(54) ПОТОЧНАЯ ЛИНИЯ ДЛЯ СБОРКИ И СВАРКИ РАМНЫХ. ЖТАШ10КОНСТРУКЦИЙ ;
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки плоскостных ферм | 1977 |
|
SU749606A1 |
| Поточная линия для сборки и сваркиМЕТАллОКОНСТРуКций | 1979 |
|
SU804314A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1979 |
|
SU863275A1 |
| ТРАНСПОРТИРУЮЩЕЕ УСТРОЙСТВОВПТ5ФОНД т^тт^ | 1971 |
|
SU419450A1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Поточная линия для сборки и сварки изделий | 1978 |
|
SU747673A1 |
| Горизонтально замкнутая поточная линия для сборки и сварки ферм из профильного проката | 1979 |
|
SU897449A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
1- . :
- Изобретение относится к сварке, а именно к поточной линии для сборки и сварки рамных металлоконструкций..
Известны сварочные устройства, в которых подача одного вида заготовок производится с помощью подвижной тележки. Сборка и сварк металлоконструкций в указанном устройстве происходят последовательно, на одном и том же стенде, причем установка и съем базовых деталей производится с:, помощью цехового транспортного оборудования l.
Недостатками устройства являются его низкая производительность и малая степень механизации.
Известна также поточная механизированная линия для сборки и сваркибалок, состоящих из верхнего и нижнего поясов, боковий и диафрагм.jЛиния содержит склад заготовки и стенды для сварки поясов, для приварки боковин и к поясам, а также
Стенды для окончательной сварки балок. Транспортная система линий содержит порталы, тележки и рольганги, связывающие склад со стендами и стенды между собой. Склад заготовок содержит места складирования разных видов заготовок, которые максимально сближены с соответствующими сварочными стендами. Каждое из таких .мест обслуживается своимпорталом 23.
