(54) ЛИНИЯ СБОРКИ И СВАРКИ БАЛОК В СОСТАВЕ
ДВУХ БОКОВЫХ И СРЕДНЕГО ПРОДОЛЬНЫХ ПРОФИЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU939174A1 |
| Поточная линия для сборки и сварки листов в полотнища | 1976 |
|
SU647090A1 |
| Автоматическая линия для изготовления длинномерных балок | 1988 |
|
SU1611671A1 |
| Стенд для сборки и сварки крупногабаритных изделий | 1981 |
|
SU1038159A1 |
| "Устройство для сборки под сварку и сварки балок из двух продольных элементов,между которыми расположены с определенным шагом соедини2 тельные планки4 | 1976 |
|
SU649532A1 |
| Поточная линия для изготовления длинномерных металлоконструкций из фасонных профилей | 1979 |
|
SU856722A1 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Поточная линия для изготовления сварных конструкций балочного типа | 1977 |
|
SU738808A1 |
| Поточная линия для сборки и сварки балок из длинномерных профилей | 1987 |
|
SU1433735A1 |
Изобретение относится к сварке, а именно к конструкции линии сборки и сварки балок в составе двух боковы и среднего продольных профилей. Известны поточные линии для изготовления сварных металлоконструкций, которые состоят из двух параллельных симметрично расположенных потоков, связанных между собой кантователем U. Однако линии с такими соединительными кантователями могут обеспечивать передачу изделий только с поворотом их на 180°. Известна линия сборки и сварки балок в составе двух боковых и среднего продольных профилей преимущественно рештаков скребковых конвейеров содержащая смонтированные на основа нии снабженные роликовым транспортером три параллельных между собой потока для подачи каждого продольного профиля, встроенные в каждом потоке накопители, механизмы поперечной подачи, расположенные между каждым боковым и средним потоком, кантовате ли боковых профилей, и расположенны в среднем потоке стенды .