4 СО OQ 00 ел
Изобретение относится к сварке, :а именно к конструкции поточной линии |для сборки и сварки балок из длинно- ;мерных профилей, преимущественно угол :ков, и может быть использовано в тракторном и сельскохозяйственном магаино- ;строении и в строит(шьстве, i Целью «изобретения является повьше- ние производительности и качества пу- тем сокращения межоперационного времени и повьшения точности сборки балок.
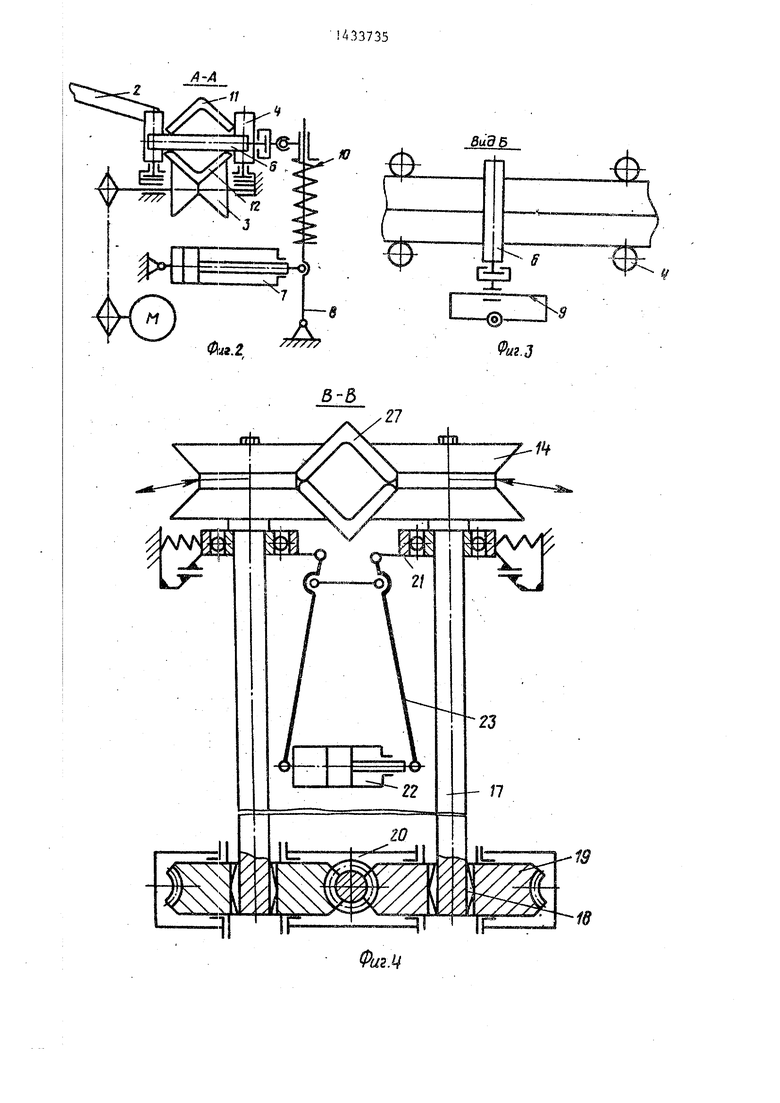
На фиг.1 схематично представлена поточная линия, вид сбоку; на фиг.2 сечение А-А на фиг.; на фиг.З - вид Б на фиг.1; на фиг. - сечение В-В на фиг.1; на фиг.З - сечение Г-Г на фиг.1; на фиг.6 - вид по Д на фиг.1 на фиг.7 - вид Е на фиг.1.