Рациональное размещение мест складирования позволяет сократить транспортные пути и производственную площадь,, занятую линией, однако площадь все же велика, а транспортная система линии непомерно громоздка и энергоемка. .
Известны линии для сборки и сварки металлоконструкций, содержащие технологаческое оборудование, связанное конвейером 3 .
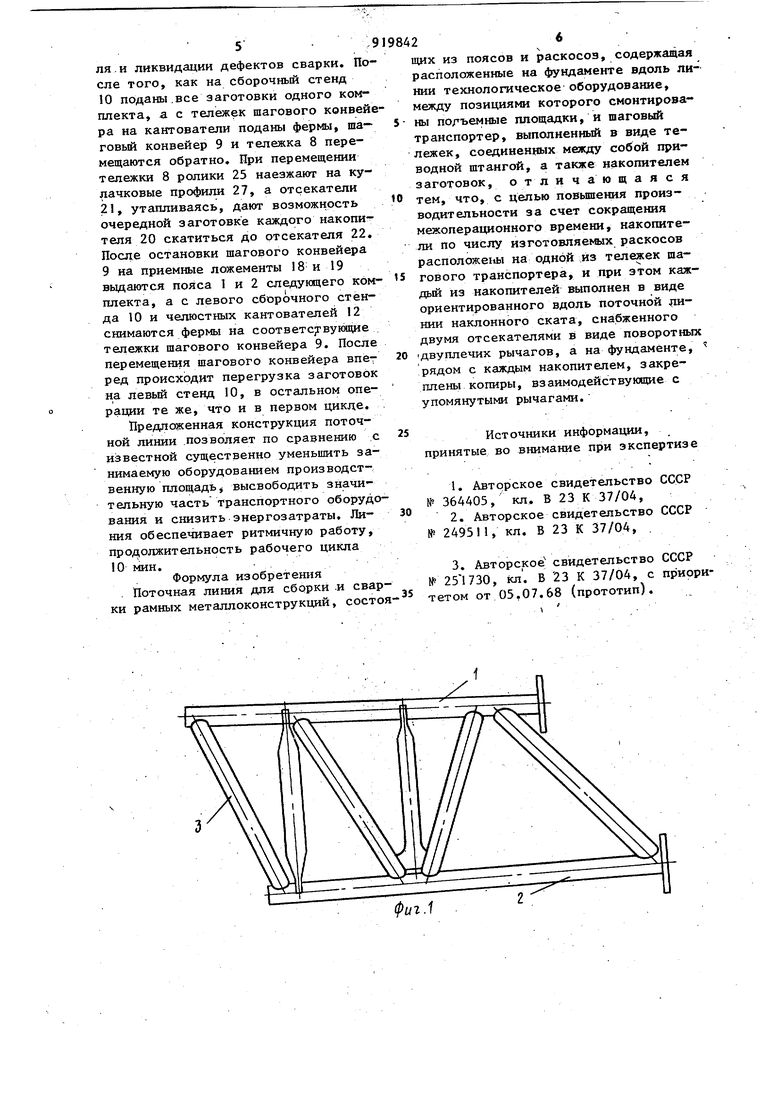
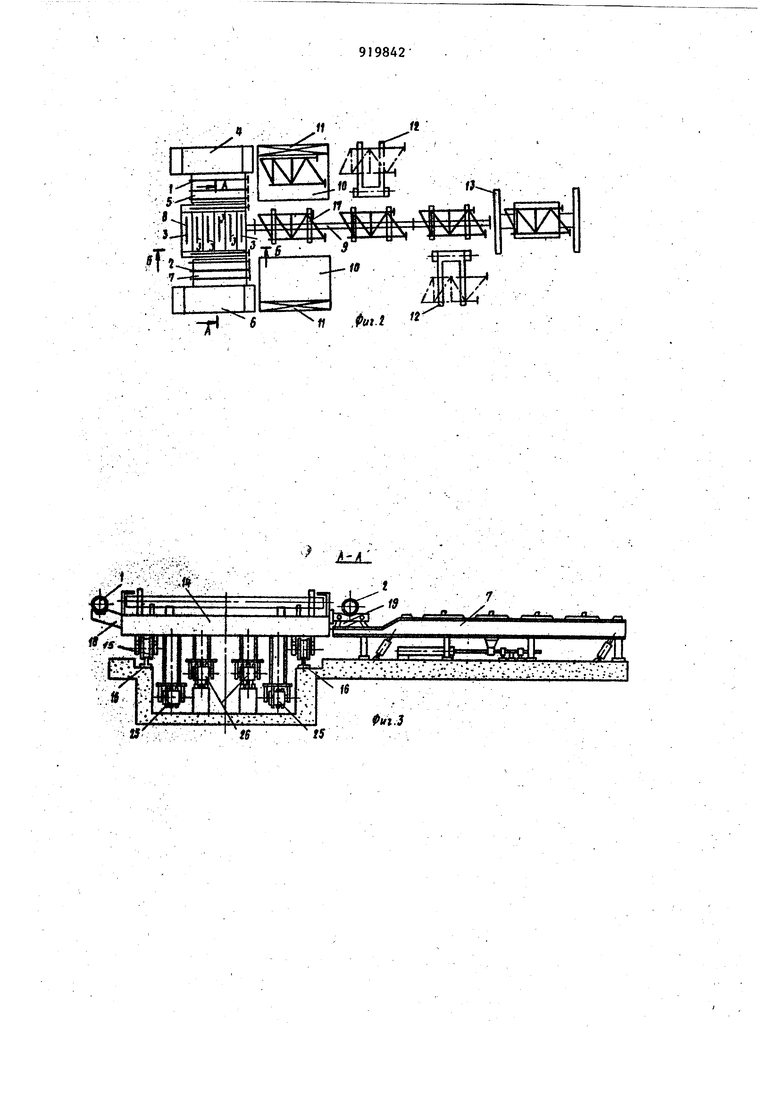
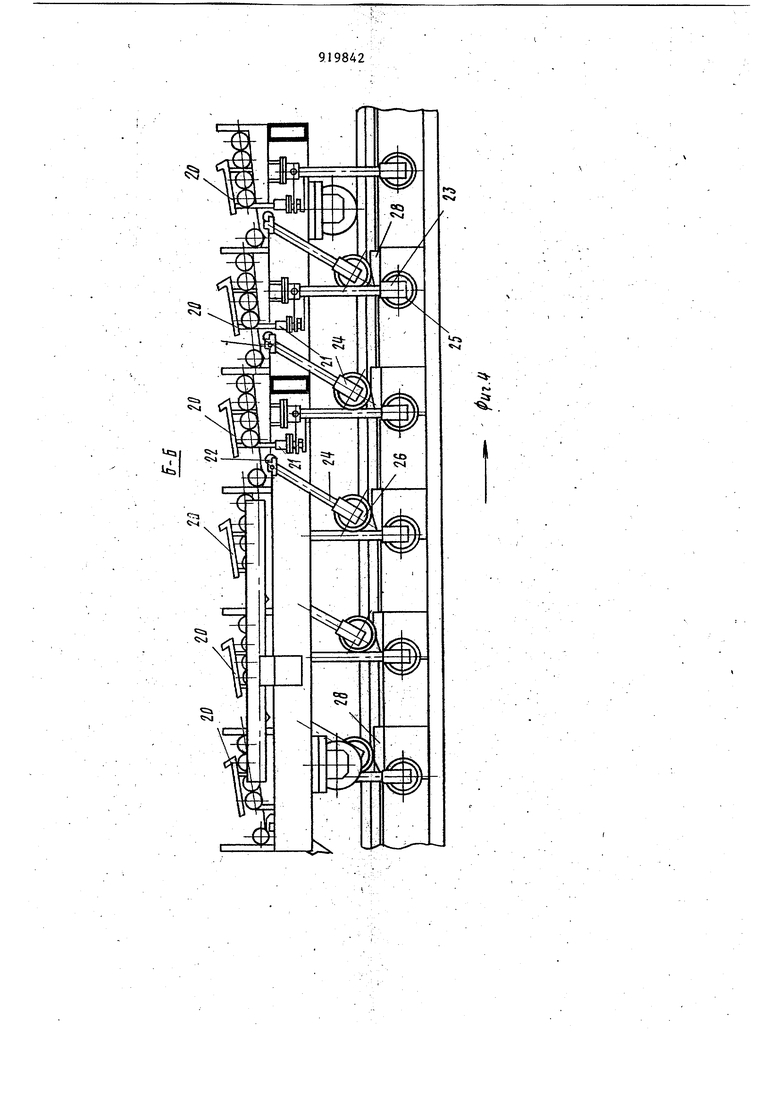
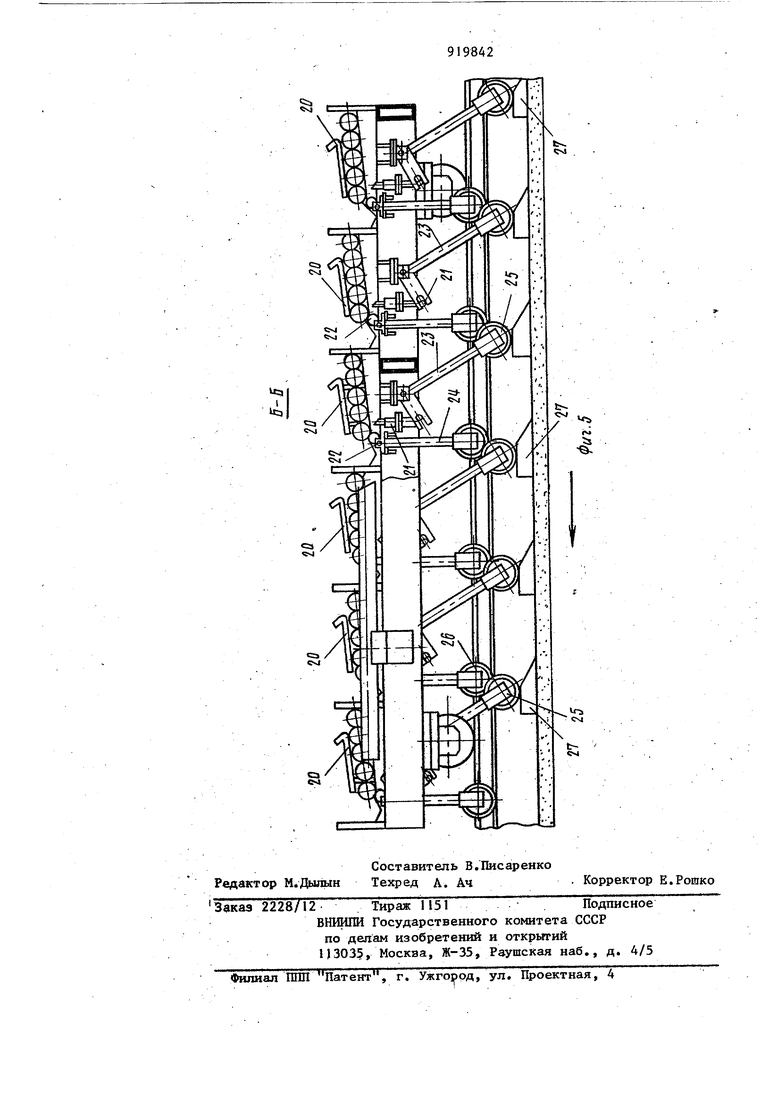
Однако такие линии предполагают наличие складов для заготовок и универсального транспортного оборудова3ния для их доставки. Ритмичность ра боты линии и ее производительность зависят не только от размещения .обо рудования внутри линии, но и от рациональной планировки мест складирования транспортных потоков. Целью изобретения является повышение производительности за счет со кращения межоперационного времени. Указанная цель достигается тем, что накопители расположены на одной из тележек шагового транспортера и их число соответствует числу изго тавливаемых раскосов, при этом каждый из накопителей выполнен э виде ориентированного вдоль поточной линии наклонного ската, снабженного двумя отсекателями в виде поворотных двугшечих рычагов, а на фундаменте, рядом с каждым накопителем, закреплены копиры, взаимодействующи с упомянутыми рычагами. На фиг, 1 изображена рамная металлоконструкция; на фиг. 2 -схема поточной линии для сборки и сварки рамных металлоконструкций на фиг.