19
СА9
СО
00
„л,
Фиг.2
Изобретение относится к сварке, а 1| менно к конструкции стенда для сбор- 1|:и и сварки шнеков для жаток зерноуборочных комбайнов.
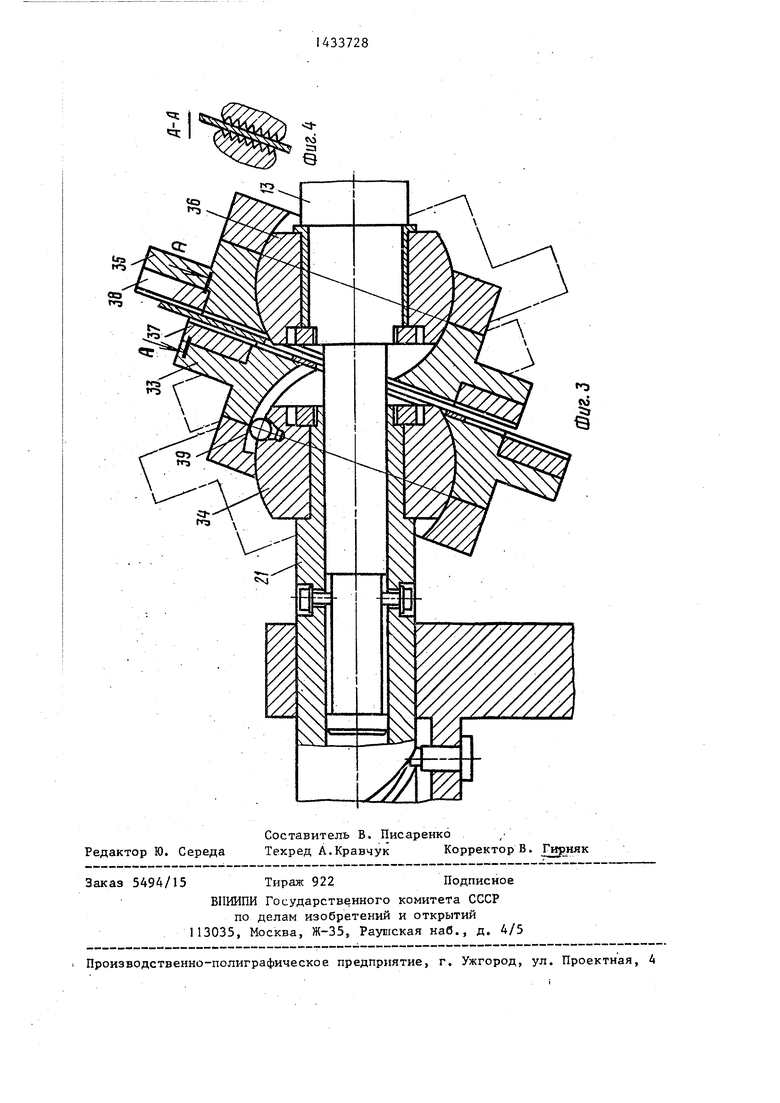
Нелыо изобретения является повыше- йие производительности путем сокраще- $ия межоперадионного времени. I На фиг. 1 схематично изображен |:тенд для сборки и сварки шнеков; itia фиг. 2 - кинематическая схема стенда; на фиг. 3 - механизм захвата спи- ;)али шнека; на фиг. 4 - сечение А-А на фиг. 3.
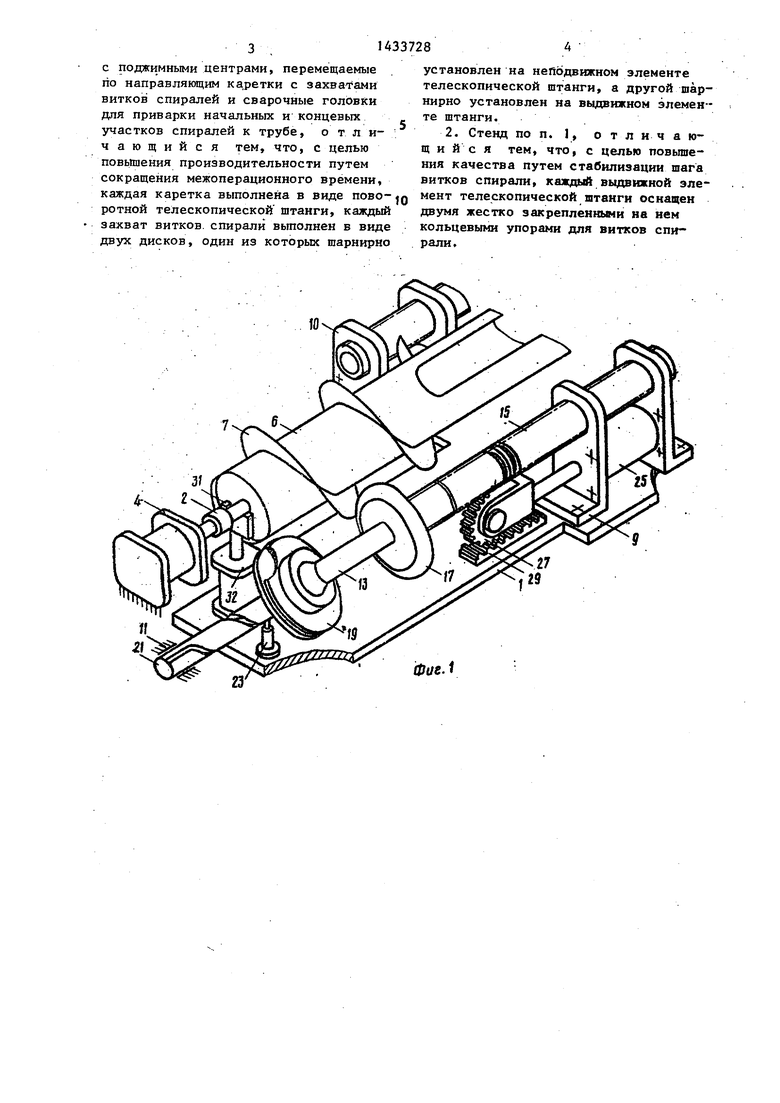
Стенд для сборки и сварки шнеков содержит основание 1, на котором установлен вращатель с поджимными цент- 5ами 2 и 3 с пневмоприводами 4 и 5 ,ля крепления трубы 6 шнека, собран- юго с витками 7 и 8, направляющих 3-12 каретки в виде телескопических итапг 13 и 14, снабженных кольцевыми зубчатыми рейками J5 и J6 и кольцеэы- У1Н упорами 17 и 18, а также захватами 19 и 20 витков спиралей неподвиж- ушми элементами 21 и 22 со спиральными пазами. Фиксаторы 23 и 24, контактирующие со сш-1ральными пазами непод- вижных элементов 21 и 22, установлены |на основании J. Приводные цилиндры 25 |и 26 перемещают зубчатые колеса 27 и |28, которые контактируют с неподвиж- |ныни рейками 29 и 30 и кольцевыми 1зубчатыми рейками 15 и 16, расположенными на телескопических штангах 13 и 14. Подъемные призмы 31 с приво- ;дами 32 размещены на основании. За- :хваты 19 и 20 витков спирали содержат диски 33, расположенные Щарнирно ;на опорах 34 неподв ганых элементов 21 и 22 телескопических штанг 13 и 14, диски 35 шарнирно расположены на опорах 36 выдвижных элементов телескопических штанг 13 и 14. Для лучте- го сцепления захватов 19 и 20 с витками 7 и 8 спиралей шнека, диски 33 и 35 снабжены витками накладками 37 и 38 с радиальной зубчатой нарезкой. Диски 33 зафиксированы от проворота вокруг осей неподвижных элементов 21 и 22 телескопических штанг 13 и 14 шариками 39.
Стенд оборудован сварочными головками (не показаны) для приварки начальных и концевых участков витков 7 и 8 спиралей к трубе 6 тнека.
Стенд для сборки и сварки шнеков работает следующим образом.
0
Q
j 5 0
5
0
5
0
5
В начальный момент поджимные центры 2 и 3 открыты, а диски 33 и 35 разведены. Труба 6 шнека с надетыми на нее витками 7 и 8 спиралей устанавливается на призмах 31 и фиксируется поджимными центрами 2 и 3, после чего призмы 31 опускаются вниз приво-i дами 32. Витки 7 и 8 спиралей привариваются к центральной части трубы щнека, а свободные витки спиралей располагаются между дисками 33 и 35. При подаче воздуха в поршневую по лость приводного цилиндра 25 зубчатое колесо 27, перемещаясь, по неподвижной рейке 29, приводит в движение кольцевую зубчатую рейку 15 и телескопическую штангу 13 с кольцевыми упорами 17 диском 35. Диск 35 перемещает свободный виток. 