0иг.7
4i
СО
со
со
1чЭ
Изобретение относится к области робототехники и предназначено для использования в составе технологического оборудования при автоматизации процессов сборки.
Целью изобретения является повышение |надежности и производительности за счет |активного воздействия на деталь элементов 1схвата.
На фиг. 1 представлен общий вид схвата промышленного робота с блоком
источника 11. В случае правильной сборки выходной сигнал от схемы 10 сравнения равен нулю и система управления робота вырабатывает сигнал на операцию сборки и захват следующей детали.
Если сборочная единица - деталь 17 - перекощена (имеет отклонения в размерах выще допустимых или отсутствует вовсе), то датчик 3 вырабатывает сигнал, отличный от программно заданного. На
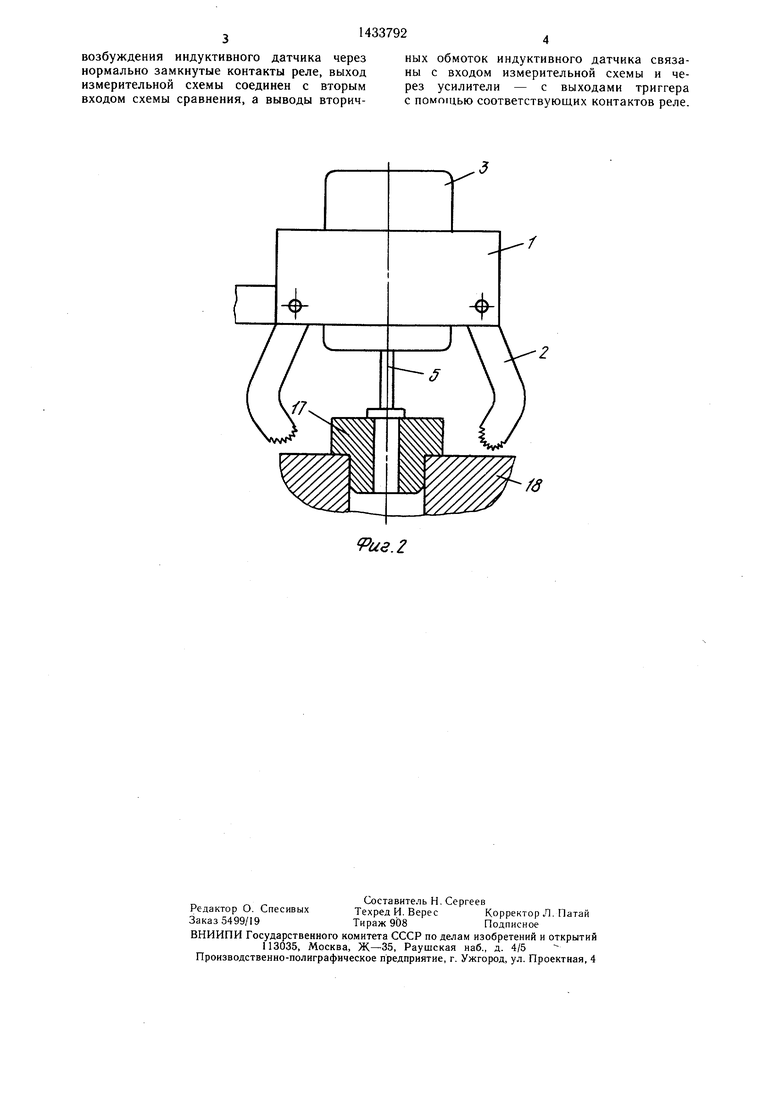
управления; на фиг. 2 - процесс сбор- 10 выходе схемы 10 сравнения появляется сиг- ки деталей.нал, который передается через таймер 12
Схват промышленного робота состоит из корпуса 1 с зажимными губками 2. По оси схвата расположен индуктивный датчик 3 линейного перемещения с сердечна реле 13. Реле 13 срабатывает и нормально замкнутыми контактами К 5 и К 6 отключает обмотку 6 возбуждения от генератора 7 и нормально замкнутыми конником 4 и штоком 5. Датчик имеет об-тактами К 1, К 2, К 3, К 4 измемотку 6 возбуждения, подключенную к ге-рительную схему 9 от вторичных обмонератору 7 высокочастотных импульсовток 8, подключая их к входам усилитеи две вторичные обмотки 8.лей 16. На выходах усилителей поочередВыход измерительной схемы 9 подклю-но, в соответствии с напряжениями на пленен к второму входу схемы 10 сравнения, 20 триггера 15, синхронизируемого гене- к первому входу которой подключен прог-ратором 14, появляется напряжение, возраммно-управляемый источник 1 эталонногобуждающее магнитное поле то в верхней,
напряжения. Выход схемы 10 сравнения под-то- в нижней части датчика 3. Под
ключен через таймер 12 к реле 13. Уст-действием магнитных полей сердечник 4
ройство также содержит второй генераторс штоком 5 будет периодически переме14 импульсов, подключенный к синхрони- 5 ш,аться в нижнее и верхнее положение, |зирующему входу триггера 15, два выхо-ударяя по детали 17, осуществляя ее
доустановку. В таком подключении датчик 3 сменил свои функции определения положения штока 5 на функции электромагнита, осуществляющего вибрацию щтока 5.