З разрез А-А на фиг. 2; на фиг. 4 «разрез Б-Бна фиг. 2 в момент перемещения шагового конвейера в направ лении движения технологического потока; на фиг. 5 - разрез Б-Б на фиг. 2 в момент обратного хода шаго вого конвейера. Рамная металлоконструкция (ферма состоит из верхнего пояса 1, нижнего пояса 2 и раскосов 3 различных типоразмеров. Поточная линия содержит сварочную установку 4 со стелла 5 для изготовления верхнего пояса 1, сварочную установку 6 со стеллажом 7 для изготовления нижнего пояса 2, тележку 8, шаговый конв йер 9, сборочные стенды 10, краныперегрузчики I1, челюстные кантователи 12 и кантователь с подъемными центрами 13. Тележка 8 имеет платформу 14с колесами 15, установленными на рельсовом пути 16 по оси ша гового конвейера 9, жестко связанную с первой тележкой 17. Платформа 14 снабжена приемными ложементами 18 и 19 для верхнего I и нижнего 2 поясов. На верхней плоскости платформы 14 установлены накопители 20 для раскосов разных типоразмеров. 0 секатели 121 и 22 каждого из накопит лей связаны с рычагами 23 и 24, не сущими ролики 25 и 26. Вдоль рель2 4 сового пути 16 установлены неподвижные копиры 27 и 28, предназначенные для воздействия на роЛики 25 и 26 при перемещении тележки . 8. Сварочные установки 4 и 6 как исборочные стенды 10расположены симметрично относительно оси шагового конвейера, при этом расстояние между расположенными вдоль линии стендами и кантователями соответствует шагу конвейера 9. Расстояние между стеллажами 5 и 7 и сборочными стендами 10 по ширине линии несколько больше ширины тележки 8, Предлагаемая поточная линия работает .следующим образом. В исходном положении шагового кон-, вейера 9 тележка 8 находится между стеллажами 5 и 7, первая тележка 17 конвейера - между сборочными стендами 10, а последующие тележки - рядом с челюстными кантователями 2, при этом место у кантователя 13 свободно. В ложементы 1.8 и 19 тележки 8 подают верхний 1 и нижний 2 пояса, сваренные из труб и фланцев на установках 4 и 6. С одного из сборочных стендов 10 (например, с правого по ходу шагового конвейера) кра.