сборки, стен ды сварки со сварочным оборудованием и правильный пресс 2 .. HO известная линия не обеспечивает точную передачу продольных профилей с одного потока на другой при изготовлении балок различных типоразмеров. Цель изобретения - обеспечение точной передачи продольных профилей с одного потока на другой при изготовлении балок различных типоразмеров. Указанная цель достигается тем, что каждый механизм поперечной подачи выполнен в виде перемещаемой от привода тележки, снабженной уголковым ложем, для бокового продольного профиля, каждый накопитель выполнен в виде закрепленных на неподвижных в . направлении, перпендикулярном основанию, опорах попарно расположенных консолей, расстояние между которыми превышает ширину тележки механизма поперечной подачи, при этом на основании на участке размещения механизма поперечной подачи смонтирован с возможностью поворотавокруг оси, параллельной основанию, кронштейн с упором, причем на указанном кронШ1 ейвё размещены ролики роликового транспортера, а упор установлен с возможностью взаимодействия с полкой: уголкоЁого ложа тележки механизма поперечной подачи.
Изобретение показано на чертеже,
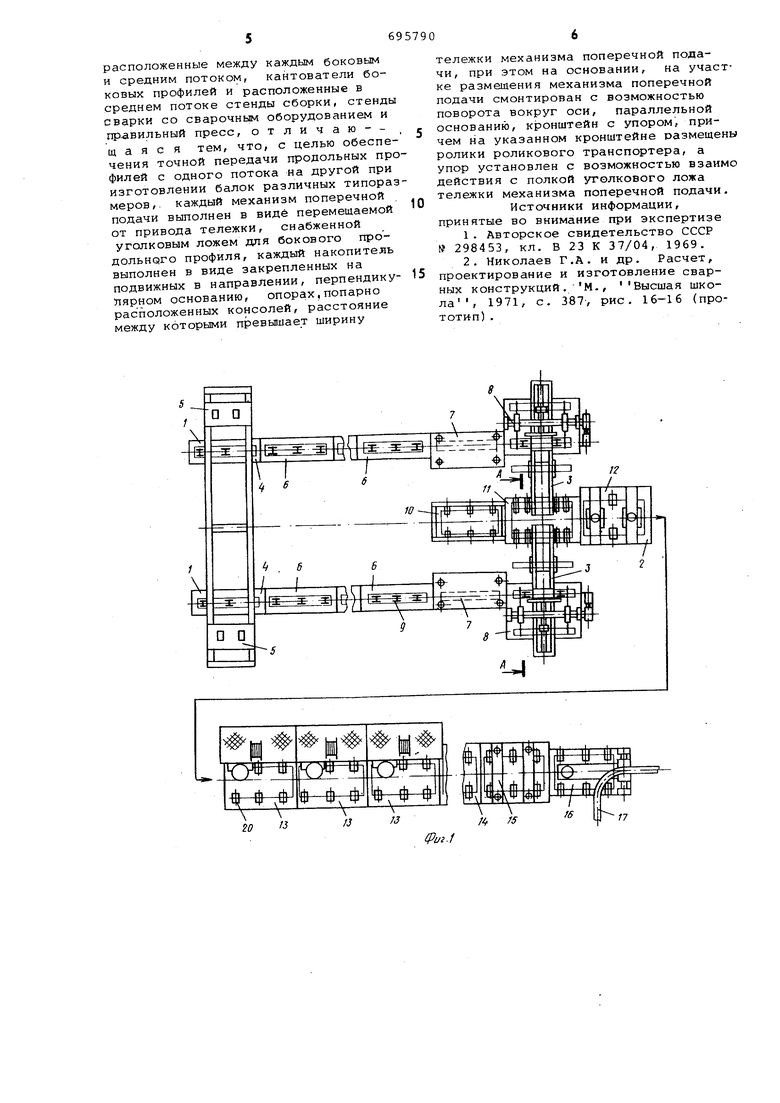
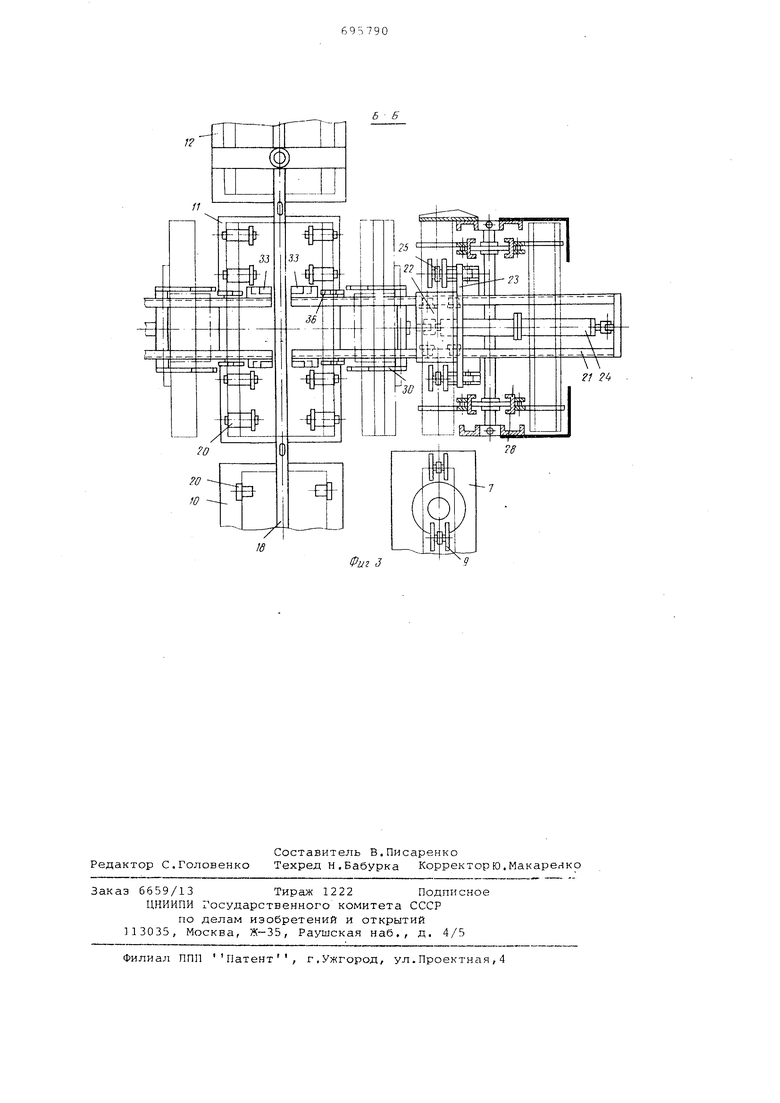
На фиг. 1 изображена линия в лане; на фиг. 2 - сечение А-А иг. 1;. на фиг. 3 - сечение.Б-Б иг. 2,
Линия содержит потоки 1 балок поток 2 общей сборки и сварки решгаков, соединенных между собой с no-j ощью механизмов 3 поперечной подачи.