После заданного таймером 12 промежутка времени реле 13 обесточивается и датчик 3 вновь подключается к измерительной
|да которого через усилители 16 подключе- |ны через нормально разомкнутые контакты iK 1, К 2, КЗ, К 4 реле 13 к соответст- :вующим вторичным обмоткам 8. Генератор 7 соединен с первичной обмоткой 6 датчика 3 |перемещений через нормально замкнутые кон- такты К 5, К 6 реле 13, а измерительная схема 9 соединена с вторичными обмотками 8 датчика 3 перемещения че30
схеме 9, производит новый замер положения сборочной единицы. При правильном рез нормально разомкнутые контакты К 1, с положении детали устройство продолжает К 2, К 3, К 4 реле 13.работу по заданной программе. В проI Устройство работает следующим образом. I Схват с разведенными губками 2 подво- |дится к захватываемой детали так, что пос- |ледняя оказывается под губками. Система 40 |управления робота (не показана) подает |команду на опускание схвата. При опус- кании схвата щток 5 входит в соприкос- :новение с деталью и поднимается в верхнее положение. Система управления вырабатывает сигнал на сжатие детали и перевод ее на позицию сборки. После этого губки разводятся и деталь 17, освобождаясь, попадает на узел 18 сборки. Шток 5 опускается вслед за деталью
45
тивном случае - оборудование отключается и срабатывает сигнализация.
Формула изобретения
Схват промышленного робота, содержащий корпус, щарнирно установленные в нем зажимные губки с приводом их перемещения, блок управления приводом, включающий в себя индуктивный датчик линейного перемещения с подвижным штоком, расположенным вдоль оси схвата и имеющим возможность взаимодействия с захватываемой деталью, измерительную схему и генератор высокочастотных импульсов, связани контактирует с ней. Положение штокаCQ ный с обмоткой возбуждения индуктивного
определяет положение сердечника 4 по отно-датчика, отличающийся тем, что, с целью
шению к вторичным обмоткам 8 датчикаповышения надежности и производительнос3 перемещения, определяющего ЭДС на вто-ти, в блок управления введены последоричных обмотках 8, которые наводятся отвательно соединенные программно-управляепервичной обмотки 6 возбуждения.мый источник эталонного напряжения, схеИзмерительная схема 9 замеряет напря-55 ма сравнения, таймер и реле, а также
жение обмоток 8, которое сравнивается в схе-последовательно соединенные генератор имме 10 сравнения с эталонным напряжением,пульсов и триггер, причем генератор выпоступающим от программно-управляемогосокочастотных импульсов связан-с обмоткой
источника 11. В случае правильной сборки выходной сигнал от схемы 10 сравнения равен нулю и система управления робота вырабатывает сигнал на операцию сборки и захват следующей детали.
Если сборочная единица - деталь 17 - перекощена (имеет отклонения в размерах выще допустимых или отсутствует вовсе), то датчик 3 вырабатывает сигнал, отличный от программно заданного. На
выходе схемы 10 сравнения появляется сиг- нал, который передается через таймер 12
на реле 13. Реле 13 срабатывает и нормально замкнутыми контактами К 5 и К 6 отключает обмотку 6 возбуждения от генератора 7 и нормально замкнутыми кон
тивном случае - оборудование отключается и срабатывает сигнализация.
Формула изобретения
Схват промышленного робота, содержащий корпус, щарнирно установленные в нем зажимные губки с приводом их перемещения, блок управления приводом, включающий в себя индуктивный датчик линейного перемещения с подвижным штоком, расположенным вдоль оси схвата и имеющим возможность взаимодействия с захватываемой деталью, измерительную схему и геневозбуждения индуктивного датчика через нормально замкнутые контакты реле, выход нзмерительной схемы соединен с вторым входом схемы сравнения, а выводы вторичных обмоток индуктивного датчика связаны с входом измерительной схемы и через усилители - с выходами триггера с помощью соответствующих контактов реле.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления схватом манипулятора | 1985 |
|
SU1337250A1 |
| Устройство управления схватом манипулятора | 1987 |
|
SU1442395A2 |
| ПРИВОД СХВАТА МАНИПУЛЯТОРА | 2008 |
|
RU2378102C2 |
| Устройство для управления адаптивным роботом | 1980 |
|
SU888067A1 |
| Схват | 1977 |
|
SU659377A1 |
| Схват | 1986 |
|
SU1313700A1 |
| Способ определения некачественной сборки | 1989 |
|
SU1639938A1 |
| Схват манипулятора | 1983 |
|
SU1096098A1 |
| Измерительный схват промышленного робота | 1984 |
|
SU1278204A1 |
| Схват промышленного робота | 1985 |
|
SU1328191A1 |
Изобретение относится к робототехнике и предназначено для использоания в составе технологического оборудования при автоматизации процессов сборки. Целью изобретения является повышение надежности и производительности за счет активного воздействия на деталь элементов схва- та. Устройство содержит шарнирно установленные на корпусе 1 зажимные губки 2 с приводом их перемещения, блок управления приводом, включающий индуктивный датчик 3 линейного перемещения, подвижный шток 5, последовательно соединенные программно-управляемый источник 11 эталонного напряжения, схему сравнения 10, таймер 12, реле 13 с соответствующими контактны.ми К1-К6, через которые обмотка возбуждения 6 датчика 3 связана с генератором 7 высокочастотных импульсов, а вторичные обмотки 8 датчика 3 - с входом измерительной схемы 9 и через усилители 16 - с выходами триггера 15, вход которого соединен с вторым генератором импульсов 14. Выход измерительной схемы 9 связан с вторым входом схемы сравнения 10. В случае правильного осуществления процесса сборки шток 5 опускается вслед за деталью и сигнал от схемы сравнения 10 равен нулю. В случае неправильной установки детали, например с перекосом, сигнал на выходе схемы сравнения 10 отличен от нуля. Происходит срабатывание реле и соответствующее переключение его контактов. На обмотки 8 датчика 3 поочередно подается напряжение от триггера 15. Шток 5 совершает возвратно-поступательные движения, активно воздействуя на деталь и способствуя ее правильной установке. 2 ил. а % (Л
/
/6
Риг. 2
| Схват | 1977 |
|
SU659377A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