ном-перегружателем 11 снимается со-.. бранная ферма и укладывается на тележку 17 шагового конвейера 9. С челюстных кантователей 12 фермы уклада ваются на следующие тележки шагово- . го конвейера С кантователя 13 ферма снимается цеховым мостовым краном. На втором сборочном стенде 10 (слева от шагового конвейера) в это время производится сборка и прихватка другой фермы. При ходе шагового конвейера 9 вперед тележка 17 перемещает тележку 8. При этом ролики 26 наездают на копиры 28, отчего рычаги 24 поворачиваются, утапливая отсекатели 22 и крайние заготовки в накопителях 20, отделенные отсекат.елями 21, откатываются к разделительным стенкам. После остановки шагового конвейера 9 краном-перегружателем 11подаются на правый сборочный стенд 10 оба пояса 1и 2, а также отделение отсекателями 21 накопителей 20 заготовки раскосов 3. Go следующих тележек шагового конвейера фермы захватываются и снимаются кантователями 12 и 13, В челюстных кантователях 12 происходит окончательная сварка фермы (с различных сторон). Кантователь 13 предназ.начен для контроля.и ликвидации дефектов сварки. По сле того, как на сборочный стенд 10 поданы .все заготовки одного комплекта, а с тележек шагового конвей ра на кантователи поданы фермы, ша- говьй конвейер 9 и тележка 8 перемещаются обратно. При перемещении тележки 8 ролики 25 наезжают на кулачковые профили 27, а отсекатели 21, утапливаясь, дают возможность очередной заготовке каждого накопителя 20 скатиться до отсекателя 22. После остановки шагового конвейера 9на приемные ложементы 18 и 19 выдаются пояса 1 и 2 следующего ком плекта, а с левого