7 спирали, а кольцевые упоры 17 перемещают промежуточные витки спиралей до тех пор, пока не произойдет прюким крайнего витка к диску 33. Таким образом, крайний виток 7 спирали жестко фиксируется между дисками 33 и 35, которые при этом разворачиваются на угол подъема витка 7 : спирали. При дальнейшем движении телескопической штанги 13, неподвижный элемент 21 . перемещается вместе с ней и благодаря контакту спирального паза с фик- .сатором 23 поворачивает телескопическую штангу 13, а,следовательно, и захват 19 вокруг оси. При этом виток 7 спирали накручивается на неподвижную трубу 6 шнека, чем обеспечивается выборка зазоров между витком 7 спирали и трубой 6 шнека.
Благодаря шарнирным креплениям дисков 33 и 35 захвата 19 в процессе работы сохраняется угол наклона витка спирали к оси трубы 6 рнека.
Растяжка витка 8 спирали шнека производится аналогично и одновременно с растяжкой витка 7 спирали шнека.
Предлагаемый стенд для сборки и сварки шнеков позволяет повысить производительность благодаря сокращению межоперационного времени, позволяет уменьшить расход металла за счет обеспечения постоянного шага витков спирали шнека.
Формула изобретения
1. Стенд для сборки и сварки шнеков, содержащий смонтированные на основании вращатель трубы для шнека
с поджимными центрами, перемещаемые по направлякщим каретки с захватами витков спиралей и сварочные головки для приварки начальных и концевых участков спиралей к трубе, о т л и- чающийся тем, что, с целью повышения производительности путем сокращения межоперационного времени, каждая каретка выполнена в виде поворотной телескопической штанги, каждый захват витков, спирали выполнен в виде двух дисков, один из которых шарнирно
установлен на неподвижном элементе телескопической штанги, а другой шарнирно установлен на выдвижном элементе штанги.
2. Стенд по п. 1, о т л и ч а rent и и с я тем, что, с целью повышения качества путем стабилизации шага витков спирали, каждый выдвижной элемент телескопической штанги оснащен двумя жестко закрепленными не нем кольцевыми упорами для витков спирали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки изделий | 1985 |
|
SU1279787A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Шнековый бур | 1978 |
|
SU724716A1 |
| Инструмент для измерения параметров спиралей шнеков | 1985 |
|
SU1377563A1 |
| Устройство для сборки и сварки шнеков | 1981 |
|
SU980974A1 |
| Устройство для сборки и сварки кольцевых швов труб с фланцами | 1987 |
|
SU1433730A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |

фае.
i
| Стенд для сборки и сварки шнеков | 1981 |
|
SU996148A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