Поточная линия для сборки и сварки балок из длинномерных профилей, преимущественно уголков содержит смонтированные на основании 1 накопитель 2 профилей в виде склизов, транс портер 3 профилей, выполненный в виде рольганга с профильными роликами и парами вертикальных роликов 4, закрепленных на основании 1 с возможностью регулирования их на различный размер балок. Транспортер 3 снабжен разделителем 5, выполненным в виде цилиндрического ролика 6, установленного с возможностью продольного перемещения привода 7, который содержит шарнирно-рычажньй механизм 8. Ролик 6 имеет перемещение по направ- 1ляющей 9 и вертикальное перемещение ;с помощью пружины 10. .Разделитель :облегчает сборку и установку верхне- ;го профиля 11 на ншший 12, предупреждает соскальзывание кромок и позволяет перекатывать верхний профиль 11 для совмещения его торца с хдажним .профилем 12. Транспортер 3 снабжен приводом 13 вращения роликов дпя ускоренного перемещения собранных профилей в приводные профильные ролики 14. На пути уголков от транспортера 3 до приводных проф1шьных роликов 14 установлен узел 15 зачистки кро- мок уголков под сварку. Сменные приводные про4в1льные ролики 14 и 16 кон сольно расположены на валах 17, установленных, в свою очередь, в ступицах 18 колес 19 сдвоеннЬпс редукто- ров 20 и во взаимно поджатых сферических радиальных подщипниках 21. Первая пара приводн1лх роликов 14
0
j
5 5
0
5
0
5
0
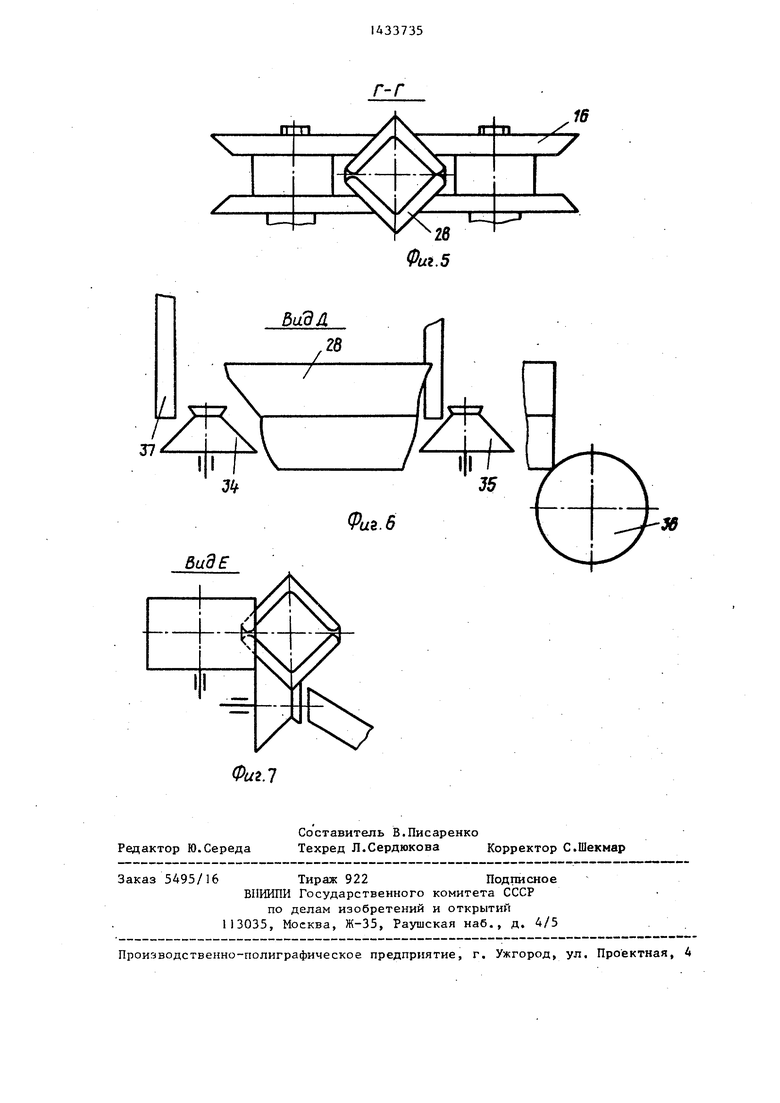
снабжена приводом 22 их установочного перемещения, выполненным в виде рычажно-силового механизма 23. Внутри станины 24 расположен привод 25 профильных роликов 14 и 16. Средний диаметр приводных профильньпс роликов 14, установленных перед сварочным устройством 26, меньше среднего диаметра приводных профильных роликов 16, установленных после сварочного устройства 26. Увеличение среднего диаметра приводных профильных роликов 16, установленных после сварочного устройства 26 необходимо для размещения образовавшегося сварного шва и разделения предыдущей 27 и последующей 28 сваренных балок. Разделение сваренных балок происходит за счет увеличенной скорости выхода сваренной балки 28, вследствие касания поверхности сваренной балки 28 на большем среднем диаметре приводных роликов 16.
Сварочное устройство 26 снабжено двумя сварочными головками 29, двумя сварочными источниками питания (не показаны) с пультами управления линией, бункером 30 для флюса, элеватором 31 неиспользованного флюса и вибротранспортера 32 для просеивания флюса.
Роликовый транспортер 33 сваренных балок 28 содержит приводные поддерживающие ролики 34 и 35, выполненные в виде.соединенных меньшими основаниями двух разновысоких усеченных конусов. Перегружатель снабжен упором, выполненным в виде цилиндрического ролика 36 с вертикальной осью вращения, установленным на основании на выходе поточной линии со смещением от оси транспортера с роликами 34 и 35 в противоположную сторону от накопителя 37 уголков. При-накатывании сваренной балки 28 на ролик 36 происходит ее опрокидывание и сброс в накопитель 37.
Поточная линия работает следующим образом.