Потоки 1 состоят из стендов 4 борки с подающими устройствами 5, стендов б сварки, стендов 7 правки, акопителей 8. Все указанные стенды связаны между собой роликовьми транспортерами 9.
Поток 2 состоит из питателя 10 листов, стенда 11 комплектовки, стенда 12 сборки, стендов 13, 14 автоматической сварки и ручной сварки соответственно, правильного пресса 15 и устройства 16 для навески, гдтовых изделий на подвесной конвейер 17. Все рабочие стенды потока 2 соединены толкающим конвейером 18, перемещающим изделие 19 по роликам 20
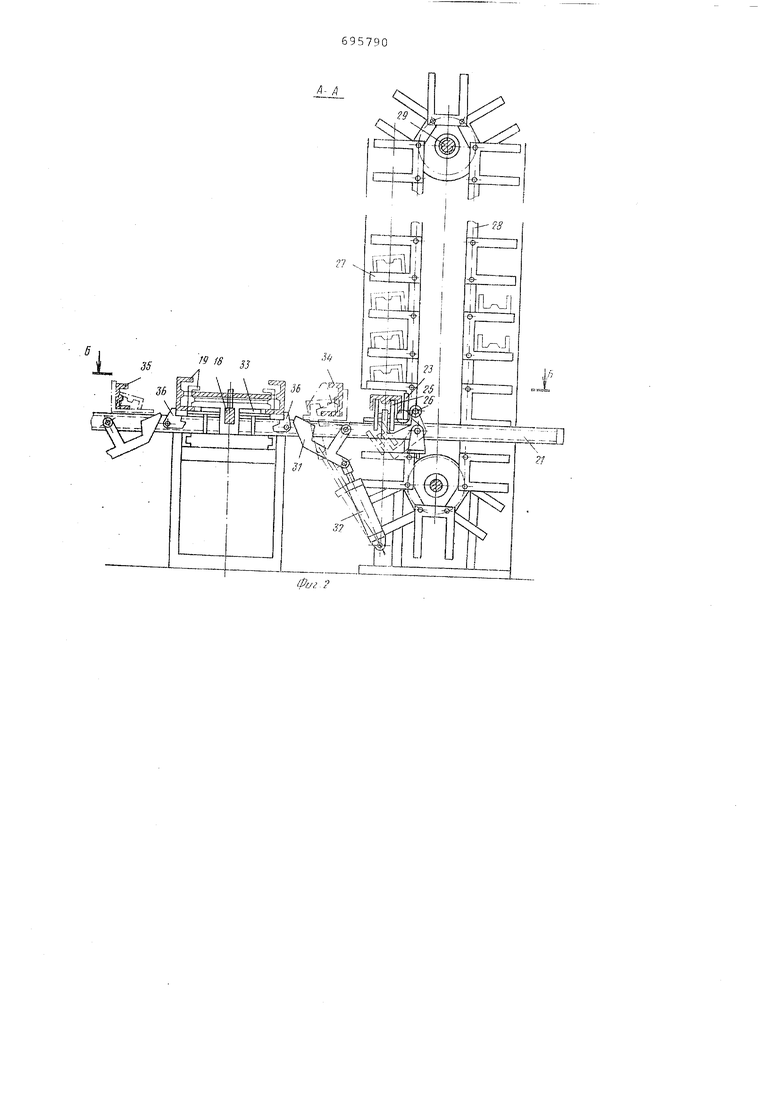
Каждый механизм 3 поперечной подачи включает направляющие 21, по которым перемещается тележка 22 с уголковым ложем 23 при помощи сдвоенного пневмоцилиндра 24. В исходном положении уголковое ложе 23 тележки
22находится на одной оси с роли-ковым транспортером 9, при этом вертикальная полка уголкового пожа
23поддерживает кронштейн с откидНЕлми роликами 25, служащими продолжением роликового транспортера 9,
в верхнем положении с помощью роликовых упоров 26. В этом положении ролики 25 расположены с двух сторон горизонтальной полки уголкового ложа 23, а их, в свою очередь, охватывают опоры 27 накопителя 9. Последний выполнен в виде двойной, вертикально-замкнутой цепи 28, состоящей из элементов 27 и приводимой в движение от приводного вала 29. В средней части направляющих 21 расположен кантователь 30, состоящий из спаренных качающихся рычагов 31 и пневмоцилиндра 32. Концевая часть направляющих 21, установленная на стенде 11 комплектовки, снабжена упорами 33 для ,. 34 и 35 и качающимися отсекателями36.