сборочного стенда 10 и челюстных кантователей 12 снимаются фермы на соответс вукщие тележки шагового конвейера 9. После перемещения шагового конвейера впег ред происходит перегрузка заготовок на левый стенд 10, в остальном операции те же, что и в первом цикле. Предложенная конструкция поточной линии .позволяет по сравнению .с известной существенно уменьшить занимаемую оборудованием производственную площадь, высвободить значительную часть транспортного оборудо вания и снизить энергозатраты. Линия обеспечивает ритмичную работу, ,oлжитeльнocть рабочего цикла 0Омин, Формула изобретения . Поточная линия для сборки .и свар ки рамных металлоконструкций, состо щих из поясов и раскосов, содержащая расположенные на фундаменте вдоль линии технологическое оборудование, между позициями которого смонтированы подъемные площадки, и шаговый транспортер, выполненный в виде тележек, соединенных между собой приводной штангой, а также накопителем заготовок, от л и чающая ся тем, что, с целью повьшхения производительности за счет сокращения межоперационного времени, накопители по числу изготовляеьвлх раскосов расположе11Ы на одной из тележек шагового транспортера, и при зтом каждай из накопителей выполнен в виде ориентированного вдоль поточной динии наклонного ската, снабженного двумя отсекателями в виде поворотных двуплечих рычагов, а на фундаменте, рядом с каждым накопителем, закреплены копиры, взаимодействующие с упомянутыми рычагами. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР № 364405, кл. В 23 К 37/04, 2,Авторское свидетельство СССР № 249511, кл. В 23 К 37/04, . 3,Авторское свидетельство СССР № , кл. В 23 К 37/04, с приоритетом от 05,07.68 (прототип).
ft
iiri
N
6
«
fJЧИК I
ff ,.
-T
/:
M
t r
/J:.L,
«.
5
