профилей в стеллаж. Исходные заготовки подаются в бункер с наклонным полом, откуда посредством вибраторов перемещаются на транспортное средство. На данном этапе слипшиеся заготовки разделяют посредством дисков с гидродомкратами и с клиновыми насадками. Далее заготовки отрезаются на мерные длины. После этого посредством фотореле производится отбраковка изделий. Изделия подвергают продольной гибке и укладывают в контейнеры, на стойках которых смонтированы прокладки с возможностью их перемещения в горизонтальном направлении посредством толкателей. 5 ил. Q S (Л
ХС
- d И i5
2226 ,
itgVo ll
/////////////////
15
« f
1 Ъ
П14 -/3
/
Фи.1
Фиг. 2
V 444 444444S 4 V
Ъ2
30
л
3V
Фи.д Видб
гд 23
//-/4
гд 23
25
| Тришевский И | |||
| С | |||
| Гнутые профили проката | |||
| - Киев: Госиздат тех | |||
| лит-ры УССР, 1962, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU273A1 |