Оператор сдвигает со склиза накопителя 2 профиль 12 на профильные ролики между парами вертикальных роликов 4, накладывает на него цилиндрический ролик 6 разделителя и устанавливает верхний профиль 11 на цилиндрический ролик 6, .который предупреждает соскальзывание кромок и позволяет перекатывать верхний профиль 11
для совмещения его торца с торцом нижнего профиля 12. Затем оператор нажимает кнопки Разделитель и Пуск рольганга, происходит выдергивание разделителя из собранных профилей 11 и 12, включается транспортер 3 и собранные профили I1 и 12 подаются в за- чистное устройство 15, в котором очищаются кромки свариваемых профилей от ржавчины. Очищенные профили 11 и 12 поступают в приводные профильные ролики 14, которые подают их к устройству 26 сварки. После захвата профилей 11 и 12 приводными профильными роликами 14 привод 13 транспортера 3 отключается, а профили 11 и 12 перемещаются профильными роликами 14 со скоростью сварки. После сварки профилей 11 и 12 они захватываются приводными профильными роликами 16. Для облегчения захвата профилей профильными роликами 16 включается при- вод 22 раскрытия первой пары приводных профильных роликов 14. .
Затем сваренные балки 28 поступаю иа роликовый транспортер 33. При накатывании балки 28 на цилиндрический ролик 36, балка 28 опрокидывается и соскальзывает в накопитель 37.
По следующие собранные профили 1 1 и 12 подаются с транспортера 3 в автоматическом цикле работы линии периодически, по мере подхода концов предыдущих профилей к приводным роликам 14. К сварочному устройству 26 профили 11 и 12 подаются непрерывно и без зазоров. Сварка производится одновременно с двух сторон на автоматическом режиме. Процесс протекает непрерывно.
Экспериментальной и промышленной проверкой установлено, что применение предлагаемой поточной линии позволяет повысить производительность благодаря сокращению межоперационного времени, улучшить качество свариваемых балок и условия труда.
Q 5 0 5
0
5
0
5
0
Формула изобретения
1; Поточная линия для сборки и сварки балок из длинномерных профилей, преимущественно уголков, содержащая смонтированные на основании в технологической последовательности накопитель профилей, транспортер профилей, смешные приводные профильные ролики с механизмами их установочного перемещения для сборки профилей по контуру балки и перемещения их в процессе сварки, сварочные головки, роликовый транспортер сваренных балок, перегружатель их в накопитель и накопитель сваренных балок, о т л и- чающая ся тем, что, с целью повьшзения производительности и качества путем сокращения межоперационного времени и повышения точности сборки балок, основание в зоне размещения транспортера уголков оснаще- .но разделителем уголков, выполненным в виде расположенного параллельно основанию холостого цилиндрического ролика, снабженного приводом его продольного перемещения, перегружатель сваренных балок в накопитель выполнен в виде смонтированного на основании упора для торца балки, а ролики транспортера сваренных балок выполнены в виде соединенных меньши- ми основаниями дву разновысоких усеченных конусов, причем усеченные конусы меньшей высоты роликов расположены со стороны накопителя сваренных балок.
2.Поточная линия по п.1, отличающаяся тем, что упор для торцов балок выполнен в виде цилиндрического ролика с осью вращения, перпендикулярной основанию.
3.Поточная линия по пп.1 и 2, отличающаяся тем, что средний диаметр приводньк профильных роликов, расположенных между сварочными головками и накопителем сваренных балок, больше среднего диаметра приводных профильных роликов, распо- ложенных между транспортером профилей и сварочными головками.
Йм.2
вид Б
X
S
аг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки уголков с поперечными армирующими элементами | 1987 |
|
SU1407738A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Поточная линия для сборки и сварки изделий | 1980 |
|
SU925607A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893492A1 |
| Поточная линия для сборки и сварки кузовов автомобилей | 1987 |
|
SU1524984A1 |
| Линия сборки и сварки балок в составе двух боковых и среднего продольных профилей | 1976 |
|
SU695790A1 |
| Поточная линия для сборки под сварку и сварки продольных швов балок коробчатого сечения | 1983 |
|
SU1165547A1 |
Изобретение относится к сварке, а именно к конструкции поточной пинии для сборки и сварки балок из длинномерных профилей, преимущественно уголков, и может быть использовано в тракторном и сельскохозяйственном машиностроении и строительстве. Цель - повышение производительности и качества. Поточная линия содержит смонтированные на основашш 1 в технологической последовательности накопитель 2 профилей, транспортер профилей, сменные приводные профильные ролики 14 и 16 с механизмами их установочного перемещения для сборки и перемещения-балок в процессе сварки, сварочные годовки 26, роликовый транспортер 33 и перегружатель балок, выполненный в виде цилиндрического ролика 36, в накопитель. Основание 1 оснащено разделителем 5 уголков, выполненным в виде расположенного параллельно основанию холостого цилиндрического ролика, который облегчает § выравнивание торцов профилей перед сваркой, после чего ролик разделителя убирается и профили оказываются собранными под сварку, что обеспечивает сокращение межоперационного времени 2 и повьшает точность сборки балок под сварку. 2 з.п. ф-лы, 7 ил. (Л
1
Фиг.Ч
V
/
Вид Л 28
/
/
Кг
J
&идЕ
16
х
X
А
Фиг. 6
| Николаев Г.А | |||
| и др | |||
| Расчет, проектирование и изготовление сварных конструкций | |||
| М.: Высшая школа, 1971, с | |||
| Способ передачи радиотелеграфных сигналов | 1922 |
|
SU394A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