Работа линии осуществляется следующим образом.
Сначала в потоках на стендах 4 coбиpaютqя балки 34 и 35, которые свариваюз я на стендах 6, правятся на стендах 7 и далее подаются на ролики 25, Заранее подготовленные листы попадают из питателя 10 на стенд 11 комплектовки, туда же с помощью механизмов 3 поперечной подачи подаются балки 34 или 35с потоком собранный комплект деталей изделия 19 направляется на стенд 12
сборки, потом - на стенды 13 и 14 сварки, правильный пресс 15, после чего готовые изделия навешиваются на подвесной конвейер 17с помощью устройства 16.
Передача с потока 1 в поток 2 происходит по-следующей схеме. БалкИ 34 или 35 подаются до упора на откидные ролики 25, при уходе комплекта изделия 19 со стенда 11 комплектовки туда одновременно подается лист с питателя 10, после чего тележка 22 с помощью пневмоцилиндра 24 переезжает по направляющим 21 в среднее положение, при этом кронштейн с роликами 25 опускается, и балка 34 или 35 садится на уголковое ложе 23. Затем включается кантовате 30 и своими рычагами 31 переводит балку в вертикальное положение.Тележка 22 с цомощью второй полости спаренного цилиндра 24 переезжает до контакта полой балки с упорами 3 После этого тележка 22 возвращается в исходное положение, отсекатели 36 запирают балку 34 или 35 на стенде 11 комплектовки, при этом,своей вертикальной стенкой уголковое ложе 23 поворачивает кронштейн с роликами 25 в верхнее положение. В случае задержки работы балки 34 и.ли могут сниматься с роликов 25 элементами 27 накопителя 8 путем перемещения цепи 28 вверхна один шаг до заполнения всех элементов. При задержке подачи балок с потока 1 поток 2 может питаться с накопителя 8, при этом механизм 3 поперечной подачи работает в обычной последовательности, а накопитель 8 - в обратной.
Предлагаемая линия по сравнению с известнЕлми позволяет объединить поперечную передачу изделий и компесационное устройство на одном месте при этом разница в размерах изделий не оказывает влияния благодаря принятым элементам конструкции места стыковки, что позволяет линии, помимо экономной компоновки, обрест еще .новое качество - универсальност а это дает возможность изготовлять на одной линии целый ряд типоразмеров изделий.
Формула изобретения
Линия сборки и сварки бйлок в составе двух боковых и среднего продольных профилей преимущественно рештаков скребковых конвейеров, содержащая смонтированные на основании и снабженные роликовым транспортером три параллельных между собой потока -для подачи каждого продольного профиля, встроенные в каждый поток 1 - экопите ли, механизмы поперечной подачи. расположенные между каждым боковым и средним потоком, кантователи боковых профилей и расположенные в среднем потоке стенды сборки, стенды сварки со сварочньам оборудованием и правильный пресс, отличаю-щ а я с я тем/ что, с целью обеспечения точной передачи продольных про филей с одного потока на другой при изготовлении балок различных типораз меров,, каждый механизм поперечной подачи выполнен в виде перемещаемой от привода тележки, снабженной уголковым ложем для бокового продольного профиля, каждый накопитель выполнен в виде закрепленных на подвижных в направлении, перпендикулярном основанию, опорах,попарно расположенных консолей, расстояние между которыми превышает ширину тележки механизма поперечной подачи, при этом на основании, на участке размещения механизма поперечной подачи смонтирован с возможностью поворота вокруг оси, параллельной основанию, кронштейн с упором, причем на указанном кронштейне размещены ролики роликового транспортера, а упор установлен с возможностью взаимо действия с полкой уголкового ложа тележки механизма поперечной подачи. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 298453, кл. В 23 К 37/04, 1969. 2.Николаев Г.А. и др. Расчет, проектирование и изготовление сварных конструкций./М., Высшая шко, 1971, с. 387, рис. 16-16 (прототип).
